

14 Моделирование комбинированного нагрева индукционным и печным методом
Цель:Спроектировать процесс нагрева заготовок в индукторе, а затем в газовой печи до конечной температуры 1200 °С.
Таблица 22 – Параметры заготовки и индукционной системы
|
Заготовка |
XInt., см |
XExt., см |
Длина, см |
Ширина, см |
Материал |
T, °C |
||||||
|
10 |
6,25 |
80 |
12,5 |
0,4 % С Steel |
20 |
|||||||
|
Индуктор |
X1, см |
W, витков |
Длина, см |
Ширина, см |
ТрубкаT×A×d, см |
|
||||||
|
0 |
44 |
100 |
20 |
1,5×1,5×0,2 |
0,8 |
|||||||
|
Теплоизоляция |
Layer 1 |
Layer 2 |
|
|||||||||
|
Refractory concrete 1,2 см |
Refractory concrete 0,3 см |
|
||||||||||
|
Процесс |
f, Гц |
Uind, В |
t, с |
Охлаждение |
Стадия |
Tmed, °C |
||||||
|
50 |
300 |
60 |
Natural |
1 – heating |
20 |
|||||||
|
- |
- |
50 |
Natural |
1 – cooling |
50 |
|||||||
|
- |
- |
800 |
Natural |
1 – cooling |
1250 |
|||||||

Рисунок 44 – Индукционная система нагрева стальной заготовки
Параметры индуктора и длительность процесса нагрева в индукторе задаём таким образом, чтобы нагрев был максимально эффективным. Для этого нам потребуется нагревать заготовку до температуры Кюри, далее нагревать заготовку в индукторе нецелесообразно, так как после потери у заготовки магнитных свойств КПД значительно снижается.
Как видно из рисунка 45 заготовка после нагрева индуктором имеет удовлетворительные значения температур. На поверхности заготовки Т = 890 °C, в середине — Т = 600°C.
Далее заготовка отправляется в газовую печь, где устраняется разность температур по сечению заготовки. Изделие в печи нагревается до необходимой температуры более равномерно (рисунок 48).

Рисунок 45 – Распределение температуры по радиусу заготовки после нагрева индуктором
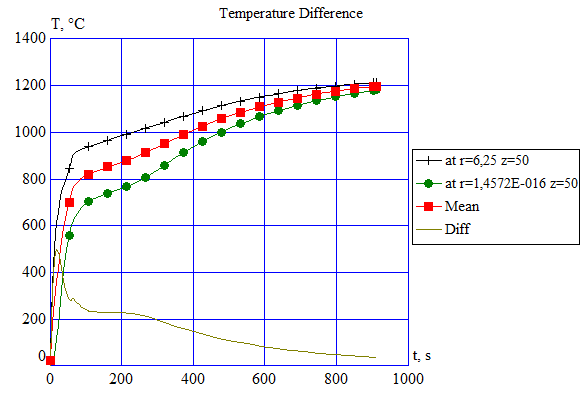
Рисунок 46 – Распределение температуры заготовки в течение нагрева
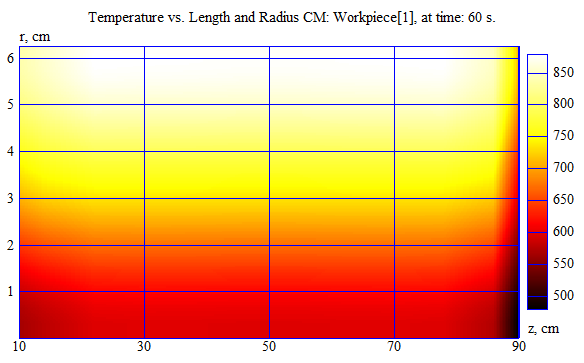
Рисунок 47 – Цветовая карта температурного поля в заготовке после нагрева индуктором

Рисунок 48 – Цветовая карта температурного поля в заготовке после нагрева в печи
Рассмотренный метод нагрева применяется для нагрева заготовок большого сечения. Поскольку один индуктор не позволяет прогреть заготовку равномерно, а линия нагрева индукторами подразумевает большие затраты электроэнергии, целесообразно нагревать заготовку до температуры Кюри в индукторе, а затем поместить её в газовую печь.