

8 Исследование электродинамических усилий в цилиндрическом индукционном нагревателе
Цель: Исследовать влияние электродинамических усилий на заготовку при выходе из индуктора.
Составим модель цилиндрического индуктора, через который проходят заготовки.
Таблица 14 – Параметры индукционной системы
|
Индуктор |
Zin., см |
R1, см |
l1, см |
W, витков |
Трубкаd×A×T, см |
1, Ом см |
||||||||||||||||
|
20 |
18 |
130 |
91 |
0,4×1,2×2 |
2×10– 6 |
|||||||||||||||||
|
Магнито-провод |
dm.y., см |
lm.y., см |
lof., см |
Rm.y.,см |
nel. |
m.y. |
||||||||||||||||
|
5 |
145 |
-10 |
21 |
5 |
100 |
|||||||||||||||||
|
Тепло-изоляция |
Zin., см |
lins, см |
Layer 1 |
Layer 2 |
||||||||||||||||||
|
dins., см |
Материал |
dins., см |
Материал |
|||||||||||||||||||
|
20 |
130 |
1 |
Magnesit |
0,8 |
Glass wool |
|||||||||||||||||
|
Заготовка |
Zin., см |
Rint., см |
l2, см |
dlayer, см |
Tinit., °C |
Материал |
nL, |
nR, |
||||||||||||||
|
120 |
0 |
30 |
15 |
20 |
0,4%СSteel |
40 |
50 |
|||||||||||||||
|
Процесс |
, с |
Tmed, °C |
f, Гц |
U, В |
C, мкФ |
Охлаждение |
||||||||||||||||
|
Simultan. |
1 |
20 |
50 |
380 |
34 000 |
Natural |
||||||||||||||||

Рисунок 28 – Индукционная система нагрева заготовок
Рассмотрим последнюю заготовку в индукторе, оценим влияние электродинамических усилий.
Зная зависимость реактивной мощности от координаты, можно определить силы, действующие на отдельные слитки или на участки индуктирующей катушки по формуле

где
 – приращение реактивной мощности
индуктора при малом виртуальном
перемещении
– приращение реактивной мощности
индуктора при малом виртуальном
перемещении
 ,
f
– частота тока. Таким образом определим
аксиальную силу(вдоль оси Zв
данном случае).
,
f
– частота тока. Таким образом определим
аксиальную силу(вдоль оси Zв
данном случае).
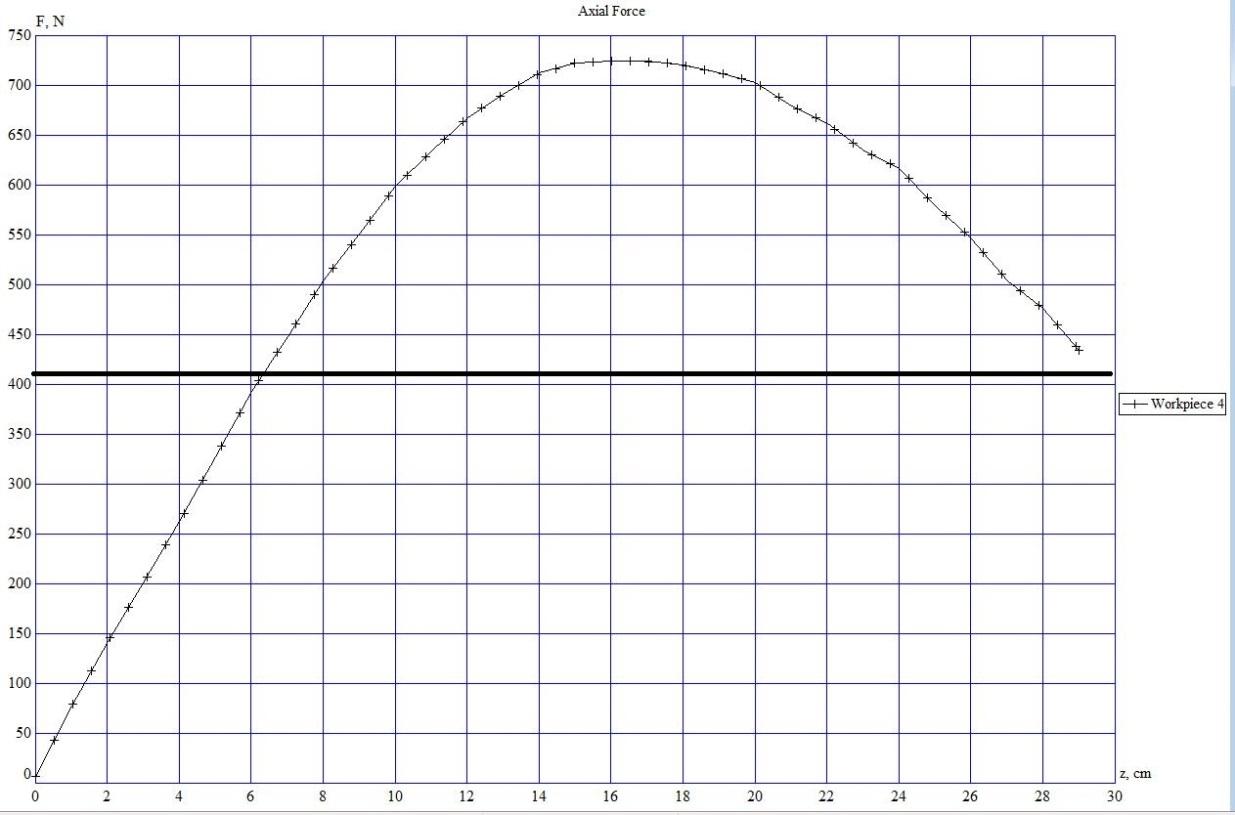
Рисунок 29 – ЭДУ действующее на 4ую заготовку
При расчёте электродинамических усилий в программе 2DELTAзададим минимальный коэффициент трения скольжения по стальному желобу Kтр =0,25. Получим график ЭДУ вдоль оси Z (рисунок 29). Также рассчитаем силу трения заготовки о поверхность желоба, по которому она перемещается, по формуле:

При Z = 6 см ЭДУ становится равным силе трения, возможно перемещение заготовки. Это приведет к самопроизвольной разгрузке индуктора.
9 Проектирование линии индукционного нагрева с несколькими индукторами и частотами питания
Цель: Составить модель цилиндрической индукционной системы для непрерывного нагрева сплошного цилиндрического тела из магнитной стали диаметром 10 см и длиной 50 см, движущегося со скоростью 2,5 см/счерез восемь одинаковых нагревателей, находящихся на расстоянии 15 см друг от друга. Температура нагрева 1100Сс допустимым перепадом по сечению ±50 С
Таблица 15 – Параметры индукционной системы
|
Заготовка |
RInt., см |
RExt., см |
l2, см |
Материал |
T, °C |
||
|
0 |
5 |
50 |
0.4 % Steelanneal |
20 |
|||
|
Индуктор |
R1, см |
W1 |
l1, см |
ТрубкаT×A×d, см |
|
||
|
6,5 |
46 |
50 |
1×1×0,15 |
0,8 |
|||
|
Теплоизоляция |
Refractory concretedlayer= 1,0 см |
||||||
|
Стадии процесса |
f, Гц |
Uind, В |
Время, с |
Условия |
Стадия |
Tmed., °C |
|
|
1000 |
750 |
20 |
Natural |
1 – heating |
20 |
||
|
|
|
6 |
Natural |
2 – cooling |
20 |
||
|
2400 |
750 |
20 |
Natural |
3 – heating |
20 |
||
|
|
|
6 |
Natural |
4 – cooling |
20 |
||
|
2400 |
750 |
20 |
Natural |
5 – heating |
20 |
||
|
|
|
6 |
Natural |
6 – cooling |
20 |
||
|
2400 |
750 |
20 |
Natural |
7 – heating |
20 |
||
|
|
|
6 |
Natural |
8 – cooling |
20 |
||
|
5000 |
750 |
20 |
Natural |
9 – heating |
20 |
||
|
|
|
50 |
Natural |
10 – cooling |
20 |
||
|
5000 |
750 |
20 |
Natural |
11 – heating |
20 |
||
|
|
|
6 |
Natural |
12 – cooling |
20 |
||
|
5000 |
375 |
20 |
Natural |
13 – heating |
20 |
||
|
|
|
6 |
Natural |
14 – cooling |
20 |
||
|
5000 |
375 |
20 |
Natural |
15 – heating |
20 |
||
Определим интегральные параметры индукторов, запишем их в таблицу 15
Таблица 15 — Интегральные параметры индукторов
|
N |
Ii, А |
Pi, кВт |
Ui, В |
cos i |
Z, Ом |
|
lim |
|
1 |
2442 |
812,3 |
750 |
0,449 |
0,312 |
0,83 |
0,84 |
|
2 |
1281 |
217,7 |
750 |
0,231 |
0,586 |
0,74 |
0,81 |
|
3 |
1255 |
222,1 |
750 |
0,231 |
0,598 |
0,74 |
0,81 |
|
4 |
1248 |
223,6 |
750 |
0,239 |
0,601 |
0,73 |
0,82 |
|
5 |
662 |
94,8 |
750 |
0,191 |
1,133 |
0,61 |
0,83 |
|
6 |
663 |
94,5 |
750 |
0,190 |
1,130 |
0,65 |
0,83 |
|
7 |
331 |
23,6 |
375 |
0,190 |
0,131 |
0,51 |
0,83 |
|
8 |
332 |
23,6 |
375 |
0,190 |
1,130 |
0,56 |
0,82 |
|
Расход электроэнергиина одну заготовку 76,1 кВт*ч |
|||||||
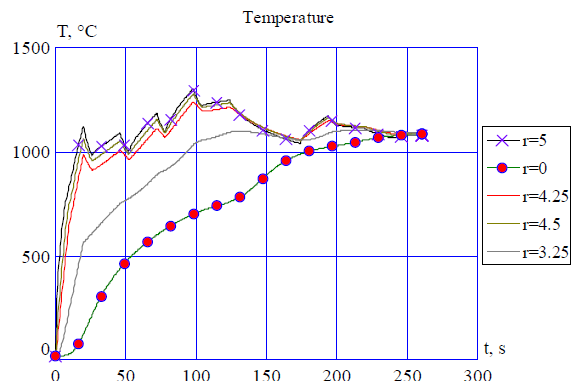
Рисунок 30 – Распределение температуры в заготовке в течение нагрева
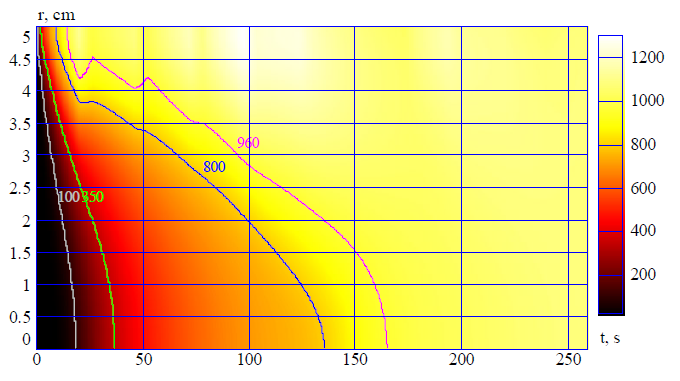
Рисунок 31 – Цветовая карта температуры заготовки
Распределение температуры по сечению заготовкив конце нагрева практически равномерное , конечная температура составляет 1100С , перепады температуры невысоки и составляют ±15 С, что удовлетворяет требованиям технологического процесса.