

3 Выбор рациональной частоты источника питания для нагрева полых цилиндров наружным индуктором
Цель: определение оптимальной частоты источника питания для нагрева трубы из немагнитной стали.
Для начала исследуем характеристики процесса нагрева полой на частоте 2500 Гц. Параметры индукционной системы для задачи приведены в таблице 5.
Таблица 5 – Параметры индукционной системы для исследования нагрева полой цилиндрической заготовки
|
Заготовка |
RInt., см |
RExt., см |
l2, см |
Материал |
T, °C |
|||
|
4 |
5 |
50 |
StainlessSteel |
20 |
||||
|
Индуктор |
R1, см |
W1 |
l1, см |
ТрубкаT×A×d, см |
|
|||
|
6 |
44 |
60 |
1×1×0,15 |
0,8 |
||||
|
Тепло-изоляция |
Layer 1 |
Layer 2 |
|
|||||
|
Chamotte 0,2 см |
Chamotte 0,2 см |
|
||||||
|
Процесс |
f, Гц |
Pind, кВт |
t, с |
Охлаждение |
Стадия |
Tmed., °C |
||
|
1000 |
100 |
100 |
Natural |
1 – heating |
20 |
|||
При мощности индуктора 100 кВт мощность, выделяемая в заготовке, составила 78.74 кВт, электрический КПД при этом 0, 78. Интегральные характеристики процесса представлены в таблице 6.
Таблица 6 – Интегральные характеристики процесса нагрева цилиндрической полой заготовки при частоте 1000 Гц
|
Заготовка |
Мощность, Вт |
||||||
|
82177 |
|||||||
|
Индуктор |
Мощность, Вт |
Напряжение, В |
Ток, А |
Полное Сопротивление, Ом |
Коэффициент мощности |
||
|
100000 |
215.23 |
1043.7 |
0.206 |
0.445 |
|||
|
Генератор |
Мощность, Вт |
Напряжение, В |
Ток, А |
Полное сопротивление, Ом |
Коэффициент мощности |
||
|
100000 |
215.23 |
485.75 |
1.046 |
0.957 |
|||
|
КПД |
Тепловой |
Электрический |
Полный |
||||
|
0,89 |
0.78 |
0.706 |
|||||
График мощности, изображенный на рисунке 5, показывает, что мощность, выделяемая в заготовке по мере нагрева, увеличивается. Если рассмотреть распределение температуры в заготовке, то из рисунка 6 видно, что во все моменты времени температура по сечению распределяется равномерно.
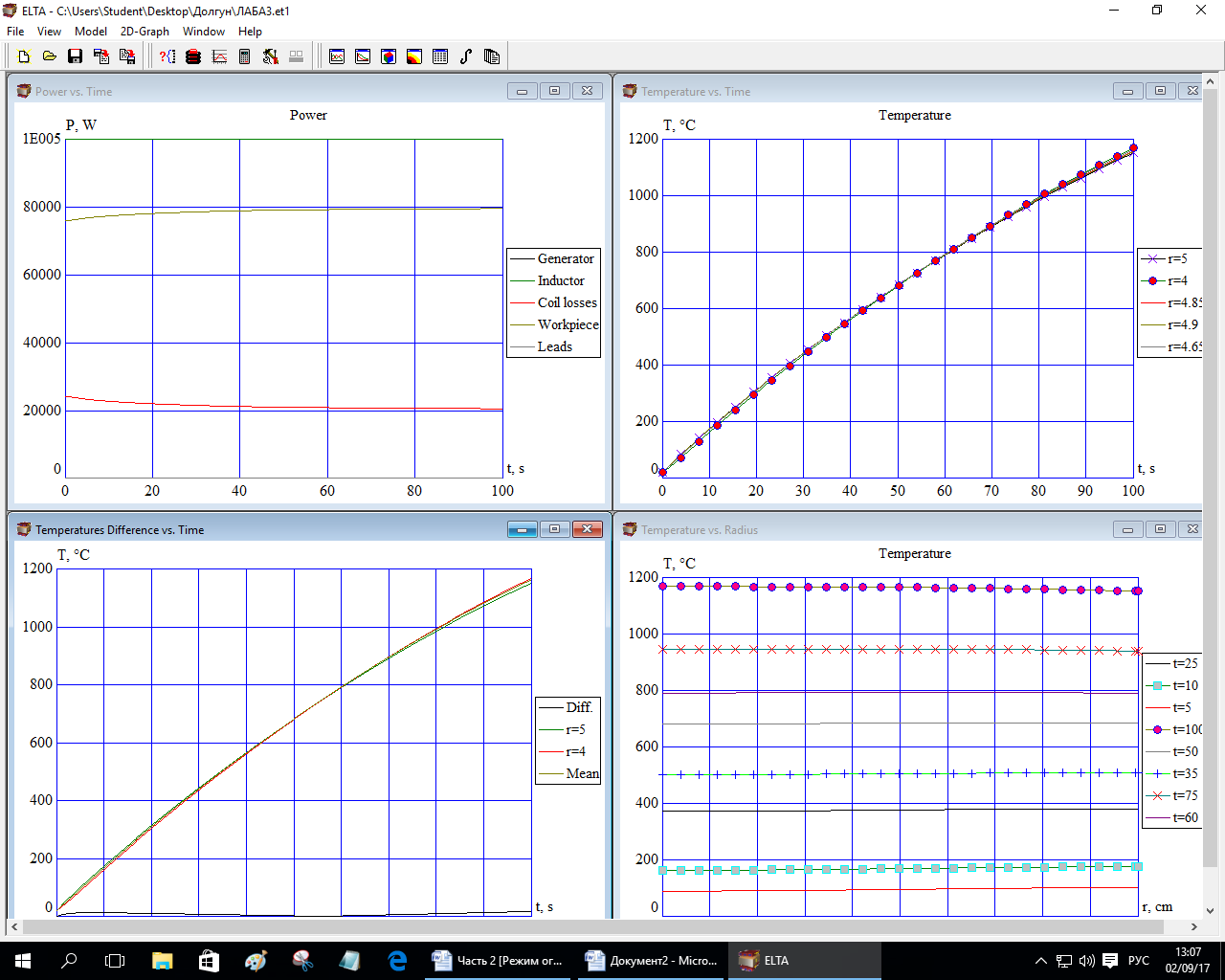
Рисунок 8 – График изменения мощности во время нагрева при частоте 1000 Гц
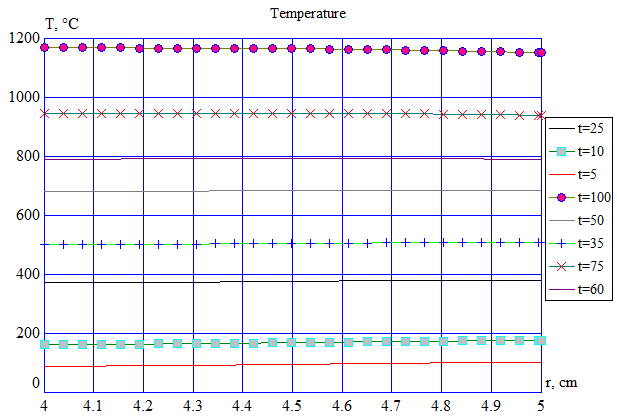
Рисунок 9 – Распределение температуры в заготовке в разные моменты времени нагрева при частоте 2500 Гц
Электрический КПД по мере нагрева увеличивается, так как сопротивление заготовки по мере нагрева растет, следовательно, растет и мощность, выделяемая в заготовке, но тепловой КПД в процессе снижается, в результате снижается и полный КПД (Рисунок 7).

Рисунок 10 – Изменение КПД в процессе нагрева при частоте 1000 Гц
Рисунок 11 показывает, что глубина проникновения тока в заготовку в конце процесса составляет практически 0.81 см, при толщине заготовки 1 см. Поэтому температура по сечению заготовки распределяется достаточно равномерно.

Рисунок 11 – Глубина проникновения тока в заготовку на частоте 1000 Гц
Рассчитаем электрический КПД для данной индукционной системы при разных частотах тока индуктора. Данные расчета сведены в таблицу 7. При частоте 100 Гц электрический КПД составляет всего 18.9, при повышении частоты, КПД увеличивается, при 2200 Гц достигает максимального значения 82.45, при дальнейшем повышении частоты значительно не изменяется.
Следовательно, можно сделать вывод о нецелесообразности повышения частоты источника питания выше 2200 Гц, так как это усложняет его и повышает его стоимость, не повышая при этом энергетических характеристик нагрева.
Таблица 7 – Данные расчета электрического КПД при разных частотах при нагреве цилиндрической полой заготовки
|
Параметр |
Результат |
|||||||||
|
f, Гц |
100 |
200 |
500 |
1000 |
1500 |
2000 |
2200 |
2300 |
2400 |
3000 |
|
electr,% |
18.9 |
39 |
67.86 |
78.74 |
81.3 |
82.23 |
82.45 |
82.43 |
82.3 |
81.56 |
Рассчитаем оптимальную частоту для нагрева полых цилиндров аналитически по формуле
 Гц
Гц
гдеρ=132∙10-6,– удельное сопротивление заготовки при температуре 1200°C, Ом∙см; Rср=4.5– средний радиус заготовки, см; ΔR=1, – толщина заготовки, см.
Расчет в программе ELTA подтверждает, что при частоте 1290 Гц можно добиться наибольшего максимального электрического КПД для данной индукционной системы. Дальнейшее увеличение частоты не приводит к увеличению КПД или же приводит к его незначительному понижению.
Из ряда стандартных частот, можно выбрать источник питания на 1200 Гц либо на 1500 Гц. На данных частотах КПД остается практически равным КПД при оптимальной частоте.