

10 Согласование интегральных параметров индукционного нагревателя одновременного действия с параметрами источника питания
Цель:Определить требуемую ёмкость конденсаторной батареи при параллельной и последовательной схеме компенсации колебательного контура. Сравнить интегральные параметры для разных схем компенсации.
Составим модель цилиндрической индукционной системы для нагрева ферромагнитной стали
Таблица 16 – Параметры индукционной системы
|
Заготовка |
RInt., см |
RExt., см |
l2, см |
Материал |
T, °C |
|||
|
0 |
5 |
50 |
0.4 % Steelanneal |
20 |
||||
|
Индуктор |
R1, см |
W1 |
l1, см |
ТрубкаT×A×d, см |
|
|||
|
6 |
44 |
60 |
1×1,2×0,15 |
0,8 |
||||
|
Тепло-изоляция |
Layer 1 |
Layer 2 |
|
|||||
|
Chamottedlayer= 0,2 см |
Chamottedlayer= 0,2 см |
|
||||||
|
Процесс |
f, Гц |
Pind, кВт |
t, с |
Охлаждение |
Стадия |
Tmed., °C |
||
|
1000 |
100 |
100 |
Natural |
1 – heating |
20 |
|||
Для индуктора с данными параметрами определим ёмкость конденсаторной батареи при последовательной схеме компенсации колебательного контура.
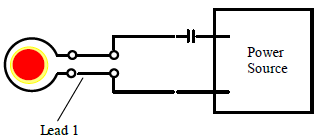
Рисунок 32 – Последовательная схема компенсации
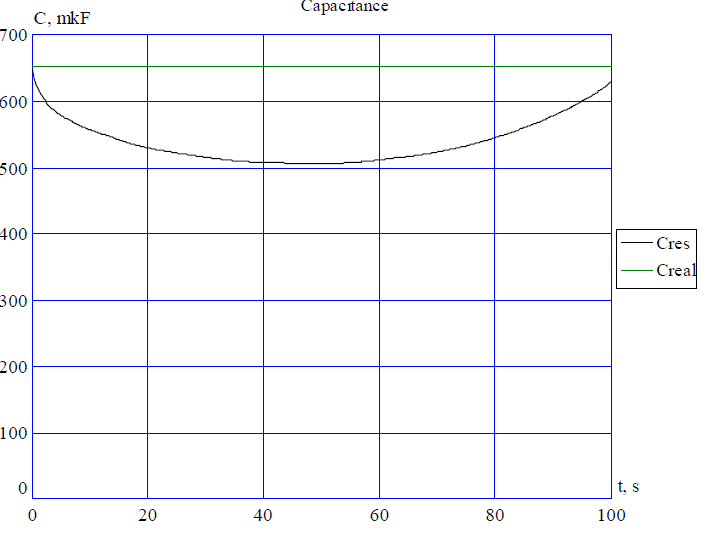
Рисунок 33 – Зависимость ёмкости от времени при постоянной частоте
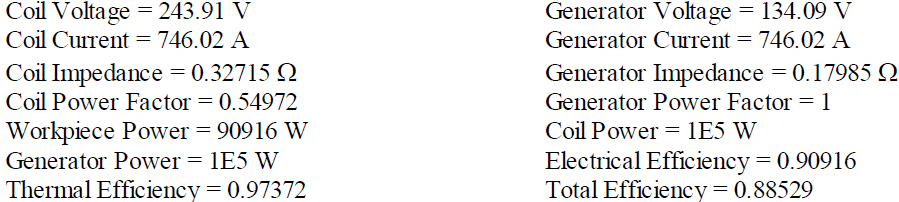
По графику зависимости ёмкости от времени при постоянной частоте (рисунок 33) можем определить необходимую ёмкость для последовательной схемы компенсации , она составляет С = 650 мкФ. Снимем интегральные параметры:
Далее определим ёмкость конденсаторной батареи для параллельной схемы компенсации.
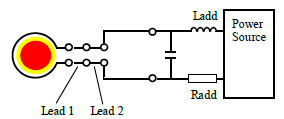
Рисунок 34 – Параллельная схема компенсации
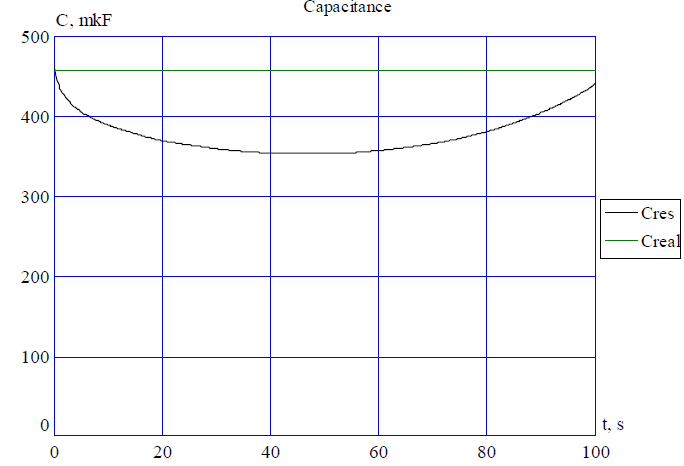
Рисунок 35 – Зависимость ёмкости от времени при постоянной частоте
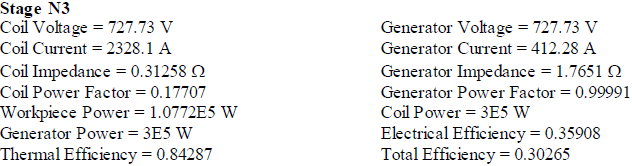
По графику зависимости ёмкости от времени при постоянной частоте (рисунок 35) можем определить необходимую ёмкость для параллельной схемы компенсации , она составляет С = 460 мкФ. Снимем интегральные параметры:

Такие интегральные параметры как электрический КПД, мощность, коэффициент мощности не меняются с изменением схемы компенсации.Меняются лишь напряжения и токи на индукторе и генераторе: в последовательной схеме компенсации ток генератора соответствует току в индукторе, а напряжения различаются, в параллельной схеме компенсации напряжение на генераторе равно напряжению на индукторе, а токи различаются.
11 Проектирование индукционного нагревателя стальной заготовки квадратного сечения
Цель: Спроектировать процесс нагрева заготовок для получения конечной температуры на выходе из линии нагрева 1200±50 °С.
Таблица 17 – Параметры исходной индукционной системы
|
Заготовка |
XInt., см |
XExt., см |
Длина, см |
Ширина, см |
Материал |
T, °C |
|||||
|
0 |
4,25 |
90 |
8.5 |
Steel 0,4 С |
20 |
||||||
|
Индуктор |
X1, см |
W, витков |
Длина, см |
Ширина, см |
ТрубкаT×A×d, см |
|
|||||
|
10 |
44 |
90 |
20 |
1×1×0,15 |
0,8 |
||||||
|
Теплоизоляция |
Layer 1 |
Layer 2 |
|
||||||||
|
Chamotte1,2 см |
Chamotte 0,5см |
|
|||||||||
|
Процесс |
f, Гц |
Pind, кВт |
t, с |
Охлаждение |
Стадия |
Tmed, °C |
|||||
|
500 |
300 |
180 |
Natural |
1 – heating |
20 |
||||||
|
|
|
40 |
Natural |
2 – cooling |
20 |
||||||
|
500 |
300 |
180 |
Natural |
3 – heating |
20 |
||||||
|
|
|
40 |
Natural |
4 – cooling |
20 |
||||||
Снимем интегральные параметры для исходной индукционной системы:

Судя по графику распределения температуры в заготовке с течением времени (рисунок 36), нагрев с помощью исходной системы индукторов не вполне удовлетворяет условиям технологического процесса, так как перепад температур по толщине заготовки несколько превышает допустимый.
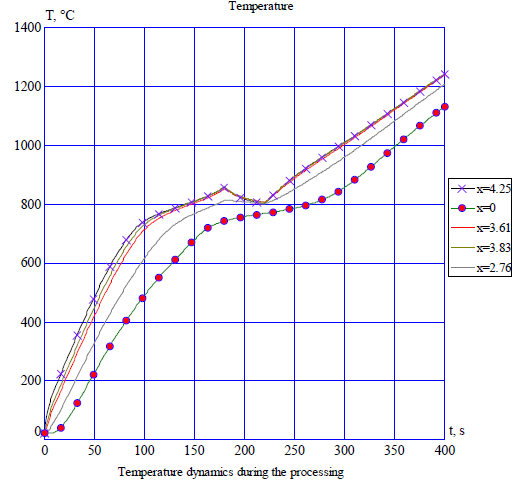
Рисунок 36 – Распределение температуры в заготовке в течение нагрева
Скорректируем процесс нагрева, увеличив мощность первого индуктора до 380кВт, увеличим время охлаждения заготовки между стадиями нагрева, а также снизим мощность второго индуктора до 255кВт. Снимем интегральные параметры:
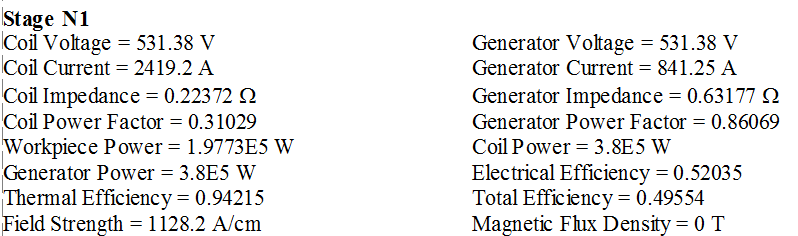

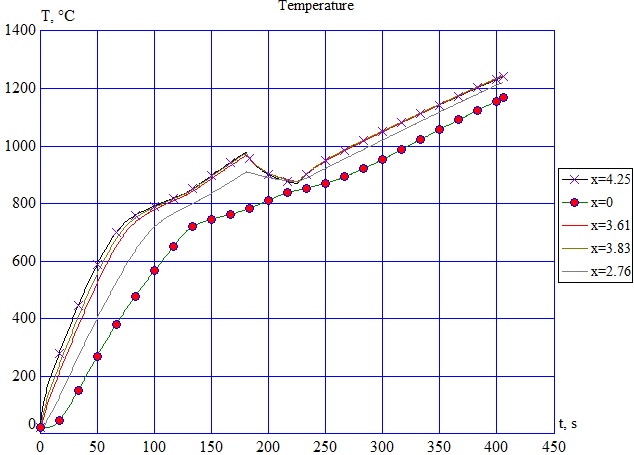
Рисунок 37 – Распределение температуры в заготовке в течение нагрева
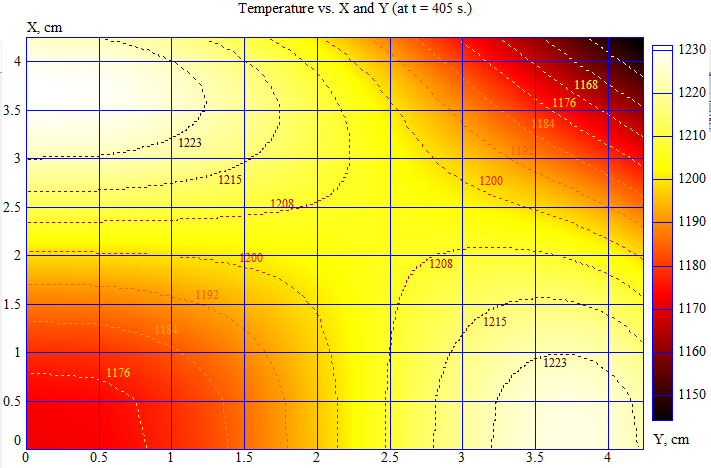
Рисунок 38 – Цветовая карта температурного поля в заготовке
Для достижения перепада температуры по сечению в ±50С, необходимо выравнивать температуру в процессе нагрева. Выравнивание температуры по сечению достигается путем нагрева несколькими стадиями и охлаждением заготовки в перерыве между ними. Периодическое охлаждение нужно для того что бы сердцевина заготовки могла приблизиться к температуре поверхности, так как во время охлаждения поверхность охлаждается, а середина немного нагревается за счёт передачи тепла от более нагретых поверхностных слоёв, таким образом происходит выравнивание температуры.