

4 Исследование нагрева полого цилиндра внутренним индуктором с сердечником
Цель: определение средних параметров индуктора и максимальной температуры нагрева заготовки; исследование глубины закаленного слоя.
На первой стадии осуществляется нагрев цилиндрическойстальной заготовки толщиной 1 см при постоянной мощности на индукторе 103 кВт, частотой тока 66 000 Гц, со временем нагрева 30 с. На второй стадии – охлаждение погружением в масло при температуре 30°С длительностью 40 с. Параметры индукционной системы приведены в таблице 8.
Таблица 8 – Параметры индукционной системы
|
Заготовка |
XInt., см |
XExt., см |
Длина, см |
Материал |
T, °C |
|||||||||||
|
4 |
5 |
25 |
0.4 % C Steel anneal |
20 |
||||||||||||
|
Индуктор |
X1, см |
W, витков |
Длина, см |
Ω∙см |
ТрубкаT×A×d, см |
|
||||||||||
|
3,5 |
10 |
25 |
2∙10-6 |
2,5×1×0,15 |
0,8 |
|||||||||||
|
Обратный токопровод |
Rre, см |
Thickness, см |
||||||||||||||
|
0,4 |
0,1 |
|||||||||||||||
|
Магнитопровод |
XInt., см |
XExt., см |
Hgap |
Permeability |
||||||||||||
|
1 |
2 |
0,1 |
50 |
|||||||||||||
|
Процесс |
Pind, кВт |
f, Гц |
t, с |
Охлаждение |
Стадия |
Tmed, °C |
||||||||||
|
103 |
66000 |
30 |
Natural |
1 – heating |
20 |
|||||||||||
|
- |
- |
60 |
Oil Bath, T=30 °C |
2 – cooling |
30 |
|||||||||||
Рисунок 12 – Эскиз индуктора и профиль трубки
Параметры токоподводов:T×A×d=1×1×0,15, L=20 см, h=0.2 см.
Рисунок 13 – Система токоподводов
Полученные в результате расчёта средние характеристики представлены в таблице 9. Мощность выделяющееся в заготовке составила 96.8 кВт, полный КПД системы получился равным 0.92.
Рассмотрим график зависимости температуры нагрева заготовки от времени. Из рисунка 11 видно, что температура внутренней поверхности заготовки в конце нагрева равна 870°C, на внешней поверхности температура составляет 700C. После стадии охлаждения температура равна 70°C.
Таблица 9 – Интегральные характеристики процесса нагрева
|
Заготовка |
Мощность, Вт |
||||||
|
96831 |
|||||||
|
Индуктор |
Мощность, Вт |
Напряжение, В |
Ток, А |
Полное Сопротивление, Ом |
Коэффициент мощности |
||
|
103000 |
628,08 |
760,58 |
0,885 |
0,27 |
|||
|
Генератор |
Мощность, Вт |
Напряжение, В |
Ток, А |
Полное сопротивление, Ом |
Коэффициент мощности |
||
|
103000 |
628,08 |
240,38 |
2,63 |
0,72 |
|||
|
КПД |
Тепловой |
Электрический |
Полный |
||||
|
0,98 |
0,94 |
0,92 |
|||||
Рисунок 14 – Изменение температуры в течение нагрева
Чтобы определить возможную глубину закаленного слоя обратимся к цветовой карте температуры, представленной на рисунке 15.
Рисунок 15 – Цветовая карта температуры
Исходя из условия о том, что температура, при которой в стали происходят структурные превращения при резком охлаждении, примерно равняется 800°C видно, что закалённый слой равен примерно 0,3 см.
Данный вывод подтверждается результатом исследования эффективной глубины проникновения тока, которая равна в конце нагрева 0,24 см (рисунок 15).
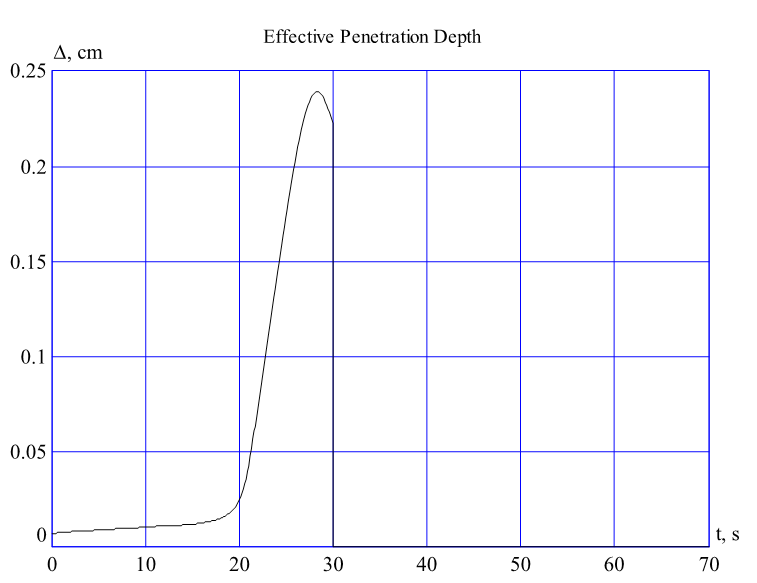
Рисунок 15 – Эффективная глубина проникновения тока