

1 7.В чем сущность контроля деталей
17.В чем сущность контроля деталей
калибрами?
Годность
деталей с допуском от IТ6до
IT17,
особенно при массовом и крупносерийном
производствах, наиболее часто проверяют
предельными калибрами, Этими калибрами
проверяют размеры гладких цилиндрических,
конусных, резьбовых и шлицевых деталей,
глубин и высот выступов, а также
расположение поверхностей и другие
параметры. Комплект рабочих предельных
калибров для контроля размеров
гладких цилиндрических деталей состоит
из проходного калибра ПР (им контролируют
предельный размер, соответствующий
максимуму материала проверяемого
объекта, рис., и непроходного калибра
НЕ (им контролируют предельный размер,
соответствующий минимуму материала
проверяемого объекта). Спомощью
предельных калибров определяют не
числовое значение контролируемых
параметров, а годность детали, т. е.
выясняют, выходит ли контролируемый
параметр за нижний или верхний предел,
или находится междудвумя допустимыми
пределами. Деталь считают годной,
если проходной калибр (проходная сторона
калибра) под действием собственного
веса или усилия, примерно равного ему,
проходит, а непроходной калибр
(непроходная сторона) не проходит по
контролируемой поверхности детали.
В этом случае действительный размер
детали находится между заданными
предельными разм-ми.

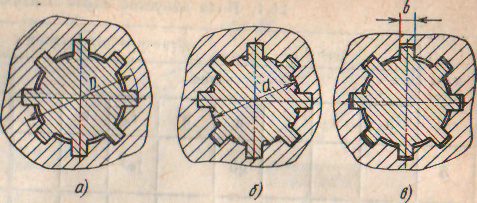
18.Какие способы центрирования имеют шлицевые соединения?
Центрирование по внутреннему диаметру d целесообразно, [когда втулка имеет высокую твердость и ее нельзя обработать чистовой протяжкой (отверстие шлифуют на обычном впутришлифо-шльном станке) или когда могут возникнуть значительные тгскрив-ения длинных валов после термической обработки. Способ обеспе-ивает точное центрирование и применяется обычно для подвижных оединенин.
Центрирование по наружному диаметру D рекомендуется, когда 'втулку термически не обрабатывают или когда твердость ее материала после термической обработки допускает калибровку протяжкой, а вал — фрезерование до получения окончательных размеров рубьев. Такой способ прост и экономичен. Его применяют для неподвижных соединений, а также для подвижных, воспринимающих небольшие нагрузки.
Центрирование по боковым сторонам зубьев Ь целесообразно при передаче знакопеременных нагрузок, больших крутящих моментов, и также при реверсивном движении. Этот метод способствует более равномерному распределению нагрузки между зубьями, но не обеспечивает высокой точности центрирования и поэтому редко применяется.
19.Как проверить изготовление наружного, внутреннего конуса?
Гладкие конические детали с допусками диаметров от IT4 до IT12, степенями точности допусков углов конусов от 4 до 9 и конусностью от 1:3 до1:50 контролируют конусными калибрами.
![]()
При помощи конусных калибров или угловых мер.
Наружный – синусная линейка или при помощи двух колец известного диаметра.
Внутренний – при помощи 2 шариков известного диаметра.