

Обработка спинок со шлицами
Шлицы являются декоративным элементом изделия и в то же время выполняют утилитарные функции, обеспечивая свободу движения человека и сохранение формы изделия в процессе его носки.
Методы обработки шлиц различны и зависят от вида изделия (пиджак, пальто с подкладкой, без подкладки), места расположения шлицы (на цельной детали или в шве соединения деталей), вида материала, из которого изготовлено изделие, и от применяемого оборудования.
Наибольшее распространение в изделиях верхней одежды получили шлицы, расположенные в среднем шве спинки и боковых швах. Так как обработка этих видов шлиц одинакова, рассмотрим ее на примере обработки шлицы в среднем шве спинки.
Обработка спинки со шлицей включает в себя следующие этапы работ: обрабатывают сгибы припусков на шлицу, соединяют срезы левой и правой частей спинки и обрабатывают нижние углы шлицы. Выполнять эти этапы работ можно в различном порядке в зависимости от выбранного способа oбpaботки, применяемого оборудования и вида изделия.
Для обработки такой шлицы в деталях кроя предусматривают припуски. Линии сгибов припусков шлицы на деталях располагаются так, как показано на рис. 66, а: на левой части спинки – как продолжение строчки стачивания средних срезов, на правой – на расстоянии 15 – 20 мм от среза припуска. Это обеспечит заход одной части шлицы на другую в готовом узле.
Чтобы сохранить устойчивость шлицы в процессе носки изделия, в шлицу ставят кромку и прокладку из нетканого материала (прокламилина, флизелина) или прокладочной ткани из вискозно-лавсановой пряжи и т. п. с клеевым покрытием или без него.
Н е к л е е в у ю прокладку соединяют с припуском на обработку шлицы клеевой кромкой, клеевой паутинкой, пленкой, клеевой нитью или на стачивающей машине ниточным способом. Клеевую прокладку и кромку приклеивают утюгом, на прессе или настрачивают на стачивающей машине. Кромку прокладывают с небольшим натяжением для того, чтобы шлица в готовом узле не расходилась. Нижние срезы прокладки и кромки должны заканчиваться на линии подгиба низа изделия, верхние – на уровне верхних срезов припусков на шлицу, так как кромка и прокладка шлицы должны попадать под закрепку шлицы в ее верхней части.
Рассмотрим один из способов обработки с г и б о в ш л и ц ы мужских пальто на специальном прессе типа ГПКС-п – для правой части шлицы и ГПКС-л – для левой части шлицы (поз. I и II на рис. 66, б).
На прессе к припускам шлицы приклеивают прокладку и клеевую кромку с одновременным заутюживанием сгибов припусков шлицы. Срез (см. поз I) кромки располагается по линии сгиба припуска шлицы, а прокладки – на 5 мм от линии сгиба.
Затем стачивают средние срезы спинки шириной шва, предусмотренной техническим описанием на модель, продолжая строчку по верхним срезам припусков на шлицу и заканчивая ее на расстоянии 10 – 20 мм от боковых срезов припусков. Шов заутюживают. Для закрепления сгибов шлицы прокладывают строчки; 1 – по левой части спинки на расстоянии, предусмотренном техническим описанием на модель; 2 – по правой части на расстоянии 2 – 5 мм от сгиба. Так как в рассматриваемом примере средние срезы частей спинки соединены настрочным швом, строчка настрачивания в этом шве (строчка 3) должна быть продолжением строчки 1. Вверху шлицу закрепляют с лицевой стороны, располагая строчку параллельно верхним срезам припусков на шлицу (строчка 4).
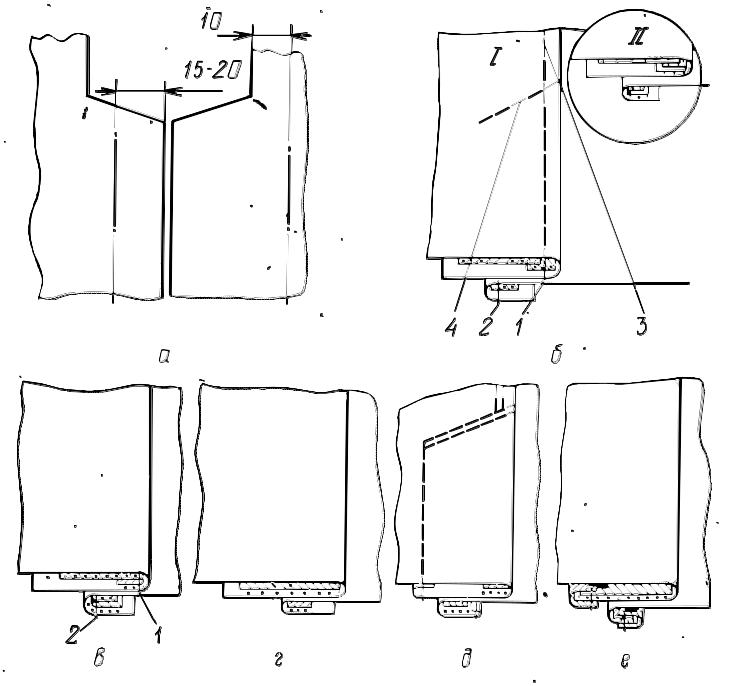
Рис. 66 Обработка шлиц
Рассмотрим особенности обработки шлицы, показанные на рис. 66 в, г, д.
На рис. 66, в показан ниточный способ прикрепления клеевой прокладки при обработке сгибов шлицы пальто. В этом случае прокладку на левую часть шлицы настрачивают, перегнув ее срез на 10 мм (неклеевой стороной внутрь), – строчки 1, а на правую, – сложив ее пополам, – строчка 2. Сгибы прокладок располагают по линии сгиба припуска на шлицу, а строчки на расстоянии 1 – 2 мм от сгибов. Заутюживают сгибы припусков шлицы одновременно с разутюживанием или с заутюжи- ванием (в соответствии с техническим описанием на модель) среднего шва спинки.
Показанное на рис. 66, в расположение прокладки шлицы обеспечивает закрепление сгибов шлицы, а поэтому нет необходимости в дополнительных строчках (см. строчки 1 и 2 на рис. 66, б), что важно при обработке моделей без отделочных строчек. Аналогичный эффект обеспечивает расположение кромки, показанное на позиции II рис. 66, б. Сгиб кромки рекомендуется располагать на расстоянии 2 – 3мм от сгиба припуска на шлицу, что обеспечивает хорошее качество закрепления сгиба шлицы.На рис. 66, г показан способ обработки сгибов шлицы, применяемый при изготовлении пиджаков. При обработке шлицы этим способом на припуск левой части шлицы приклеивают прокладку, а на припуск правой – кромку.
В пиджаках и жакетах из хлопчатобумажных и шерстяных тканей с повышенным содержанием синтетических волокон левую часть шлицы можно обрабатывать с кромкой без прокладки, а правую – без кромки и прокладки. В пальто из хлопчатобумажных тканей обе части шлицы могут быть обработаны с кромкой без прокладки (см. рис. 66, д). В моделях пальто без отделочных строчек сгибы шлицы закреплены могут быть клеевой паутинкой, которую прокладывают под припуски шлицы при заутюживании сгибов шлицы. В изделиях без отделочной строчки часто закрепляют строчкой только сгиб шлицы правой части спинки, располагая строчку на расстоянии 2 – 3 мм от сгиба шлицы. Можно совсем не закреплять сгибы шлицы в пиджаках, жакетах и куртках, если в техническом описании на модель не предусмотрена отделочная строчка (см. рис. 66, г). Не всегда выполняется и строчка 4 (см. рис. 66, б) (например, при обработке шлицы в пиджаке и в некоторых моделях пальто), что должно быть обусловлено техническим описанием на модель.
Обработка нижних углов шлиц производится разными способами. Наиболее распространенные из них показаны на рис. 67.
На левой части спинки припуски на шлицу и подгиб низа изделия складывают лицевыми сторонами и стачивают по намеченной линии или надсечкам (см. рис. 67, а). Припуск на этот шов в зависимости от вида материала закладывают в одну сторону или обрезают, оставляя 3 – 5 мм с последующим разутюживанием шва. Угол шлицы вывертывают на лицевую сторону, выправляют и проутюживают (см. рис. 67, б).
Угол шлицы на правой части спинки (см. рис. 67, в) обтачивают, перегибая припуск на подгиб низа по линии подгиба и складывая его с припуском на шлицу лицевыми сторонами (строчка 1). Ширина шва обтачивания 5 мм. Затем угол вывертывают и выправляют.
Обтачивание правого угла шлицы можно выполнять при притачивании подкладки изделия к срезу припуска на шлицу. В пиджаках и некоторых других изделиях оба угла шлицы обрабатывают при соединении подкладки с изделием. При применении специального пресса типа ГПКС-п и ГПКС-л для сборки шлицы углы шлицы обрабатывают заранее (до обработки сгибов шлицы).
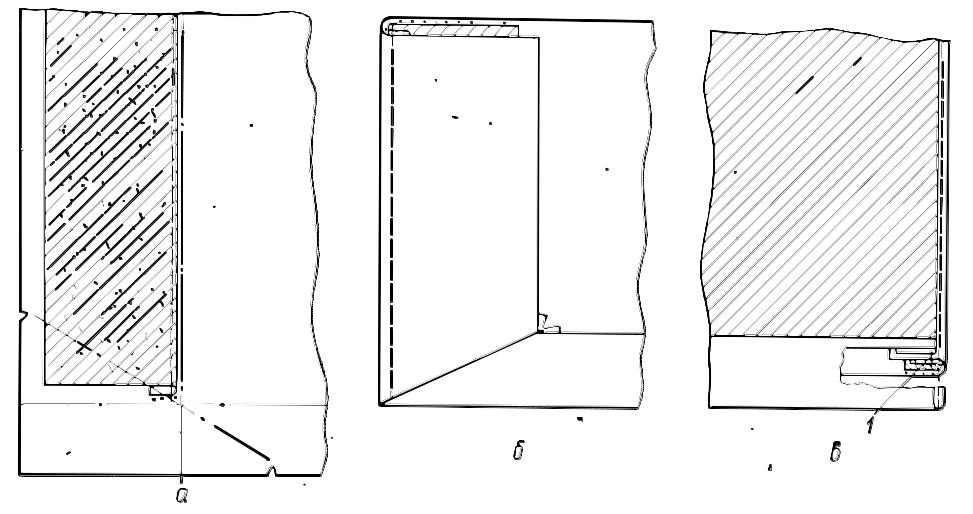
Рис. 67 Обработка нижних углов шлицы
В изделиях из шерстяных тканей без подкладки или с подкладкой до линии талии обработка шлицы имеет ряд особенностей, обусловленных отсутствием подкладки (см. рис. 66, е). Срезы припусков на шлицу и средние срезы спинки (или только правой части спинки, если части спинки соединяют настрочным швом) окантовывают. Окантованные срезы припусков шлицы прикрепляют с помощью клеевой пленки, паутинки, подкладывая ее при влажно-тепловой обработке шлицы под срезы припуска, или на машине потайного стежка.
В изделиях из хлопчатобумажных тканей без подкладки срезы припусков шлицы обрабатывают швом вподгибку с закрытым срезом (см. рис. 66, д) или с открытым срезом, если ткань не осыпается или срез припуска выкроен по кромке.
К качеству обработки шлицы предъявляют следующие требования: сгибы шлицы должны быть расположены отвесно, без слабины, не должны расходиться или излишне заходить один на другой, сгиб левой части шлицы должен быть продолжением линии стачивания средних срезов спинки. На тканях в полоску и клетку рисунок на левой и правой частях шлицы, а также спинки, должен быть симметричным. Строгое соблюдение технических условий выполнения всех операций при обработке шлицы является гарантией сохранения баланса в изделии, прочности узла и устойчивости к деформациям в процессе носки изделия.
Если будут нарушены технические условия выполнения операций по прокладыванию кромки в сгибы шлицы (например, кромка не натянута), стачиванию средних срезов спинки (например, не совмещены надсечки и верхние срезы припусков шлицы), заутюживанию сгибов припусков (например, сгибы растянуты при заутюживании), то шлица в готовом изделии будет расходиться.