

Обработка капюшонов и соединение их с изделием
К а п ю ш о н ы в верхней одежде разнообразны по конструкции и отделке. Они могут быть на подкладке и без подкладки, втачанные в горловину и пристегивающиеся под воротником, внешний край капюшона может иметь отвороты или быть без них, стягиваться на шнур или лежать свободно. Конструкцией и моделью определяют вид и наименование этого узла.
Обработка одного из видов капюшонов показана на рис. 88. Вытачки на капюшоне могут быть разрезные и неразрезные (в зависимости от конструкции, вида ткани); обрабатывают их в соответствии с принятыми правилами.
Части капюшона из основной и подкладочной ткани стачивают по средним срезам швами шириной 10 мм. Шов стачивания деталей из основной ткани (строчка 1) разутюживают, из подкладочной (строчка 2) – заутюживают на сторону.
К подкладке капюшона швом шириной 7 мм притачивают внутренний срез обтачки (строчка 3), срезы шва заутюживают в сторону подкладки. Внешние срезы капюшона также обтачивают обтачкой (строчка 4) швом шириной 7 мм. Шов обтачивания разутюживают (для упругих плотных тканей), край капюшона выметывают на смецмашине, выправляя из обтачки кант шириной 1–2 мм. По краю капюшона выполняют отделочную строчку (строчка 5), если она предусмотрена моделью.
Шов стачивания средних срезов подкладки притачивают в верхней части капюшона к шву стачивания его средних срезов (строчка 6). Обработанный капюшон приутюживают.
Заготовленный капюшон соединяют с горловиной изделия. Строчкой 7 притачивают обтачку капюшона к подбортам и втачивают капюшон (со стороны капюшона) в горловину изделия швом шириной 7 мм, начиная с левого подборта. Швы разутюживают и на участке раскепов скрепляют (строчка 8) на стачивающей машине.
Рис. 88 Обработка капюшонов
Работы по совершенствованию обработки воротника проводятся в следующих направлениях:
применение прямострочного полуавтомата на операциях стачивания частей нижнего воротника;
замена обтачных швов при обработке узла менее трудоемкими окантовочными швами с использованием рулонного питания машин;
более широкое использование клеевых прокладочных материалов;
замена в деталях нижнего воротника основной ткани на нетканый материал – фильц;
совершенствование конструкции узла, которое позволило бы обеспечивать форму деталей воротника без дополнительных операций влажно-тепловой обработки.
2.9 Обработка рукавов и соединение их с изделием Разновидности рукавов по конструкции. Обработка рукавов без шлиц
Наиболее распространенными являются втачные двухшовные рукава. На их примере рассмотрим способы обработки, применяемые при изготовлении рукавов верхней одежды. Деталями двухшовного рукава являются верхняя и нижняя части рукава и подкладка, тоже состоящая из двух деталей. Для увеличения прочности и предохранения низа рукава от деформаций смятия его дублируют клеевой прокладкой.
Обработка двухшовных рукавов, состоящих из двух деталей кроя, включает в себя операции по соединению срезов деталей рукавов, обработку низа рукавов и в некоторых случаях обработку окатов рукавов.
Локтевые срезы рукавов из основной ткани и подкладки стачивают на машине двухниточного цепного стежка типа 3517 кл. фирмы «Пфафф», имеющей два механизма продвижения ткани (нижнюю и верхнюю рейки) и разделительную пластину, которая вводится между соединяемыми деталями для уменьшения их посадки.
С целью сохранения контуров ответственных деталей стачивание локтевых срезов деталей рукавов из основной ткани на обоих рукавах (правом и левом) начинают от окатов рукавов со стороны верхних частей, одновременно стачивая шлицы швом шириной 5 мм, а стачивание подкладки – от низа рукавов со стороны нижних частей.
Локтевые швы разутюживают на прессе типа «Тест» АРВС фирмы «Вестра» со специальными подушками и утюжком для предварительного раскладывания швов перед прессованием. Одновременно в заднюю часть оката рукава прокладывают клеевой усилитель (рис. 89, а, б), который придает и сохраняет объемную форму рукава в верхней части.
Посадка оката рукава выполняется одновременно с притачиванием подокатника (рис. 89, в) на машине типа 3801 кл. фирмы «Пфафф» с микропроцессором для регулирования величины посадки.
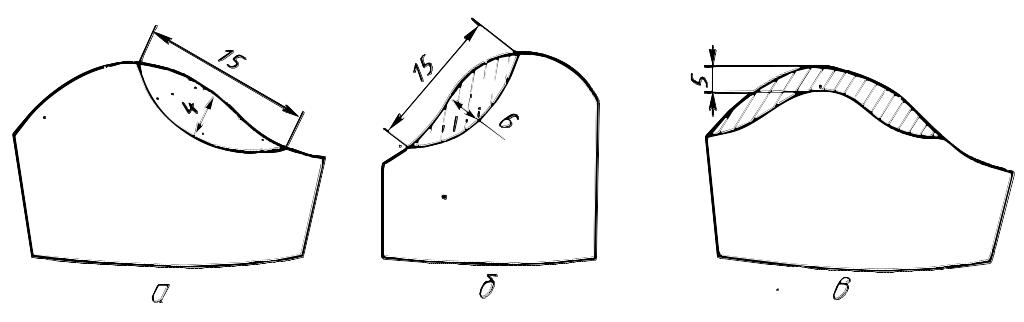
Рис. 89 Варианты размещения прокладочных материалов по окату и по низу рукавов
После стачивания локтевых срезов притачивают подкладку к припуску низа рукава. Затем заутюживают низ рукава на величину припуска и уточняют контуры подкладки по окату основной детали рукава.
Передние срезы рукавов верха и подкладки стачивают за один прием на машине двухниточного цепного стежка типа 5487 кл. фирмы «Пфафф»; стачивание начинают от оката рукава верха. При разутюживании передних швов рукавов на прессе со спецподушкой консольного типа в нижнюю часть рукавов прокладывают сетку, которая необходима для последующего скрепления передних швов верха и подкладки. При разутюживании швы обязательно оттягивают.
Рукава вывертывают на лицевую сторону и попарно комплектуют.