3.14 Расчет необходимого количества оборудования и коэффициента его загрузки
Таб. 3.6:
-
№ раб. места
Название
№ операции
tшт, мин
1
На стапеле
1..26
3500
2
На подставке
27..30
500
3
На обмерочном стенде
31..32
460
4
Покраска узла
33
110
5
Взвешивание
34
50
Если программа выпуска задана номенклатурой из n однотипных изделий Аi с годовым выпуском Пi, необходимое количество оборудования для выполнения каждой технологической операции составляет:
Так как t2j=t1j·k2; t3j=t1j·k3 …, где кi – коэффициент сложности (трудоемкости) относительно изготовления t1j:
![]()
Степень занятости оборудования характеризуется коэффициентом его загрузки j, который определяется отношением расчетного количества оборудования к его принятому значению
![]() ,
где
,
где
Cpj – расчетное количество оборудования,
Cnj – принятое количество оборудования.
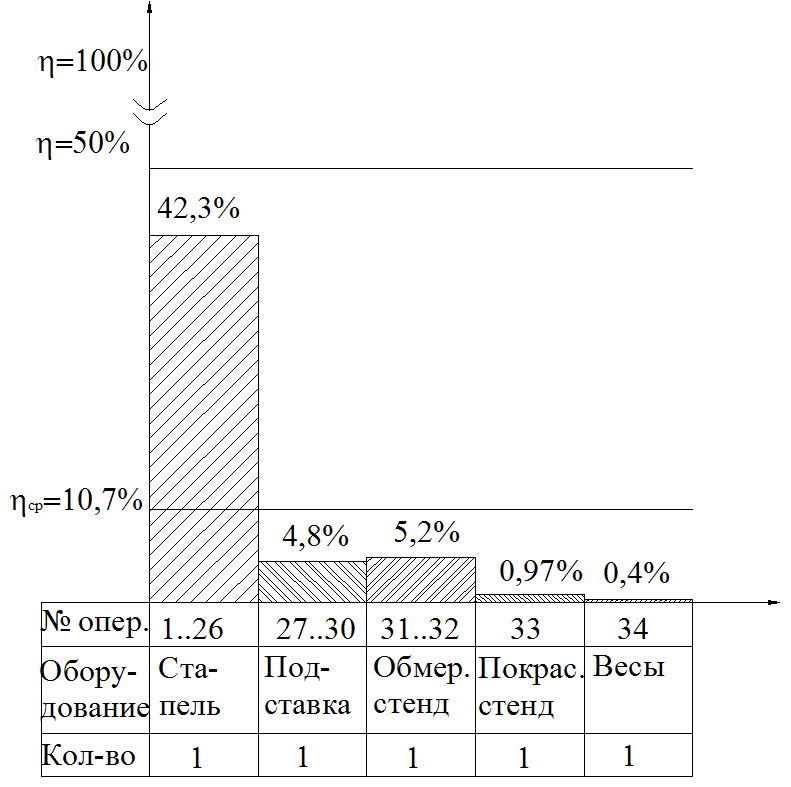
Расчет необходимого количества стапеля:
Ср1=0,423; принимаем Сп1= 1;
1=42,3%
Расчет необходимого количества подставки:
Ср2=0,048; принимаем Сп2= 1;
h2=4,8%
Расчет необходимого количества обмерочного стенда:
Ср3=0,52; принимаем Сп3= 1;
h3=5,2%
Расчет необходимого количества покрасочного стенда:
Ср4=0,0097; принимаем Сп4= 1;
h4=0,97%
Расчет необходимого количества весов:
Ср5=0,004; принимаем Сп5= 1;
h5=0,4%
Средний коэффициент загрузки оборудования определяется как:
 ,
где
,
где
q – количество технологических операций в техпроцессе.
hср=46%
3.15 Конструкция стапеля для сборки-клепки.
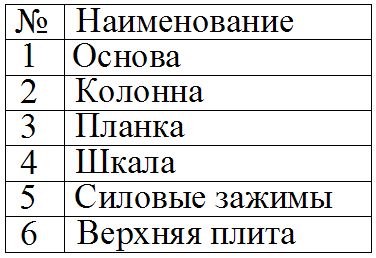
Стапель для сборки-клепки состоит из трех основных частей: нижней плиты – кольца для крепления на ней нижнего торцевого шпангоута, верхней плиты – кольцо для крепления на нем верхнего торцевого шпангоута и направляющей стойки – колонне, на которой перемещается верхняя плита.
Нижний диск крепиться на опорах – «лапах», которые закреплены на специальном фундаменте, изготовленного из высокопрочного бетона посредством домкрата. Это необходимо для того, чтобы обеспечить высокоточную установку нижнего диска по отношению к «горизонту». Стойка жестко закреплена на бетонном основании аналогичным образом и выставлена строго вертикально c отклонением не более 2’ от вертикальной теоретической оси. Верхний диск стапеля подвижный и съемный, для того чтобы его можно было ставить на заданную высоту. Съем верхнего диска осуществляется в начале процесса сборки для закрепления на нем торцевого шпангоута и в конце сборки для того, чтобы можно было снять узел со стенда. В обоих диска стапеля стыковочные отверстия, с помощью которых к ним штырями закрепляются торцевые шпангоуты.
В процессе клепки рабочие используют вспомогательные площадки, предназначенные для облегчения доступа рабочего ко всем площадям собираемого отсека. Площадка выставляется на высоту удобную для работы на ней рабочего. В площадке имеется люк, через который рабочий может вылезти вниз под нижний диск стапеля во время процесса сборки отсека, то есть когда узел не снят со стапеля.
В целом стапель является простым и высоконадежным устройством и особых условий эксплуатации не требует.
То есть основными условиями его бесперебойной и долгосрочной работы являются содержание его в чистоте, в сухом помещении. Перед началом сборки и в конце необходимо удалить пыль с зеркал плит стапеля, а также накопившийся мусор и стружку. Через каждые 5 лет необходимо красить все нерабочие поверхности стапеля.
Спецификация: