

18. Расчет избыточного наружного давления на обсадную колонну при окончании экплуатации скважины.


В зацементированной зоне:

Где
![]()
![]()
19. Расчет избыточного наружного давления на обсадную колонну при окончании цементирования.
20. Утяжеленные бурильные трубы: назначение и типы убт.
Утяжелённые бурильные трубы применяются для создания осевой нагрузки на породоразрушающий инструмент и увеличения жёсткости нижней части колонны, что способствует уменьшению искривления скважины, облегчению работы бурильных труб и уменьшению их износа.
УБТ изготавливаются из легированной стали, химический состав которой специально подобран для обеспечения высоких механический свойств.
В настоящее время наиболее широко используются следующие типы УБТ:
- горячекатанные (УБТ)
- сбалансированные (УБТС)
УБТ этих типов имеют аналогичную беззамковую (отсутствуют отдельные присоединительные концы) толстостенную конструкцию и поставляются в комплекте. Комплект УБТ имеет одну наддолотную трубу с двумя муфтовыми концами, а остальные – промежуточные (верхний конец муфтовая резьба, нижний –ниппельная). Горячекатанные УБТ выполняются гладкими по всей длине. На верхнем конце УБТС выполняется конусная проточка для лучшего захвата клиньями при спуско-подьемных работах.
Горячекатанные УБТ используются преимущественно при бурении с забойными гидравлическими двигателями. Их изготовляют из сталей группы прочности Д и К методом прокатки, что обуславливает их недостаточную прочность, особенно в резьбовых соединениях. Кроме того они имеют значительные допуски на кривизну, разностенность и овальность. При вращении УБТ это приводит к биению БК и значительным усталостным перегрузкам.
Сбалансированные УБТ используют преимущественно при роторном способе бурения.
21. Расчет избыточного внутреннего давления на обсадную колонну при вводе фонтанирующей нефтяной скважины в эксплуатацию.

l – расс-ние от устья скв до пласта, где нефтепроявление.
Гамма в – удельный вес жидкости в колонне.
Где Pву:
![]()
![]()
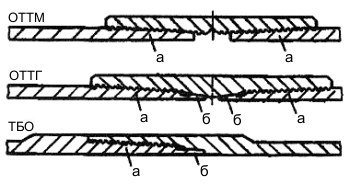
22,47. Обсадные трубы и их соединения.
Обсадные трубы выпускаются бесшовными из среднеуглеродистых и низколегированных сталей. Обсадные трубы соединяются на резьбе, (резьба может быть короткой и удлиненной). В обсадных трубах используется треугольная и трапецеидальная резьба.
трубы муфтового соединения с резьбой трапецеидального профиля - ОТТМ;
трубы муфтового соединения с резьбой трапецеидального профиля повышенной герметичности ОТТГ;
трубы обсадные безмуфтовые (раструбные) с резьбой трапецеидального профиля повышенной герметичности ТБО;
трубы обсадные безмуфтовые (гладкие) с резьбой трапецеидального профиля ОГ1м.
Трапецеидальный профиль резьбы обеспечивает прочное и высокогерметичное соединение.
В трубах ОТТГ прочность достигается трапецеидальной резьбой, а герметичность - специальными коническими уплотнительными поверхностями, устраняющими зазор между соединяемыми деталями.
Трубы ТБО идентичны и взаимозаменяемы с трубами ОТТГ. Отличаются они только способом выполнения. Трубы ОТТГ соединяются с помощью муфт, а трубы ТБО безмуфтовые, резьбы у них выполнены по наружной высадке
Эти трубы выпускаются, как и бурильные трубы, из стали семи групп прочности (Д, К, Е, Л, М, Р, Т) в двух исполнениях:А - повышенной точности и качества;В - обычное.

Сварные соединения обсадных труб. Одним из наиболее эффективных способов повышения герметичности является сварка соединений обсадных труб. Применяется несколько типов сварных соединений: раструбное, встык, двухраструбное, муфтовое, ниппель раструбное, двухраструбное с центрирующим кольцом. Прочность при растяжении раструбного и муфтового сварных соединений примерно равна, а двухраструбного - несколько выше прочности стандартного резьбового соединения. Прочность стыкосварного соединения близка (а в ряде случаев даже равна) к прочности тела трубы. Существенным недостатком стыкосварного и в меньшей степени двухраструбного соединений является образование грата на внутренней поверхности труб вследствие затекания расплавленного металла при сварке и вызванное этим заметное уменьшение внутреннего диаметра обсадной колонны. Трубы сваривают непосредственно над устьем скважины при помощи автоматов и полуавтоматов для электродуговой сварки. Применяется как сварка в защитной среде, так и без защитной среды. Имеется опыт контактной сварки. Контактная сварка осуществляется путем нагрева концов труб до пластичного состояния и осевого сдавливания их по торцам. Прочность образующегося шва равна прочности тела трубы. У этого способа имеются следующие недостатки: при сдавливании концов труб на внутренней поверхности образуется грат (избыточный металл, выдавленный при сварке давлением) ; установки для контактной сварки более громоздки, чем для дуговой.