

Лист замечаний
ОГЛАВЛЕНИЕ
ЗАДАНИЕ |
|
ОГЛАВЛЕНИЕ |
|
|
5 |
|
5 |
|
7 |
|
7 |
|
8 |
|
8 |
|
9 |
|
9 |
|
12 |
|
14 |
|
15 |
|
15 |
|
16 |
|
17 |
|
17 |
|
18 |
|
18 |
Характеристика объекта практики
Технологический процесс цеха сушки, обработки и пакетирования на «Лесозаводе № 25» представлен на рисунке 1.1 и состоит из следующих основных этапов.
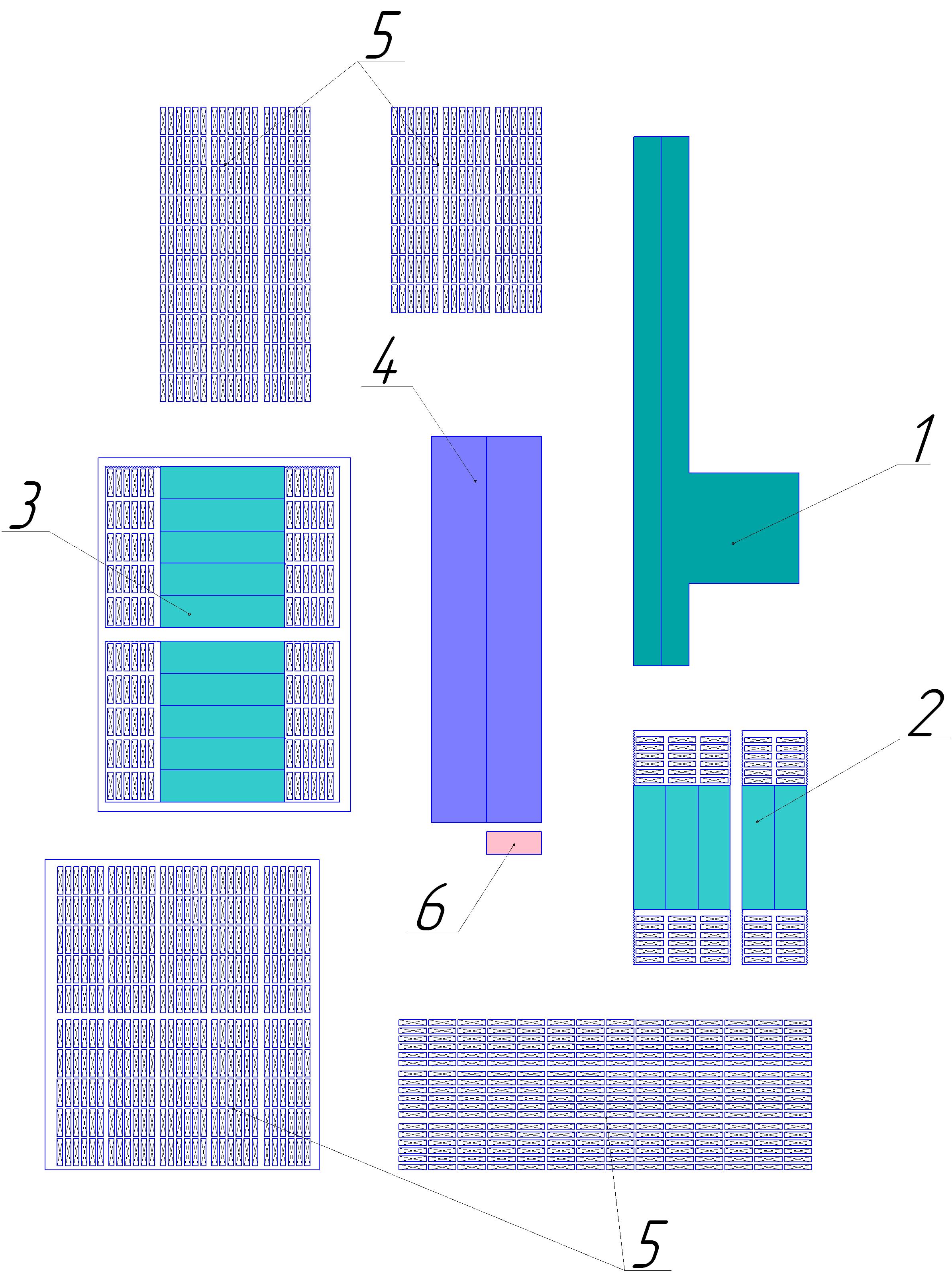
Рисунок 1.1 – Технологическая схема цеха сушки и пакетирования пиломатериалов: 1- линия сортировки пиломатериалов; 2 – сушильные камеры непрерывного действия; 3 – сушильные камеры периодического действия; 4 – ангар; 5- буферные площадки под штабеля; 6 – электрическая подстанция
Распиленный в лесопильном цехе пиломатериал укладывается там же в треки для сушки и выкатываются из цеха двумя цепными транспортерами. Затем вилочными погрузчиками в зависимости от сечения пиломатериала треки снимаются с транспортера и составляются в штабеля по отдельным линейкам на буферной площадке или же могут сразу составляться в штабеля на загрузочные тележки периодических и непрерывных сушильных камер. Составленный на загрузочные тележки пиломатериал увязывается специальными капроновыми стропами, чтобы избежать искривления пиломатериала в процессе сушки. Высушенный пиломатериал выкатывается из камер и составляется в штабеля в специальный ангар, для того чтобы пиломатериал остыл и тем самым избежать погрешность по длине при дальнейшей торцовке пиломатериала.
Пиломатериал, поданный на линию сортировки и пакетирования, бракуется по сортам, длинам и распределяется по накопительным карманам. Браковка пиломатериала может осуществляться как автоматически, с помощью сканера и соответствующей программы, так и в полуавтоматическом режиме, то есть сорт пиломатериала задается браковщиком на столе заказа, а за распределение по карманам отвечает автоматика.
Отсортированный пиломатериал затем маркируется и формируется в пакеты на 1 этаже линии, на участках пакетирования и увязки пакетов. Затем упакованный пиломатериал перемещается на склады цеха погрузки.
Технические характеристики оборудования цеха сушки и обработки пиломатериалов
Технические характеристики сушильных камер непрерывного действия
Температура сушки:
минимальная – 60°C;
максимальная – 75÷80°C;
Параметры теплоносителя:
Давление максимальное – 3,6 bar;
минимальное – 2,0 bar;
Температура 110 Сº;
Производительность:
тонкое сечение ( 3 камеры) – 180 м3/сут;
среднее сечение (2 камеры) – 120 м3/сут;
Конечная влажность - от 12 до 20% ;
Параметры сушильного штабеля:
высота – 1800;
ширина – 1600;
длина – 6200;
Материал корпуса сушилы - нержавеющая сталь
Конструкция дверей - подъемные двери;
Суммарная тепловая мощность калориферов - ≈ 2÷3 МВатт;
Требуемый расход воды - ≈ 1300 л/мин;
Прижимные рамы - пневматические, коррозионно-стойкие
Система подачи - полностью автоматизированная, с электроприводом
Циркуляция воздуха – 4-5осевых вентилятора, 1120 мм, на каждую зону
Система управления - система управления Jungfrau фирмы WSAB