

Технические характеристики сушильных камер периодического действия
Температура сушки:
минимальная – 60°C;
максимальная – 75÷80°C;
Параметры теплоносителя:
Давление максимальное – 3,6 bar;
минимальное – 2,0 bar;
Температура 110 Сº;
Производительность 700÷800 м3/сут;
Тепловая мощность калориферов - ≈ 700 кВт;
Объем штабеля - 160 м3
Конечная влажность - от 7 до 20%
Габаритные размеры сушильной камеры:
Внутренняя ширина - ≈ 6600 мм;
Высота канала обдува - ≈ 2200 мм;
Высота загрузочного пространства - ≈ 7200 мм;
Длина камеры - ≈ 13300 мм;
Материал корпуса сушилы - нержавеющая сталь
Конструкция дверей - раздвижные или подъемные двери
Прижимные рамы - пневматические, коррозионно-стойкие
Циркуляция воздуха - 4 осевых вентилятора, 1250 мм
Система увлажнения - обработка паром высокого давления или горячей водой
Система управления - система управления Jungfrau фирмы WSAB
Технические характеристики линии сортировки
Производительность (средняя) – 480 м3/сут = 120 000 м3/год (при 1 сменном режиме работы);
Размеры сушильного штабеля пиломатериалов подаваемого на сортировку:
высота – 1800;
ширина – 1600;
длина – 6200 (при длине пиломатериалов = 6000 мм);
Размеры пакета: 1200×1200×6000 – максимальный;
Длина сортируемых пиломатериалов – 3000÷6000 мм;
Толщина досок на пакетирование – 75 мм;
Ширина досок на пакетирование 50 ÷ 250 мм;
Скорость определения качества 50 ÷ 120 упоров/мин;
средняя 100 упоров/мин;
Средняя скорость работы линии – 83 шт/мин;
Скорость работы пакетоукладчика:
при подаче 110 упоров/мин – до 15 слоев/мин.
Устройство оборудования цеха сушки и обработки пиломатериалов
Устройство сушильных камер непрерывного действия
Сушильные камеры непрерывного действия (рисунок 3.1) представляют собой металлическую конструкцию, собранную из элементов, изготовленных из нержавеющей стали и имеющих специальную жесткую аэродинамическую конструкцию. Элементы между собой соединены болтами из нержавеющей стали. Для избежания теплопотерь стыки элементов покрываются силиконовым герметиком, а снаружи металлическую конструкцию покрывают теплоизоляцией с прослойкой влагопоглощающей ткани и листами профнастила.
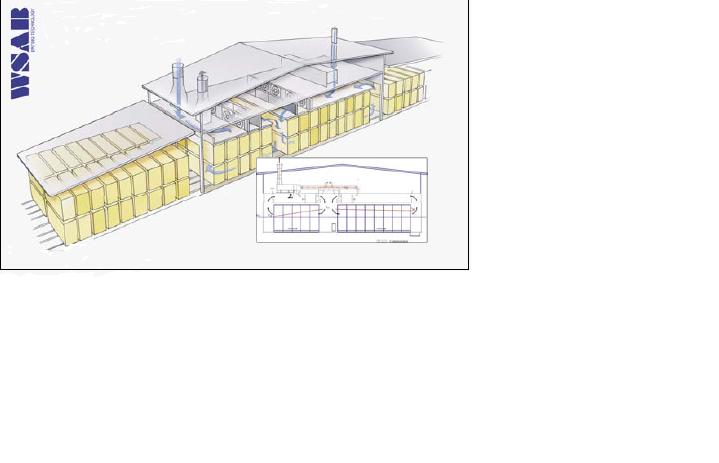
Рисунок 3.2- Сушильные камеры непрерывного действия
Ворота сушильной камеры собираются из сендвич – элементов (полистирол, покрытый слоем нержавеющей стали), прикрепленных при помощи саморезов к специальной металлической раме, имеющей также направляющий механизм, крепежные кронштейны тросового механизма подъема ворот и уплотняющие резиновые элементы по торцу ворот.
Механизм подъема ворот представляет собой трособлочную систему с лебедкой и направляющие с системами блокировки и безопасности.
Отопление сушильной камеры осуществляется калориферами ламельного типа из алюминия и меди, которые установлены в обеих зонах камер (2 калорифера – в 1 зоне и 2 калорифера – во 2 зоне). Каждая группа калориферов имеет систему регулирующих и запорных задвижек. Равномерное распределение тепла по всей поверхности батарей осуществляется с помощью циркуляционного насоса.
Циркуляция воздуха, необходимая для создания однородных и равномерных условий сушки пиломатериалов обеспечивается приточно-вытяжной вентиляцией, которая состоит из одного вентилятора вытяжки воздуха и воздуховода с регулирующей заслонкой.. Воздух внутри камеры циркулирует с помощью вентиляторов в первой зоне и вентиляторов во второй зоне. Вентиляторы обеспечивают необходимое давление и поток воздуха в камерах, в том числе самых больших по объему загрузки. Диаметр крыльчатки вентиляторов в камерах непрерывного действия составляет 1120 мм. За счет больших вентиляторов создается равномерная циркуляция воздуха и достаточное давление, поэтому даже при больших глубинах продува падение температуры в штабелях небольшое и качество сушки высокое, исключающее образование трещин и обеспечение требуемой конечной влажности. Количество двигателей в камере 5+5 шт. – для сушки тонких досок и 4+4 шт. – для сушки толстых досок, они имеют защиту класса Н, за счет чего температура сушки может быть поднята до 80 Сº.
Вытяжной канал изготовлен из нержавеющей стали с теплоизоляцией в виде обечаек, собираемых между собой болтовыми соединениями. В нижнюю обечайку к опорной пластине монтируется электродвигатель с крыльчаткой. Вытяжной канал размещается в начале первой зоны.
Циркуляция воздуха в камере происходит в первой зоне навстречу движению штабелей и во второй зоне по направлению движения штабелей, поэтому в первой зоне штабель, который находится в сушильной камере, попадает в условия определенного теплового и жёсткого режима сушки. Эти условия сравнимы с теми, которые создаются на этапе предварительного прогрева в камерах периодического действия и исключает появление микротрещин в пиломатериале.
Загрузка камеры осуществляется с помощью траверсных тележек, установленных на рельсовый путь и передвигаемых транспортной системой, управляемой автоматически. Транспортная система представляет собой балку, выполненную из двутавра, проходящую через всю камеру, которая установлена в направляющих. На балке имеются балансирные упоры, с помощью которых передвигаются телеги. Привод транспортной системы состоит из редуктора и цепной передачи. Принцип работы транспортной системы представляет собой возвратно-поступательное движение балки с постепенным продвижением телег.
Для избежания искривления пиломатериала в процессе сушки в камере имеется система прижима штабелей, которая также управляется автоматически. Система состоит из прижимных рам поднимаемых пневмоцилиндрами, которые установлены на потолке камеры.
Для более качественной циркуляции воздуха между штабелей в камере имеются воздушные экраны установленные на прижимных рамах и стеновых панелях.
Данная сушильная камера снабжена системой автоматики управления включающая в себя элементы логики SIMATIC S7-300, а управление и слежение за процессами сушки производится с помощью компьютера. Камера управляется двумя сухими датчиками и одним мокрым. Температура на влажном конце управляет сменой воздуха. Если происходит переувлажнение воздуха, автоматика отправляет сигнал на преобразователь частоты вытяжного канала, и число оборотов вытяжного вентилятора увеличивается. Соответственно воздушная заслонка открывается, и достигается необходимая степень влажности в камере.
Сухие датчики регулируют температуру соответственно первой и второй зоны, например при падении температуры сигнал подается на электродвигатель привода трехходового клапана, который его приоткрывает для достижения необходимой температуры.