

Коэффициенты отражения некоторых металлов для излучения с различной длиной волн.
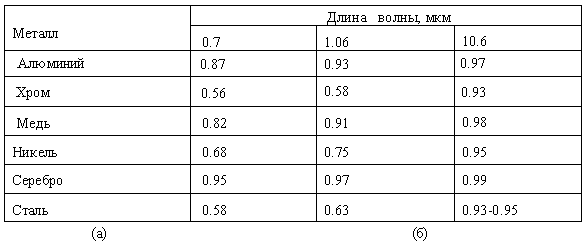
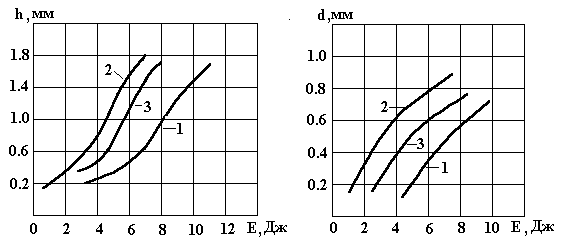
Рис.2. Зависимость глубины (а) и диаметра (б) зоны проплавления от энергии излучения.
Длительность импульса 4 мсек; диаметр светового пятна 0,5 мм.
1 - медь; 2 - никель; 3 - молибден.
В течение первой части импульса проплавляется основная часть металла, реализуется режим глубокого проплавления. За время относительно медленного спада интенсивности во второй части импульса увеличивается количество жидкой фазы за счет плавления металла у краев сварочной ванны.
 Затягивание
заднего фронта импульса способствует
заполнению углубления. На рисунке
3. представлены основные типы соединений.
Затягивание
заднего фронта импульса способствует
заполнению углубления. На рисунке
3. представлены основные типы соединений.
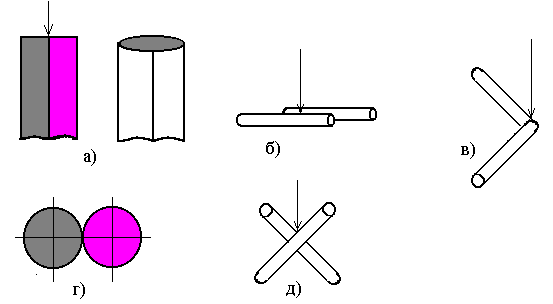
Рис. 3. Типы соединений
а - встык: б - внахлест; в - угловое соединение; г - схема светоловушки; д - соединение скрещивающихся проволок. Стрелками показано направление падения лазерного пучка.
Указанные на рис. 3 типы соединений можно выполнить с помощью установки, содержащей лазер на стекле активированном ионами неодима Nd+3 . Оптическая схема показана на рис.4.
Основные параметры.
Длина волны излучения =1,06 мкм.
Энергия в импульсе Е= 5 30Дж
Длительность импульса = 47 мсек.
Расходимость излучения 17мрад.

Рис.4. Оптическая схема установки для лазерной сварки
1 - лазер на неодимовом стекле; 4 - фокусирующий объектив; 2 - телескопическая система; 5 - зеркало; 3 - поворотное интерференционное зеркало; 6 - система визуального наблюдения.
Порядок выполнения работы.
1. Изучить физические основы сварки металлов лазерным излучением.
2. Провести лазерную точечную сварку двух металлов при соединении их встык и внахлестку. Выбрать оптимальные режимы сварки ковара.
3. Проанализировать стадии развития процессов проплавления при различных плотностях мощности излучения.
4. Определить глубину проплавления.
5. Изготовить и зафотографировать шлиф нахлесточного соединения.
Составить отчет о проделанной работе.
Контрольные вопросы.
1. Особенности лазерного излучения как источника нагрева при сварке.
2. Влияние характеристик излучения на результаты сварки.
3. Схема образования сварочной ванны.
4. Основные типы сварных соединений лазерным пучком.
5. Отражательная и поглощательная способность лазерного излучения некоторых металлов.
Литература.
1. В.В.Андреев. Применение установки "Квант - 10" для сварки электровакуумных приборов. Электронная промышленность, 1976, №1, с. 41-45.
2. К.И.Крылов и др. Применение лазеров в машиностроении и приборостроении. - Л.: Машиностроение, 1978, 335 с.
3. Лазеры в технологии. Под ред. М.Ф. Стельмаха - Энергия, 1975, с. 82-102.
4. Справочник по лазерной технике. Под ред. Ю.В. Байбородина и др. - Киев. Техника, 1978, 285 с.
Лабораторная работа № 9. Газолазерная резка металлических материалов.
ЦЕЛЬ РАБОТЫ: изучение технологических особенностей процессов газолазерной резки металлов, при использовании лазера работающего в непрерывном режиме.
ПРИБОРЫ И ПРИНАДЛЕЖНОСТИ: лазер на алюмо-иттриевом гранате, оптическая система СОК-1, координатный стол с ЧПУ, инструментальный микроскоп, измеритель мощности лазерного излучения.