

4.3. Шероховатость поверхности
Обработанная поверхность в результате прохода инструмента - напильника, шабера, резца, сверла и т.д. получается не совсем гладкой, а шероховатой.
В технике шероховатость имеет большое значение для точности работы деталей в машине, а потому, конечно, должна быть подчинена определённым нормам.
Представление о реальном профиле шероховатой поверхности дают профилограммы, получаемые ощупыванием исследуемой поверхности алмазной иглой профилометра или ее фотографированием (рис. 8).
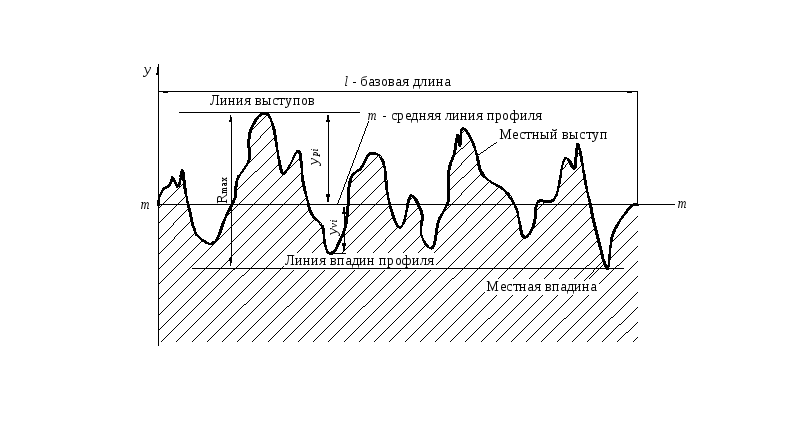
Рис. 8. Профилограмма обработанной поверхности
При оценке
параметров шероховатости по профилограмме
используется система средней линии
m-m.
Средняя линия проводится в пределах
базовой длины
![]() по равенству сумм площадей выступов и
впадин по обе ее стороны. Средняя линия
служит базой для отсчета отклонений
профиля и имеет форму номинального
профиля.
по равенству сумм площадей выступов и
впадин по обе ее стороны. Средняя линия
служит базой для отсчета отклонений
профиля и имеет форму номинального
профиля.
ГОСТ 2789-73* устанавливает шесть параметров шероховатости, которые делятся на три группы: высотные (Ra, Rz, Rmax), связанные с высотными свойствами неровностей, шаговые (Sm, S), связанные со свойствами неровностей в направлении длины профиля, и опорные (tp), связанные с формой неровностей профиля.
Кроме перечисленных шести количественных параметров стандартом установлены два качественных параметра:
-
вид обработки (указывается в том случае, когда шероховатость поверхности следует получить только определенным способом);
-
тип направлений неровностей (выбирается из табл. 1 и указывается только в ответственных случаях, когда это необходимо по условиям работы детали или сопряжения).
Таблица 1
Направление неровностей
-
Тип
направлений неровностей
Схематическое изображение
Обозначение
Тип
направлений неровностей
Схематическое изображение
Обозначение
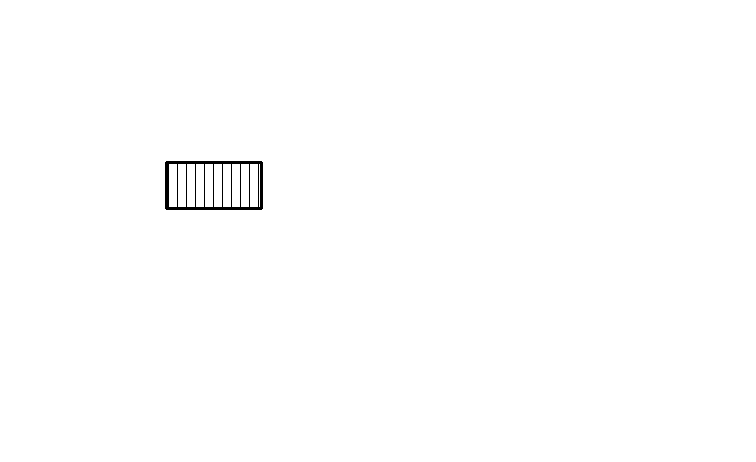
Параллельное
Произвольное
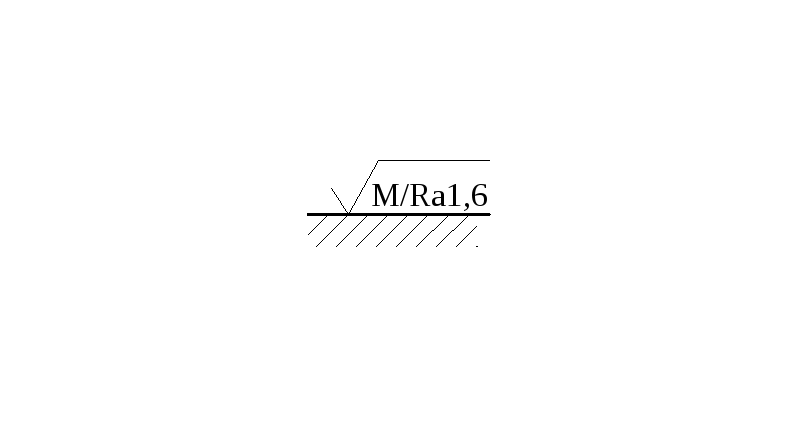
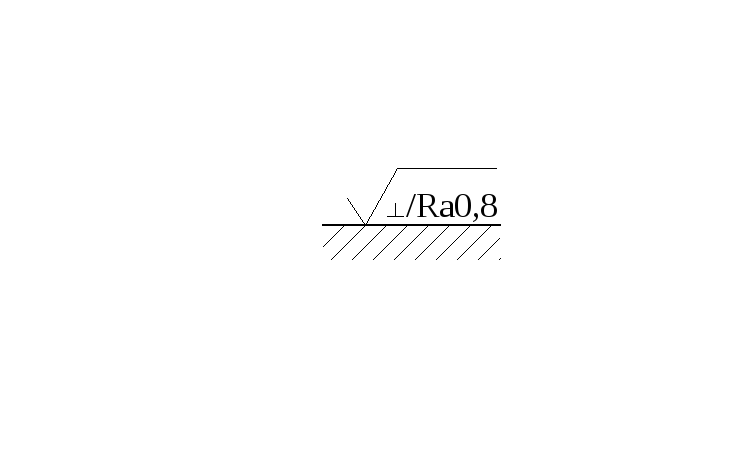
Перепендикулярное
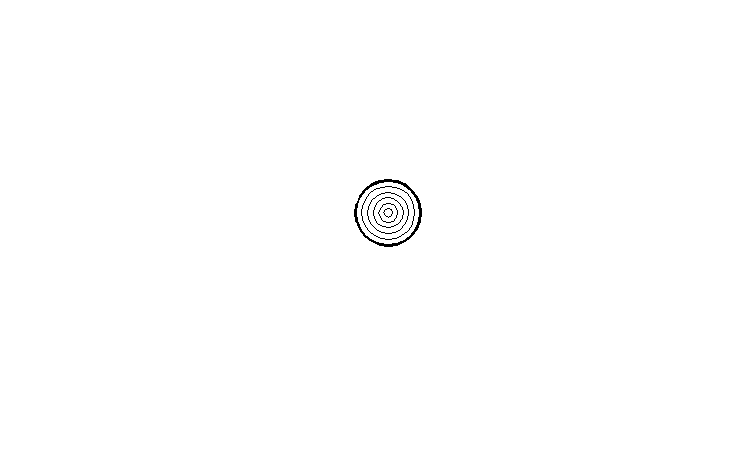
Кругообразное
Перекрещивающееся
Радиальное
Точечное
Шероховатость поверхности обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Структура знака обозначения шероховатости поверхности показана на рис. 9.
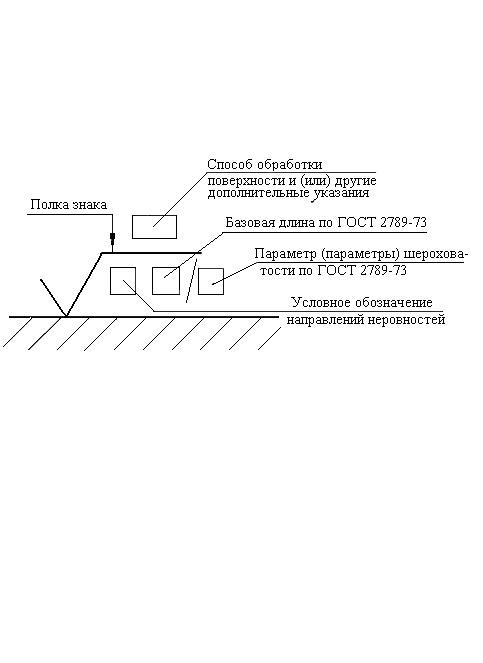
Рис. 9. Структура знака шероховатости
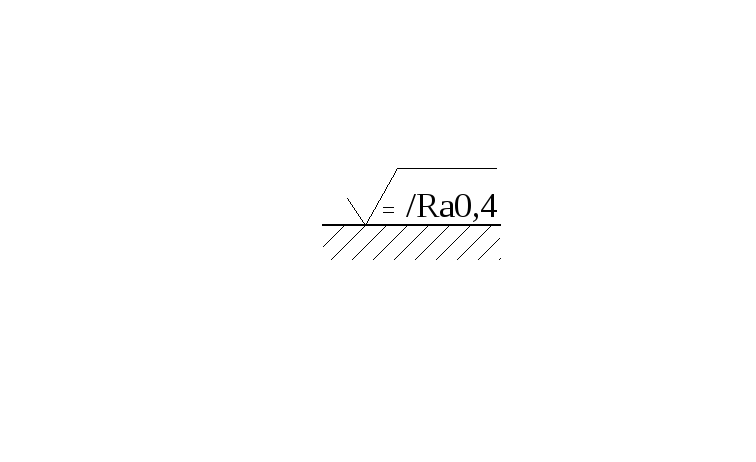
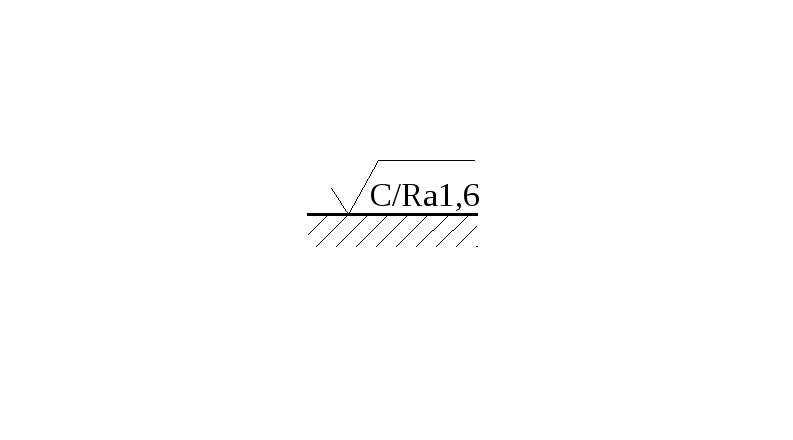
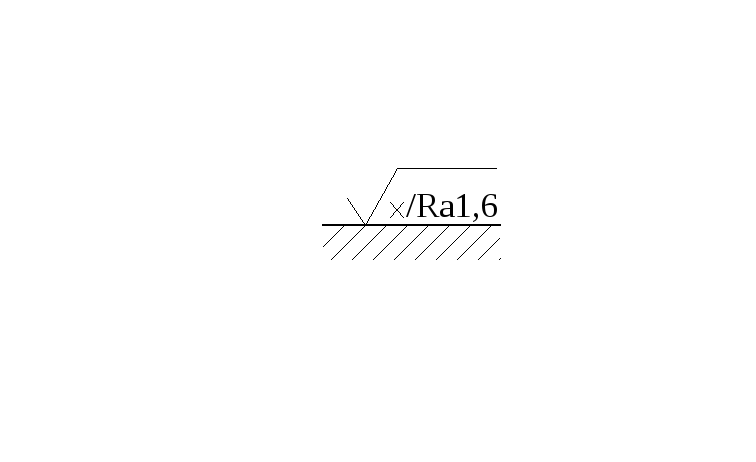
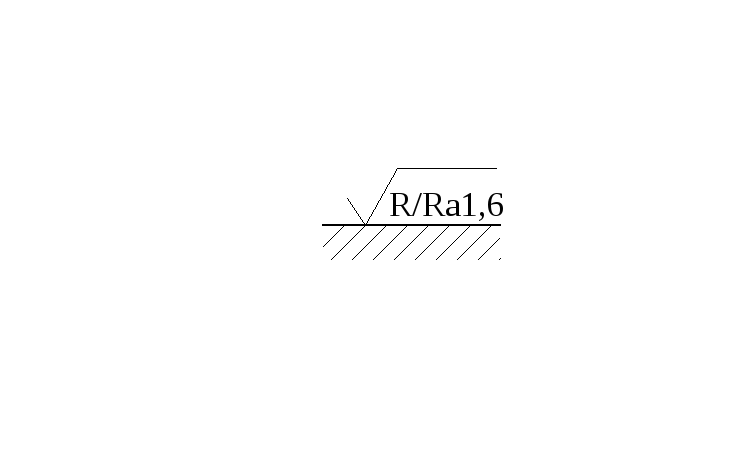
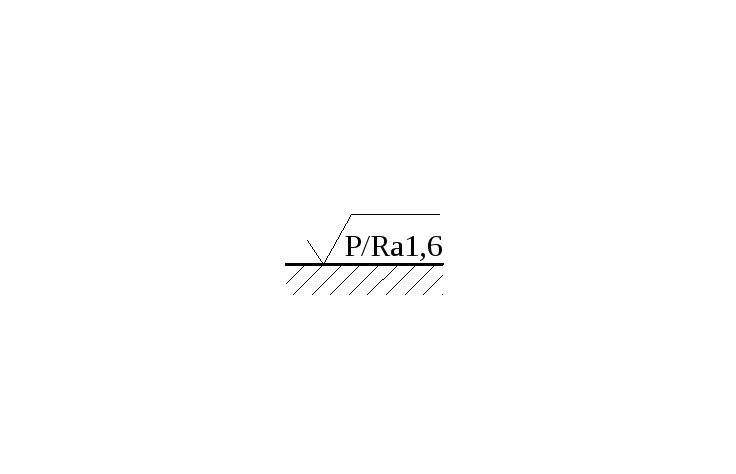
Для обозначения на чертежах шероховатости поверхности применяют специальные знаки, которые приведены на рис. 10 Числовые значения параметров шероховатости указываются после соответствующего символа (Rz20, Rmax10). Параметр Ra считается предпочтительным для обозначений на чертежах, т.к. он более обеспечен необходимыми измерительными средствами.
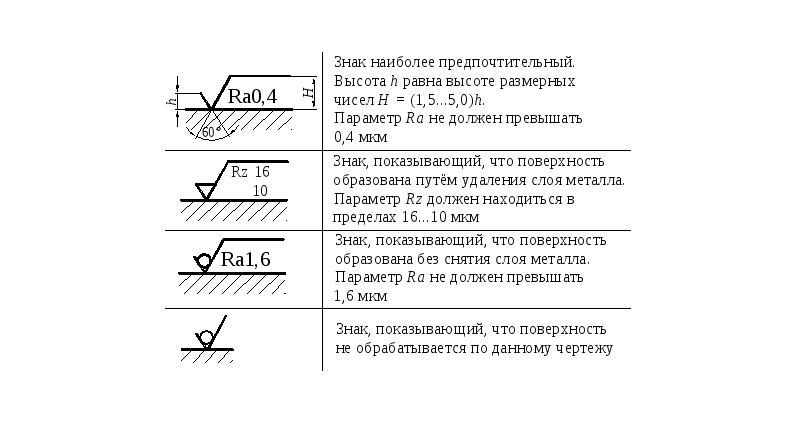
Рис. 10. Знаки обозначения шероховатости
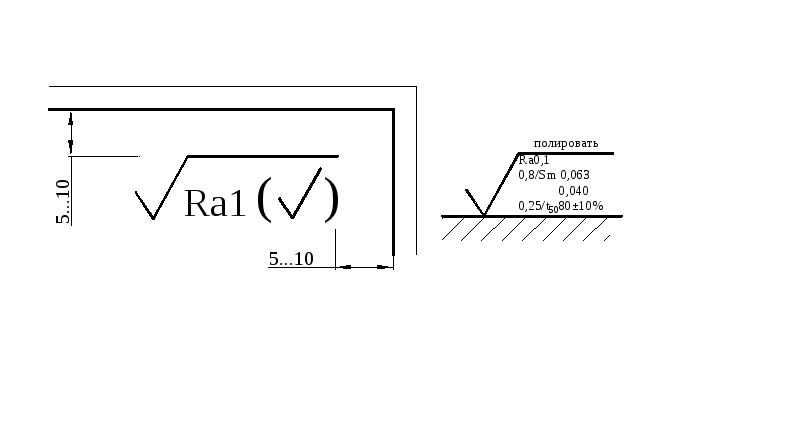
При указании одинаковой шероховатости для части поверхностей изделия в правом верхнем углу чертежа помещают обозначение одинаковой шероховатости и знак шероховатости в скобках. Знак в скобках означает, что все поверхности, на которых не указаны обозначения шероховатости, должны иметь шероховатость, указанную перед скобками (рис. 11, а).
а) б)
Рис. 11. Примеры обозначения шероховатости
При указании двух и более параметров шероховатости поверхности в обозначении шероховатости значения параметров записывают сверху вниз в следующем порядке:
-
параметр высоты неровностей профиля;
-
параметр шага неровностей профиля;
-
относительная опорная длина профиля.
В обозначении указано (рис. 11, б):
1. Среднее
арифметическое отклонение профиля Ra
не более 0,1 мкм на базовой длине
![]() мм (в обозначении длина не указана, так
как соответствует значению, определенному
стандартом для данной высоты неровностей).
мм (в обозначении длина не указана, так
как соответствует значению, определенному
стандартом для данной высоты неровностей).
2. Средний шаг
неровностей профиля
![]() должен находиться в пределах от 0,063 мм
до 0,04 мм на базовой длине
должен находиться в пределах от 0,063 мм
до 0,04 мм на базовой длине
![]() мм.
мм.
3. Относительная
опорная длина профиля на 50% уровне
сечения должна находиться в пределах
80 ± 10% на базовой длине
![]() мм.
мм.