

6.11.2. Лужение
В большинстве случаев детали сначала подвергают лужению, что облегчает последующую пайку. Схема процесса лужения показана на рис. 98.
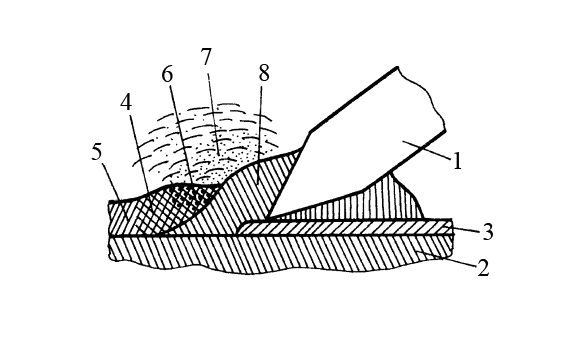
Рис. 98. Схема лужения паяльником:
1 – паяльник; 2 – основной металл;
3 – зона сплавления припоя с основным металлом;
4 – флюс; 5 – поверхностный слой флюса;
6 – растворенный окисел;
7 – пары флюса; 8 – припой.
Однако лужение можно использовать не только как один из этапов паяния, но и как самостоятельную операцию, когда вся поверхность металлического изделия покрывается тонким слоем олова для придания ему декоративных и дополнительных эксплуатационных качеств.
В этом случае покрывающий материал носит название не припоя, а полуды. Чаще всего лудят оловом, но в целях экономии в полуду можно добавить свинец (не более трех частей свинца на пять частей олова). Добавление в полуду 5 % висмута или никеля придает луженым поверхностям красивый блеск. А введение в полуду такого же количества железа делает ее более прочной.
Кухонную утварь (посуду) можно лудить только чисто оловянной полудой, добавление в нее различных металлов опасно для здоровья!
Полуда хорошо и прочно ложится только на идеально чистые и обезжиренные поверхности, поэтому изделие перед лужением необходимо тщательно очистить механическим способом (напильником, шабером, шлифовальной шкуркой до равномерного металлического блеска) либо химическим – подержать изделие в кипящем 10 %-ном растворе каустической соды в течение 1-2 минут, а затем поверхность протравить 25 %-ным раствором соляной кислоты. В конце очистки (независимо от способа) поверхности промывают водой и сушат.
Сам процесс лужения можно осуществлять методом растирания, погружения или гальваническим путем (при таком лужении необходимо использование специального оборудования, поэтому гальваническое лужение на дому, как правило, не осуществляется).
Метод растирания заключается в следующем: подготовленную поверхность покрывают раствором хлористого цинка, посыпают порошком нашатыря и нагревают до температуры плавления олова.
Затем следует приложить оловянный пруток к поверхности изделия, распределить олово по поверхности и растереть чистой паклей до образования равномерного слоя. Необлуженные места пролудить повторно. Работу следует выполнять в брезентовых рукавицах.
При методе лужения погружением олово расплавляют в тигле, подготовленную деталь захватывают щипцами или плоскогубцами, погружают на 1 минуту в раствор хлористого цинка, а затем на 3-5 минут в расплавленное олово. Извлекают деталь из олова и сильным встряхиванием удаляют излишки полуды. После лужения изделие следует охладить и промыть водой.
7. Ручной механизированный инструмент
Ручной механизированный инструмент находит широкое применение в слесарных и механосборочных работах. Он позволяет повысить производительность труда и уменьшает затраты физических усилий. С его помощью производят разборку-сборку агрегатов и узлов, металлоконструкций (шуруповёрты, ударные гайковёрты, клёпальные молотки), сверление отверстий, резку металла (угловые шлифовальные машины, листовые ножницы, высечные ножницы, лобзики, ленточные пилы, пилы для кузовных работ). Также механизированный инструмент позволяет обрабатывать поверхности (угловые, щёточные, ленточные, вибрационные шлифмашины).
По источнику привода механизированный инструмент делится на три основные группы:
- пневмоинструмент;
- электроинструмент;
- бензоинструмент.
Пневмоинструмент применяется, как правило, на стационарных специализированных постах ремонтных и эксплуатационных предприятий. По сравнению с другими группами механизированного инструмента он обладает наибольшей безопасностью и простотой в использовании. Масса инструмента не превышает 3,0 кг. Рабочее давление, при котором используется инструмент, достигает 6 атм.
Наибольшее распространение в слесарных и механосборочных работах получили:
- ударные гайковёрты (закручивают и откручивают болты и гайки до М32);
- шуруповёрты (закручивают и откручивают шурупы, болты, гайки до М12);
- дрели (применяются свёрла диаметром до 13 мм);
- пилы для кузовных работ (режут металл толщиной до 3,0 мм);
- угловые шлифмашины (диаметр устанавливаемого диска 115, 125 мм);
- стержневые шлифмашины (для удаления заусениц, шлифовки, фрезерования);
- клёпальные молотки;
- продувочные пистолеты.
Электроинструмент применяется как на стационарных постах, так автономно, что делает его наиболее универсальным среди всего механизированного инструмента.
Питание электроинструмента может осуществляться от:
- сети трёхфазного тока напряжением 380 В;
- сети однофазного тока напряжением 220 В;
- аккумуляторов напряжением 12 В, 14,4 В, 18 В, 24 В.
Трёхфазный электроинструмент используется, как правило, на стационарных постах. Он является наиболее мощным среди всего механизированного инструмента и используется при разборке и сборке машин, различных монтажных работах, например: сборка мостовых конструкций или сборка рельсошпальной решётки. Наибольшее распространение в этом сегменте получили различного рода гайковёрты, дрели, шлифмашины.
Однофазный электроинструмент является наиболее распространённым среди всей группы ручного механизированного инструмента. Сюда входят:
- шуруповёрты – потребляемая мощность до 300 Вт, крутящий момент до 100 Нм, стандартное завинчивание М4-М12, масса инструмента до 1,8 кг;
- ударные гайковёрты – потребляемая мощность от 300 до 1200 Вт, количество ударов в минуту: 0-3000, крутящий момент от 300 до 1000 Нм, стандартное завинчивание М8-М30, масса от 2,1 до 8,4 кг;
- электродрели – потребляемая мощность от 500 до 1750 Вт, число оборотов в минуту от 0 до 3000, диаметр просверливаемого отверстия до 16 мм, масса от 1,7 до 5,0 кг;
- угловые шлифовальные машины (народное название «болгарка») не раскрывают своим названием заложенных возможностей. С помощью «болгарки» можно не только обрабатывать поверхности, но и резать металл и камень, а поставив вместо диска проволочные щётки или лепестковый круг, можно зачищать металлические поверхности от ржавчины или старой краски. Потребляемая мощность шлифмашины от 710 до 1400 Вт, диаметр применяемых дисков 115, 125, 150, 230 мм, масса от 1,6 до 6,5 кг.
- угловые отрезные машины – потребляемая мощность до 2400 Вт, число оборотов холостого хода до 5000 об/мин, глубина резки металла до 100 мм, масса до 10 кг;
- ленточные пилы – потребляемая мощность до 740 Вт, скорость движения ленты 1,0-1,7 м/с, глубина реза: круглого металла – 120 мм, квадратного сечения 120х120 мм;
- листовые ножницы – потребляемая мощность 300-600 Вт, частота холостого хода 1600-4000 об/мин, минимальный радиус реза 30 мм, толщина резки стали: твёрдой – до 2,5 мм, мягкой – до 3,2 мм;
- высечные ножницы – потребляемая мощность до 650 Вт, частота холостого хода до 2200 об/мин, диаметр отверстия для матрицы от 22 до 42 мм, толщина реза стали: твёрдой – до 1,6 мм, мягкой – до 2,5 мм;
- электролобзики – потребляемая мощность от 400 до 750 Вт, глубина распила стали от 6 до 10 мм, масса от 1,8 до 2,4 кг;
- виброшлифмашины – потребляемая мощность 160-600 Вт, частота до 12000 кол/мин, масса от 0,95 до 3 кг, крепление бумаги на липучках или зажимах;
- ленточные шлифмашины – потребляемая мощность от 550 до 1010 Вт, скорость движения шлифоленты 210-440 м/мин, масса от 2,0 до 4,0 кг.
Бензоинструмент – наименее распространён в слесарных и механосборочных работах ввиду своего достаточно большого веса и пожароопасности, однако ввиду высокой автономности и мощности он находит применение в определённых условиях. Наиболее распространённым является отрезная машина с диском диаметром 320 мм.