

4. Параметры качества изделий
Каждое изделие характеризуется совокупностью выходных параметров – величинами, определяющими показатели качества данного изделия. Показатели качества могут характеризовать самые разнообразные свойства изделия в зависимости от его назначения и тех требований, которые к нему предъявляются. Среди этих свойств важное значение отводится взаимозаменяемости и сопутствующим ей свойствам: точности, надежности и стабильности. Обычно каждое изделие характеризуется рядом выходных показателей качества, и их предельные значения контролируются и регламентируются нормативно-технической документацией.
На рис. 3 приведены геометрические и физико-химические параметры качества изделий. Ниже будут рассмотрены некоторые из них.
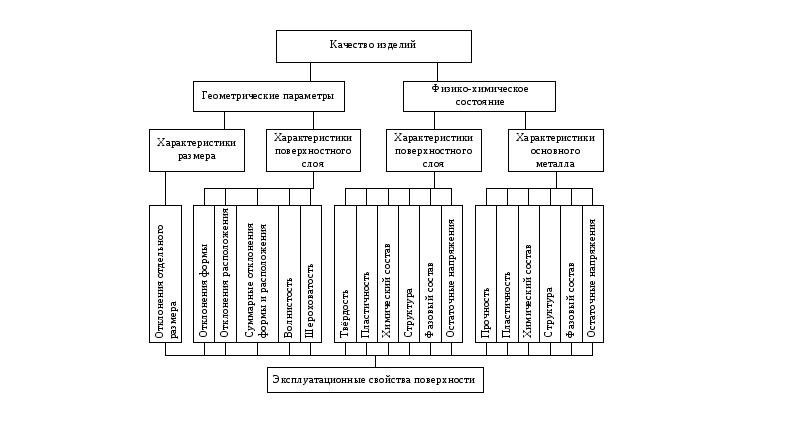 Рис. 3. Параметры
качества изделий
Рис. 3. Параметры
качества изделий
4.1. Твёдрость материала
Твердостью называется свойство материала оказывать сопротивление пластической деформации при контактном воздействии в поверхностном слое.
Под твёрдостью понимают свойство материала сопротивляться проникновению в него более твёрдого наконечника (индентора), не получающего остаточных деформаций. Испытания на твёрдость получили большое распространение в промышленности, т.к. они дают возможность изучать свойства материала не только на опытных образцах, но и на готовых конструкциях и деталях. К тому же имеется возможность по результатам испытаний на твёрдость определить величину предела прочности материала без проведения испытаний на растяжение.
Наибольшее распространение получили статические методы:
а) метод Бринелля – вдавливание стального закалённого шарика;
б) метод Роквелла – вдавливание стального шарика при контроле мягких материалов или алмазного конуса при испытании твёрдых;
в) метод Виккерса – вдавливание алмазной пирамиды.
4.1.1. Измерение твердости методом Бринелля
Метод основан на том, что в плоскую поверхность металла на прессе Бринелля (рис 4) вдавливается под постоянной нагрузкой F твердый стальной шарик.
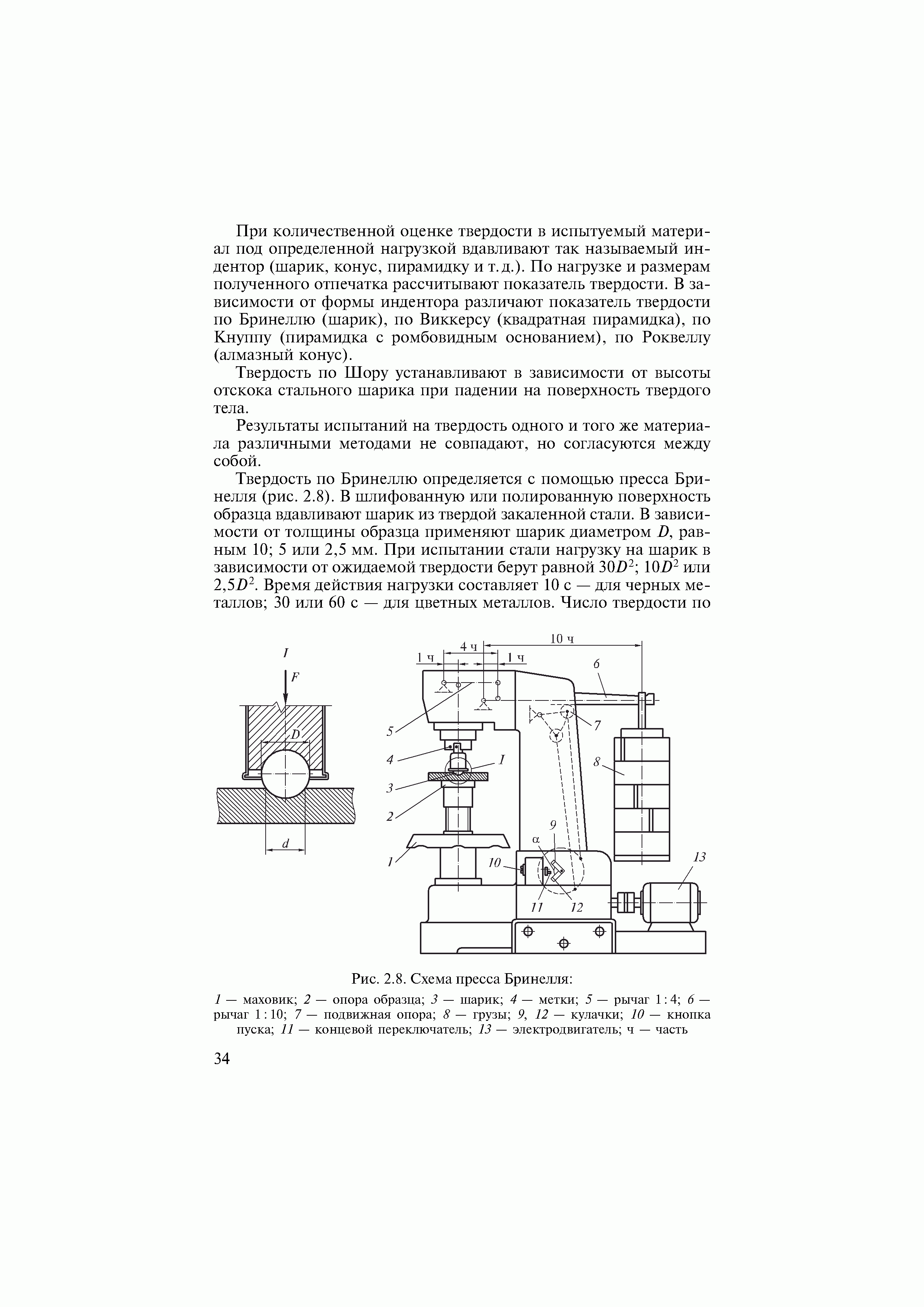
Рис. 4. Схема пресса Бринелля: 1 – маховик; 2 – опора образца;
3 – шарик; 4 – метки; 5 – рычаг 1:4; 6 – рычаг 1:10; 7 – подвижная
опора; 8 – грузы; 9, 12 – кулачки; 10 – кнопка пуска; 11 – концевой
переключатель; 13 – электродвигатель; ч - часть
Диаметр шарика D зависит от марки исследуемого материала и его предполагаемой твердости и может выбираться из ряда: 10, 5, 2,5, 2, 1 мм. Нагрузка F может составлять 30000 Н, 10000 Н или 7500 Н в зависимости от материала. Время выдержки под нагрузкой составляет 10 с для черных металлов и 30, 60 – для цветных. После снятия нагрузки в испытуемом материале образуется отпечаток (лунка). Чем тверже материал, тем меньше диаметр отпечатка d, который измеряется с помощью лупы или отсчетного микроскопа с точностью до 0,05 мм в двух взаимно перпендикулярных направлениях. По двум измерениям находят их среднее арифметическое, по которому определяют твердость по Бринеллю, кгс/мм2 по формуле:
![]() ;
;
где F – величина нагрузки;
D – диаметр шарика;
d – диаметр лунки.
На практике расчеты по приведенной формуле не выполняют. Твердость по Бринеллю определяют из таблиц, прилагаемых к прибору. Метод Бринелля не рекомендуется применять для металлов с твердостью более НВ 450, так как шарик может деформироваться, что приведет к неправильному результату.