

|
|
|||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||
|
|
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ |
|
|||||||||||||||||||||||
|
|
федеральное государственное автономное образовательное учреждение высшего профессионального образования «Северный (Арктический) федеральный университет имени М.В.Ломоносова»
Кафедра «Материаловедения и технологии конструкционных материалов»
|
|
|||||||||||||||||||||||
|
|
(фамилия, имя, отчество студента) |
|
|||||||||||||||||||||||
|
|
|
|
|||||||||||||||||||||||
|
|
Факультет |
ИНИГ ОСПЗ-4 |
курс |
3 |
группа |
130501 |
|
|
|||||||||||||||||
|
|
|
|
|||||||||||||||||||||||
|
|
КУРСОВАЯ РАБОТА
|
|
|||||||||||||||||||||||
|
|
По дисциплине Технология машиностроения и трубо-строительные материалы |
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
На тему |
|
Неметаллические трубы. Классификация, назначение и применение. Пластмассовые трубы.
|
|
|||||||||||||||||||||
|
|
|
|
|
|
|||||||||||||||||||||
|
|
Отметка о зачёте |
|
__________________________________ |
|
____________ |
|
|||||||||||||||||||
|
|
|
|
|
|
|
|
(дата) |
|
|||||||||||||||||
|
|
Руководитель |
______________________ |
|
__________ __А.В.Прохоров__ |
|
||||||||||||||||||||
|
|
|
|
(должность) |
|
(подпись) |
|
(и.,о., фамилия) |
|
|||||||||||||||||
|
|
|
|
(дата) |
|
|
|
|
|
|||||||||||||||||
|
|
Архангельск |
|
|||||||||||||||||||||||
|
|
2013 |
|
|||||||||||||||||||||||
ЛИСТ ДЛЯ ЗАМЕЧАНИЙ
СОДЕРЖАНИЕ
|
ВВЕДЕНИЕ |
4 |
|
6 |
|
7 |
|
10 |
|
12 |
|
18 |
|
21 |
|
26 |
|
31 |
|
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ |
33 |
ВВЕДЕНИЕ
Широкое применение находят пластмассовые трубы в технологических процессах, связанных с перекачкой агрессивных сред. В частности, таких, как нефть, нефтепродукты, жидкие и газообразные химические соединения повышенной опасности.
В целом, в настоящем и ближайшем будущем использование пластмассовых труб является наиболее прогрессивным в системах холодного водоснабжения, водоотведения, технологических трубопроводах, магистральных и распределительных газопроводах, а также внутренних системах отопления и горячего водоснабжения.
Протяженность газораспределительных трубопроводов более чем в три раза превышает протяженность магистральных, а протяженность промысловых нефтепроводов на порядок больше протяженности магистральных. Статистика свидетельствует, что число отказов на указанных трубопроводах значительно выше, чем на магистральных, при этом главной причиной аварийных ситуаций остается внутренняя и наружная коррозия. Поэтому развитие и ремонт таких транспортных систем обусловливает применение высокоэффективных коррозионностойких материалов для изготовления труб. В мировой практике нашли широкое применение пластмассовые трубы, обеспечивающие большой срок службы, повышенную эксплуатационную надежность и уменьшенный срок строительства газораспределительных и промысловых трубопроводов. Техническая возможность и экономическая целесообразность использования пластмассовых труб в отечественной нефтегазовой отрасли не вызывает сомнения, что обусловливает широкое их применение в перспективе.
В связи с развитием нефтегазовой отрасли потребность в эффективных материалах для изготовления труб нефтяного и газового сортаментов резко возрастает. Поэтому в последние годы особенно усилилась тенденция более широкого использования при производстве труб новых коррозионностойких материалов, в частности различных полимеров. Перспективы развития производства труб из пластмасс в мировом масштабе позволяют предположить создание огромного рынка сбыта и потребления.
Неуклонный рост использования пластмассовых труб, особенно в трубопроводных системах низкого давления и газораспределительных системах, характерен для всего мира. Так, например, в США более 90% сооружаемых газораспределительных трубопроводов в последние годы монтируется из пластмассовых труб. Помимо транспортных целей они нашли широкое применение для цементирования, создания перемычек между платформами и тендерами, в качестве рукавов компенсаторов для поддержания давления пласта, рукавов для подачи топлива на установки, работающие под водой и т. д.
-
Состав пластмассовых труб
Наиболее универсальным материалом является полиэтилен (ПЭ): он легко гнется, выдерживает деформацию, при этом обладает достаточной прочностью (полиэтиленовые трубы могут находиться под полной нагрузкой до 80°С и сохраняют свои прочностные свойства также и при низких температурах). ПЭ выпускают в трех модификациях: низкой (0,910-0,925 г/ см3), средней (0,926-0,940 г/см3) и высокой плотности (0,941-0,965 г/ см3). Интервал рабочих температур полиэтилена: от -70 до +110°С (при температуре выше +110°С наступает размягчение материала, а ниже -70°С - хрупкое состояние).
Полиэтилен не чувствителен к действию микроорганизмов, находящихся в грунте: под влиянием этих бактерий полиэтиленовые трубы изменяют только цвет, на прочностные характеристики материала бактерии никакого действия не оказывают.
В отличие от традиционных материалов, для пластмасс представляется возможным дальнейшая модификация их свойств с целью расширения области применения. В последнее время достигнуты успехи в области модификации свойств ПЭ за счет облучения частицами высоких энергий, введения структурообразователей, наполнителей и др. В результате этого повышаются прочность и устойчивость полиэтилена к различным химическим и физическим воздействиям. Так, сетчатый полиэтилен отличается высокой стойкостью против растрескивания под напряжением, а также устойчивостью против ползучести.
-
СПОСОБЫ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВЫХ ТРУБ
2.1. Экструзия — технология получения изделий путем продавливания расплава материала через формующее отверстие. Обычно используется в производстве полимерных (резиновых смесей, пластмасс, крахмалсодержащих и белоксодержащих смесей), ферритовых изделий (сердечники), а также в пищевой промышленности (макароны, лапша и тп.), путем продавливания расплава материала через формующее отверстие экструдера.
Экструзия представляет собой непрерывный технологический процесс, заключающийся в продавливании материала, обладающего высокой вязкостью в жидком состоянии, через формующий инструмент (экструзионную головку, фильеру), с целью получения изделия с поперечным сечением нужной формы. В промышленности переработки полимеров методом экструзии изготавливают различные погонажные изделия, такие, как трубы, листы, плёнки, оболочки кабелей, элементы оптических систем светильников- рассеиватели и т. д. Основным технологическим оборудованием для переработки полимеров в изделия методом экструзии являются одночервячные, многочервячные, поршневые и дисковые экструдеры.
Экструдер — машина для формования пластичных материалов, путем придания им формы, при помощи продавливания (экструзии) через профилирующий инструмент (экструзионную головку) – рисунок 1.
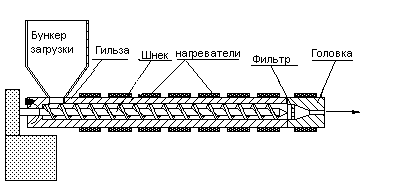
Рисунок 1 – Устройство экструдера.
Экструдер состоит из: корпуса с нагревательными элементами; рабочего органа (шнека (винт Архимеда), диска, поршня), размещённого в корпусе; узла загрузки перерабатываемого материала; силового привода; системы задания и поддержания температурного режима, других контрольно-измерительных и регулирующих устройств. По типу основного рабочего органа (органов) экструдеры подразделяют на одно-, двух- или многошнековые (червячные), дисковые, поршневые (плунжерные) и др. Двухшнековые экструдеры в зависимости от конфигурации шнеков могут быть параллельными или коническими. В зависимости от направления вращения — с сонаправленным или противонаправленным вращением шнеков.