

4. Спец. Вопрос: технология плавки меди
4.1. Сырье для производства меди
Основное сырье для производства меди – руда. Медь может производится из вторичного сырья (отходы металлообработки, металлолом, брак)
Руда состоит из минералов, различают минералы:
- ценные (в их состав входят извлекаемые металлы)
- пустой породы
По минералогическому составу медные руды делятся на:
- сульфидные
- окисленные
- смешанные
- самородные
По количеству сульфидов:
- сплошные - полностью состоят из сульфидов
- вкрапленные – сульфиды присутствуют в виде вкраплений
По количеству ценных компонентов:
- монометаллические
- полиметаллические (комплексные)
Основные минералы меди
Сульфидные:
- ковелин CuS,
- халькопирит CuFeS2,
- халькозинCu2S,
- бормит Cu5FeS4,
- кубанит CuFe2S3
Окисленные:
- малахитCuCO3 Cu(OH)2,
- куприт Cu2O,
- азурит CuCO3 Cu(OH)2,
- тенорит CuO
Кроме медносодержащих минералов в руде может содержаться:
- cфалерит ZnS
- пирротин Fe7S8
- пирит FeS2
- галинит PbS
В руде рисутствуют минералы пустой породы, в основном оксиды (SiO2, CaO, Al2O3, MgO), силикаты, карбонаты, алюмосиликаты.
Содержание меди в рудах: 0,5-1,5 меди, 0,8-1,5 в основном – руды с таким содержанием в металлообработку сразу отправлять нельзя. Применяют обогащение. Метод флотации – получают медный концентрат с содержанием меди 10-30 %, максимальное количество меди в концентрате до 50%. В России основными предприятиями по производству меди являются: Норильский никель, Северный никель, Пышма, Среднеуральский медеплавильный завод.
4.2. Подготовка шихты
Технологическая схема производства показана на рис. 4.1.
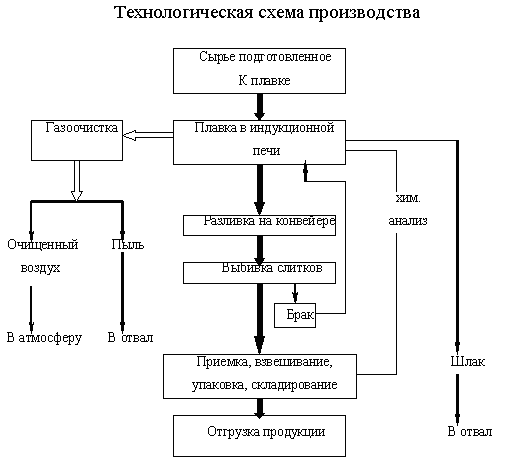
Рис.4.1
Исходным материалом для плавки меди являются отходы производства при обработке меди (стружка, бракованные изделия, предварительно размельченные).
Поступающее на предприятие сырье принимает специальный вспомогательный цех, имеющий разветвленную сеть железнодорожных подъездных путей и шихтовые склады с соответствующим фронтом разгрузки, исключающим непроизводительные простои транспорта. Шихтовые склады рассчитаны на хранение минимум месячного запаса необходимого сырья [5].
Все поступающее на склады сырье взвешивают на железнодорожных весах. Кусковые материалы хранят на открытых площадках или в бункерах, концентраты – обязательно в закрытых помещениях.
Массивные куски шихты проходят трехстадийное дробление до размеров порядка 35 мм в специальном дробильном отделении, оборудованном челюстными, коническими и валковыми дробилками. Дробленые материалы и концентраты поступают на шихтовку или прямо к печи по транспортерам.
4.3. Технология плавки меди в индукционной печи
Крупные и мелкие куски так укладывают в тигель, чтобы они плотно заполняли объем тигля. После загрузки включают ток на полную мощность. По мере проплавления и оседания скрапа подгружают шихту, не вошедшую сразу в тигель. Когда последние куски шихты погрузятся в жидкий металл, на поверхность металла забрасывают шлакообразующие материалы. Шлак защищает металл от контакта с атмосферой, предотвращает тепловые потери. По ходу плавки дают добавки необходимых элементов.
После расплавления 95 % шихты берут пробу для химического анализа и догружают в печь остаток шихты. После полного расплавления снижают подводимую мощность до 30-40 % максимальной мощности источника питания. Периодически берут пробы металла для определения степени его нагрева. Если металл перегревается, то мощность уменьшают. К моменту окончания расплавления шихты обычно уже известны результаты анализа предварительной пробы, поэтому можно сразу после расплавления начать раскисление и корректировку состава металла путем введения в ванну соответствующих добавок [6].
Во время плавки медь сильно окисляется. Кислород – наиболее вредная примесь. Она понижает технологическую пластичность меди, ухудшает ее коррозионную стойкость, затрудняет процессы пайки и плавки.
Процесс окисления состоит из двух стадий:
- в результате непосредственного взаимодействия меди с окислительной средой на поверхности образуется оксидная пленка, которая изолирует металл от непосредственного контакта с кислородом;
- далее кислород уже взаимодействует с пленкой оксидов, через которую он и проникает вглубь металла, вызывая внутреннее окисление.
Следует регулярно осаживать шихту, иначе отдельные куски, находящиеся в верхней части тигля, свариваются друг с другом и, образуя свод («мост»), препятствуют опусканию шихты в зону расплавления. При этом расплавление свежей шихты замедляется или прекращается, а уже расплавившийся металл перегревается, что приводит к износу футеровки, увеличению времени плавки и повышенному расходу энергии.
Пробивание образовавшегося свода следует вести осторожно, чтобы не вызвать выплескивания металла и не повредить футеровку.
Следует следить за температурой отходящей охлаждающей воды, в особенности, идущей от индуктора. Излишнее количество воды, особенно в холодное время года, может вызвать чрезмерное понижение температуры индуктора, осаждение на нем влаги из воздуха и, в результате этого, межвитковое замыкание или пробой изоляции. Во избежание этого температура индуктора не должна быть ниже окружающей температуры.
При чрезмерно высокой температуре воды (выше 50–55о С) возможно выделение накипи, вследствие чего ухудшается теплоотдача и уменьшается живое сечение трубки.
При внезапном прекращении подачи охлаждающей воды печь необходимо немедленно отключить; если в тигле есть расплавленный металл, - слить его, если же металл в тигле расплавлен, лишь частично, - загрузить в тигель холодную шихту (для охлаждения). Индуктор необходимо обдувать снаружи или, лучше, продувать сквозь него сжатый воздух.
Температура воды, охлаждающей конденсаторы, на выходе не должна превосходить 25о С. При прекращении подачи воды в конденсаторы необходимо снять напряжение, если на охлаждающей магистрали отсутствует реле давления воды.
Необходимо следить за индуктором – при обнаружении межвиткового замыкания (проявляющегося искрением в месте замыкания) необходимо немедленно отключить печь, выяснить причину замыкания и устранить ее. В частности, если межвитковое замыкание вызвано запотеванием индуктора, необходимо просушить его, обдувая снаружи сжатым воздухом [7].
Необходимо следить за состоянием футеровки. При обнаружении опасного повреждения (углубления или трещины на внутренней поверхности тигля) следует немедленно отключить печь и осмотреть повреждение. Если оно не позволяет продолжать плавку, тигель следует освободить от металла, и если исправить повреждение невозможно, сменить тигель [8].
Необходимо следить за показаниями приборов и поддерживать активную мощность, поглощаемую печью на заданном уровне, регулируя напряжение на индукторе либо путем регулирования напряжения преобразователя частоты, либо переключением числа витков индуктора.
Следует поддерживать величину коэффициента мощности близкой к единице, по мере необходимости подключая или отключая конденсаторы (предварительно снизив напряжение на индукторе).
По мере расплавления металла загружают в тигель дополнительные порции шихты, а также добавки и шлакообразующие.
Оценка качества слитков, предназначенных для электротехнических целей, производится не только по химическому составу, плотности, удельному электросопротивлению, состоянию поверхности, но и по склонности меди к разупрочнению при нагреве, а также оценивается содержание газовых примесей, включая содержание кислорода и водорода. Избыточная концентрация газовых примесей является одной из основных причин возникновения на поверхности слитков, отлитых в горизонтальные изложницы, пор, трещин и других дефектов [9].