

Сборка диафрагм в обоймы.
Установку и центровку обойм можно произвести при помощи оптических приборов или калибрового вала. В большинстве конструкций диафрагм и обойм они размещаются в цилиндрах или корпусах, подвешиваясь на лапках, толщина которых в процессе центровки деталей проточной части может меняться. Изменение толщины обычно осуществляется механическим путем – фрезеровкой и последующей шлифовкой. Затем лапка прикрепляется к диафрагме или обойме сваркой или фиксируется при помощи штифтов. Затем диафрагма фиксируется в горизонтальной плоскости креплением нижней шпонки, которая также приваривается или фиксируется штифтами. В процессе сборки необходимо также определить осевое положение обойм диафрагм и диафрагм. Для этого устанавливается ротор, находится его оптимальное осевое положение, а вместо деталей проточной части в соответствующие расточки цилиндров устанавливают шаблоны, имитирующие обоймы и диафрагмы. Определяя реальное сочетание дисков роторов и шаблонов, рассчитывают положение посадочного зуба диафрагмы или обоймы.
Центровка диафрагм
При центровке диафрагм достигается совмещение оси расточки под уплотнения диафрагм с осью корпуса турбины, а также обеспечивается свободное расширение диафрагмы от теплового воздействия. Характер работ по центровке диафрагм зависит от способа ее крепления в корпусе турбины или в обойме. На рис. 4 представлена диафрагма распространенной конструкции, устанавливаемая в обоймах турбин. Нижняя половина диафрагмы 4 опирается на обойму 1 турбины двумя лапками 11, определяющими положение диафрагм в вертикальной плоскости. Фиксирование диафрагм в горизонтальном направлении осуществляют посредством нижней шпонки 3. Верхняя половина диафрагмы 9 имеет лапки 8, которые при подъеме верхней половины обоймы 5 опираются на подвески 6, закрепленные винтами 7. В собранной и отцентрованной диафрагме в обойме должно быть плотное прилегание разъемов обоймы и диафрагмы. Зазор а между торцами верхних лапок и обоймой составляет 0,10-0,15 мм, а зазор между верхними лапками и подвесками 6 - 0,5-2,0 мм. Центровка диафрагм производится при помощи оптических приборов (зрительной трубы, центроискателя и марки) и выполняется аналогично центровке нижней половины обоймы, в которой крепится диафрагма. Зрительную трубу выверяют по расточкам под уплотнения корпуса турбины, а центроискатель с маркой устанавливают в расточку диафрагмы под уплотнение. Вертикальную координату центра расточки диафрагмы с допуском 0,05 мм определяют из расчетных таблиц, составленных для каждого типа турбины с учетом статического прогиба роторов. В горизонтальной плоскости ось расточки диафрагмы устанавливают относительно оптической оси с допуском ±0,05 мм.
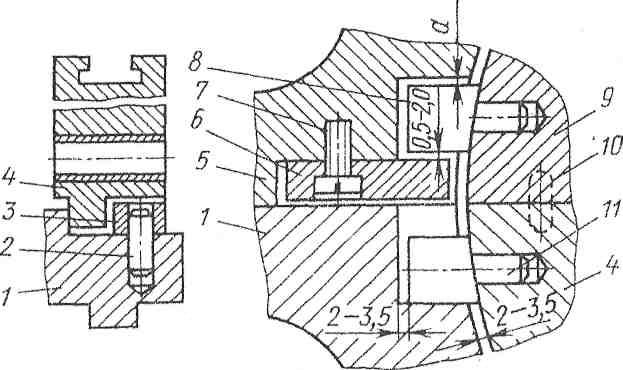
Рис. 4. Крепление диафрагмы в обойме турбины:
1 - нижняя половина обоймы; 2 - штифт; 3 - нижняя шпонка; 4 - нижняя половина
диафрагмы; 5 - верхняя половина обоймы; 6 - подвеска; 7 - винты; 8,11 - лапки;
9 - верхняя половина диафрагмы; 10 - шпонка
Верхние торцы лапок в нижних половинах диафрагм могут значительно "западать" относительно разъема корпуса турбины, так как тепловое расширение диафрагмы обусловливает наличие зазора а между торцами верхних лапок и обоймой. Крепление боковых лапок и нижней шпонки, а также проверка положения центровки относительно зрительной трубы являются заключительными операциями по центровке нижней половины диафрагмы.
Положение верхней половины диафрагмы 9 в боковом направлении зафиксировано шпонкой 10, которую устанавливают в процессе механической обработки. Центровка верхней половины диафрагмы заключается в определении величин припусков на торцах верхних лапок для образования необходимого зазора а между ними и обоймой. Верхнюю половину диафрагмы заводят в верхнюю половину обоймы и устанавливают лапки. При помощи линейки определяют отклонения размеров разъемов каждой половины диафрагмы относительно размеров разъема обоймы. Полученные размеры обусловливают величину припуска на верхних лапках. После пригонки и приварки лапок к верхним половинам диафрагм или их крепления другими способами устанавливают подвески 6. Затем приваривают нижнюю шпонку 3. Для ее надежной фиксации дополнительно устанавливают штифт 2.
Величину теплового зазора также можно определить при помощи свинцовой проволоки в сборе всей обоймы, уложив проволоку на разъеме диафрагмы и обоймы с двух сторон. После легкой затяжки разъема обоймы и снятия верхней половины обоймы с нижней измеряют оттиски свинцовой проволоки. Величина зазора а характеризуется разницей полусумм величины оттисков проволок, уложенных на разъеме диафрагм и обоймы.
В паровых турбинах средней мощности диафрагмы устанавливают на радиальных штифтах, запрессованных в тело диафрагм. Центровка диафрагмы осуществляется при пригонке штифтов по высоте. Для возможности теплового расширения диафрагмы предусмотрены зазоры между штифтами верхней половины диафрагмы и расточкой корпуса турбины.