

1. Порядок выполнения работы
Студенты по чертежу детали разрабатывают чертеж горячештампованной заготовки - поковки и некоторые разделы технологического процесса изготовления поковки. В задании на выполнение работы преподавателем указывается тип производства (серийное, массовое), условия работы детали.
Рекомендуется следующая последовательность выполнения курсовой работы:
назначить материал поковки;
установить плоскость разъема штампа;
определить конструктивные характеристики поковки (класс точности, группу стали, степень сложности);
рассчитать массу поковки по чертежу детали;
определить исходный индекс поковки;
назначить припуски на механическую обработку;
определить кузнечные напуски, уклоны, допуски;
назначить радиусы закруглений и переходов;
установить размеры заусенечной канавки;
определить форму и размеры наметок отверстий и перемычек под прошивку;
рассчитать размеры исходной заготовки;
назначить температурный интервал горячей объемной штамповки;
определить вес падающих частей (для штамповки на молотах);
оформить чертеж поковки.
2. Общие сведения по методике конструирования поковки и разработке технологического процесса применительно к штамповке на молотах
2.1. Выбор исходных материалов
При изготовлении стальных поковок выбор марки стали производить с учетом назначения детали и пластичности по таблице П12. Материалы для горячей объемной штамповки должны иметь достаточно высокую пластичность, т.е. способность деформироваться без разрушения. При затруднении, в назначении материала по основному технологическому свойству (пластичности) необходимо учитывать дополнительное свойство - обрабатываемость резанием; материал должен быть как можно более дешевым.
Пользуясь справочной литературой [10]; [11], [12], подобрать марку материала и оценить его стоимость по биржевым ценам [13] или по ценам предприятия-поставщика (для студентов-заочников).
2.2. Определение плоскости разъёма штампа
Расположение и форма разъёма штампа должны удовлетворять требованию свободного извлечения поковки из штампа.
Р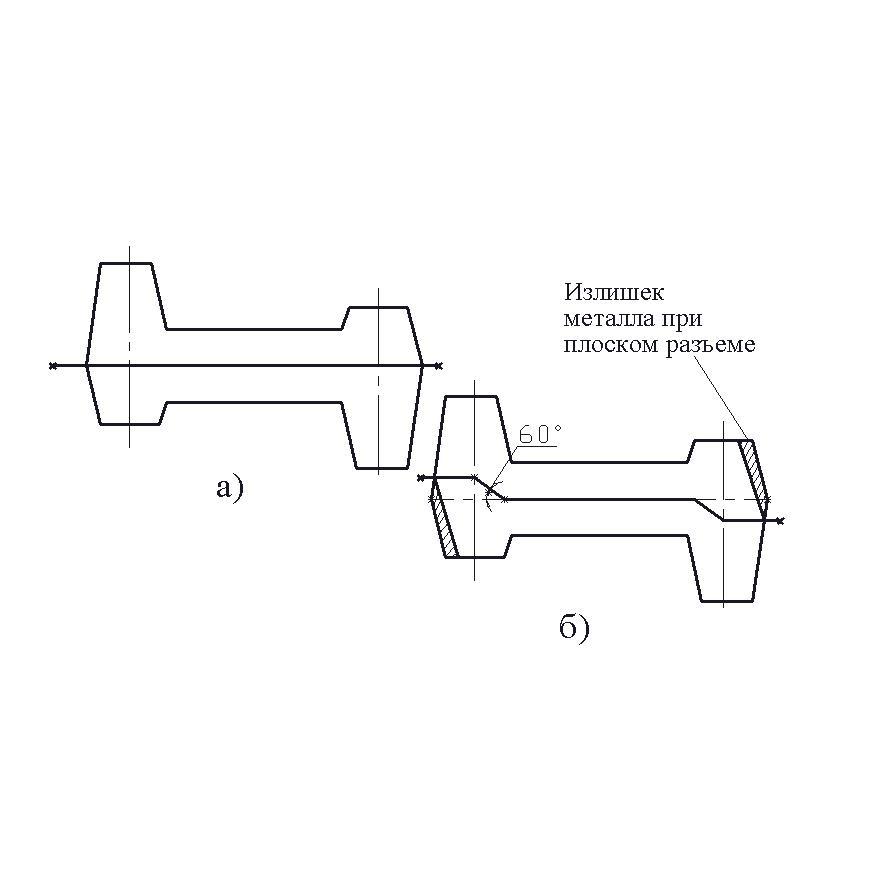 азъём
рекомендуется делать плоским (рис
2.1,а), однако если это ведёт к увеличению
объёма металла, то целесообразно линию
разъёма делать ломаной (рис 2.1,6) в местах
выступов, причём наклон её к горизонтальной
плоскости не должен превышать 60 градусов
для получения чистого среза облоя.
азъём
рекомендуется делать плоским (рис
2.1,а), однако если это ведёт к увеличению
объёма металла, то целесообразно линию
разъёма делать ломаной (рис 2.1,6) в местах
выступов, причём наклон её к горизонтальной
плоскости не должен превышать 60 градусов
для получения чистого среза облоя.
Рис 2.1. Плоскость разъема: а) - плоская, б) - ломаная
Плоскость разъёма должна быть расположена так, чтобы полости штампа имели минимальную глубину и максимальную ширину сечения. Обычно разъём делают в плоскости максимальных взаимно перпендикулярных размеров поковки (D и L) (рис. 2.2.), однако от этого правила следует отступать, если при ином разъёме достигается значительное снижение массы поковки за счёт штампованной полости (рис. 2.3,а).
Расположение линии разъёма, удовлетворяющее вышеперечисленным требованиям, обеспечивает возможность контроля за смещением половин штампа, проектирование поковки для полного изготовления в одной половине штампа полностью исключает возможность смещения и снижает стоимость штампа.
Окончательное решение по назначению линии разъёма принимают после назначения припусков и штамповочных уклонов.

Рис.2.2. К определению плоскости разъема штампа.

Рис. 2.3. Линия разъема штампа: а) - рекомендуемая; б) – не рекомендуемая