

2.7. Штамповочные напуски, уклоны, допуски.
Напуски. В случае если отдельные части поковки проштамповать невозможно, делаются напуски сверх требуемого припуска на механическую обработку, что упрощает конфигурации поковки.
Уклоны. Для облегчения удаления готовых поковок из полостей штампа делаются штамповочные уклоны боковых поверхностей поковки. Порядок назначения уклонов регламентирован ГОСТ 7505-89 [14],.
В целях унификации режущего и мерительного инструментов, и упрощения изготовления ручьёв штампа обычно делают уклоны в 3,5,7,10,12 градусов, причём для наружных боковых поверхностей принят номинальный уклон в 7 градусов, для внутренних 10 градусов.
Данные о штамповочных уклонах для поковок из стали и медных сплавов в зависимости от соотношения их размеров (рис. 2.6) приведены в сопутствующей табл. П.21.

Рис2..6 . Штамповочные уклоны (град) для стальных поковок.
Допуски – это величина допустимого отклонения от номинальных размеров поковки, проставляемых на чертеже, ввиду невозможности получения абсолютно точных размеров. На величину допуска влияют многие причины, например, точность изготовления и конструктивные особенности штампа, степень его износа, температура конца штамповки и др. Допуски назначаются по табл. П.22.
2.8. Радиусы закруглений и переходов
Для предотвращения поломки (появления трещин) и улучшения заполнения полости штампа у поковки выполняются внешние радиусы закруглений r. Для предотвращения сминания и появления заусенцев, складок, что ведёт к затруднению извлечения поковки из ручья, назначаются внутренние радиусы R. Малые величины радиусов могут привести к неправильному течению металла, рассеканию волокон, поэтому к их назначению предъявляются строгие требования в зависимости от глубины полости ручья штампа. Минимальная величина радиусов закруглений наружных углов поковок выбирается из табл. П.23.
Внутренние радиусы (R) заготовки можно определить по формуле:
R= 2,5r+0,5,мм
При назначении радиусов закруглений следует также иметь в виду, что если радиусы меньше, чем величина припуска, их следует увеличивать до размера припуска. Если же припуск меньше радиуса r, то его также увеличивают до величины радиуса.
Для высоколегированных марок стали, цветных металлов и сплавов следует увеличивать r и R на 20-30%.
Допуски радиусов закруглений для классов точности Т4, Т5, см. в табл. П.24.
Радиусы для поковок из цветных сплавов представлены на рис. 2.7. и в таблице П.25.
2.9. Размеры заусенечной канавки
Штамповка бывает двух разновидностей: закрытой и открытой (рис.2.8.) Применение закрытых штампов (рис.2.8.а) обеспечивает оптимальный расход металла на поковки, но предъявляет высокие требования к точности объёма заготовок перед штамповкой. При штамповке в открытом штампе (рис.2.8,б) излишек металла вытекает через узкую щель, устроенную по всему периметру ручья в плоскости разъёма, называемую заусенечной канавкой.

Рис.2.7. Радиусы сопряжений R, переходов R3, закруглений R1, R2, R4, R5,
и толщина ребер 2R1, мм, для поковок из цветных сплавов.

Рис.2.8. Молотовые штампы: а - закрытый; б - открытый; 1 - хвостовик типа «ласточкин хвост» для крепления штампа; 2 - ручей; 3 - замок; 4 - заусенечная канавка
Поковка при этом получается с облоем но наружному контуру, который удаляется затем а обрезком штампе. Наличие заусенечной канавки позволяет снизить точность изготовления заготовки, гарантируя при этом заполнение ручья, т.к. вытекание излишков металла в узкую облойную канавку затруднено, что создаёт повышенное давление на металл в полости ручья.
Профиль заусенечной канавки представлен на рис. 2.9.
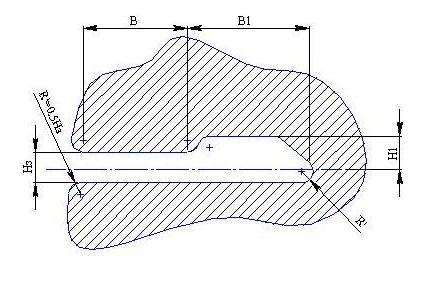
Рис.2.9. Заусенечная канавка.
Величина H3определяется по формулам:
H3 = 0,015 D;
H3 = 0,015 F.
где D-.диаметр поковки в плоскости разъема, мм;
F- площадь поковки в плоскости разъема, мм2.
Данные о соотношении размеров в зависимости от толщины мостика заусенца H3приведены в табл. П.26.