

4 Нагрев металла сварочным током
При контактной сварке детали нагревают электрическим током, пропускаемым через место сварки.
В соответствии с законом Джоуля-Ленца на участке электрической цепи между электродами с активным сопротивлением Rэ.э выделяется теплота Qэ.э , благодаря чему металл нагревается в зоне сварки до необходимой температуры.
Условия выделения теплоты при сварке непрерывно изменяются, так как изменяются Rэ.э и IСВ поэтому закон Джоуля-Ленца для данного случая выражается в дифференциальной форме:
Сопротивление Rэ.э невелико и измеряется в микроомах. Для точечной и шовной сварки Rэ.э складывается (рис. 8, а) из контактных сопротивлений деталь - деталь Rд.д и электрод – деталь Rэ.д и собственного сопротивления металла деталей Rд:
![]()

Рис. 8. Общее сопротивление зоны сварки:
а – точечной; б – стыковой; в – эквивалентная схема замещения зоны сварки
При стыковой сварке (рис. 8, б) в общем сопротивлении не учитывают сопротивление Rэ.д вследствие малого его значения и значительного удаления от места контакта.
Нагрев при контактной сварке имеет следующие особенности: относительно небольшое активное сопротивление; наличие контактного сопротивления; интенсивный отвод теплоты во время нагрева через электроды и окружающий металл; значительное изменение сечения, по которому протекает ток.
На условия нагрева также влияет изменение удельного сопротивления металла вследствие повышения температуры, образования или распада твердых растворов, пластической деформации, поверхностного эффекта и др.
При контактной сварке на общий нагрев оказывает влияние эффект Пельтье. Сущность эффекта заключается в следующем: в металлах средняя энергия электронов различна и изменение ее при нагреве также неодинаково. Эта энергия различна в металлах в твердом и расплавленном состояниях. Если через контакт металлов, разнородных или находящихся в твердом или расплавленном состоянии, пропустить электрический ток, то в зависимости от средней энергии электронов будет наблюдаться поглощение или выделение теплоты в месте контакта.
При симметричном переменном токе эффект проявляться не будет, так как общее количество теплоты, выделяющейся в контакте,
![]()
где Qэ.э и QП - теплота, выделяющаяся в соответствии с законами Джоуля - Ленца и Пельтье.
Теплота Пельтье пропорциональна Iсв и tсв. Доля этой теплоты в общем балансе энергии обычно не превышает 5 - 10 %.
При униполярных импульсах сварочного тока теплота Пельтье искажает симметрию литого ядра, что влияет на глубину провара и остаточную деформацию.
5 Электрическое сопротивление контакта
Если
через металлические проводники пропустить
ток и замерить падение напряжения на
двух участках равной длины (рис. 9), то
всегда
![]() вследствие контактного сопротивления
в месте стыка.
вследствие контактного сопротивления
в месте стыка.
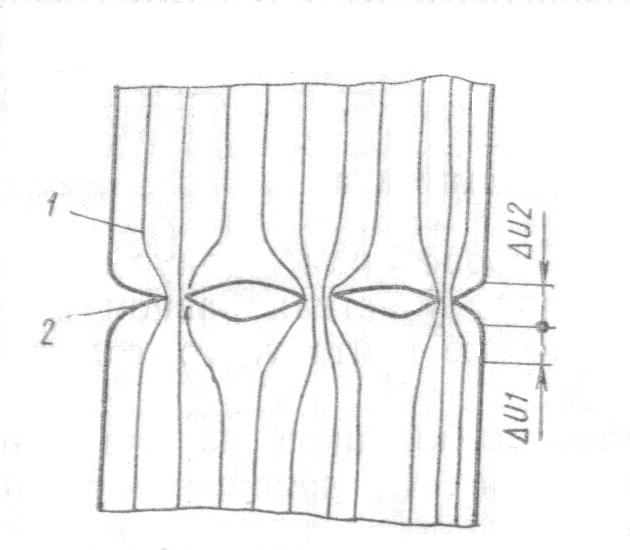
Рис. 9. Схема электрического контакта
1 – линии тока; 2 – отдельные точки касания
В месте контакта из-за касания проводников по отдельным микровыступам резко уменьшается сечение, что приводит к искривлению и локальному сгущению линий электрического тока («ситовой» характер проводимости). Шероховатость, оксиды и различные загрязнения затрудняют образование металлического контакта через микровыступы.
При измерении сопротивления двух холодных пластин из низкоуглеродистой стали толщиной (3 + 3) мм и усилии сжатия 2000 Н по схеме амперметр - вольтметр значение Rэ.э изменяется от 100 (шлифованная поверхность) до 80 000 мкОм (ржавчина и окалина на поверхности), при этом Rд < Rд.д + 2Кэ.д.
Увеличение
усилия сжатия Fсв
приводит
к пластическим деформациям, разрушению
оксидных пленок и снижению Rэ.э
,
(рис. 10). При снятии усилия контактное
сопротивление оказывается ниже
первоначального, что свидетельствует
о своеобразном гистерезисе контактного
сопротивления. Оксидные пленки и
загрязнения способствуют увеличению
сопротивления Rэ.э.
На стальных образцах
![]() .
При сварке происходит изменение
контактной поверхности электрода
(окисление, загрязнение, изменение
химического состава и др.) и контактное
сопротивление существенно увеличивается.
.
При сварке происходит изменение
контактной поверхности электрода
(окисление, загрязнение, изменение
химического состава и др.) и контактное
сопротивление существенно увеличивается.
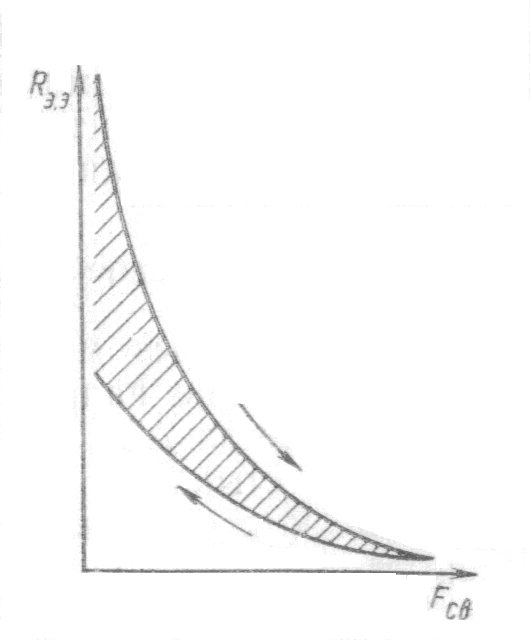
Рис. 10. Гистерезис сопротивление Rэ.э при изменении усилия сжатия Fсв
При нагреве места сварки развиваются процессы пластической деформации микровыступов, оксидные пленки разрушаются и контактные сопротивления быстро (несколько миллисекунд) снижаются практически до нуля. При сварке сталей это происходит уже при температуре около 600 °С, а при сварке алюминиевых сплавов - около 350 °С.
Контактное сопротивление Rд.д при стыковой сварке сопротивлением аналогично контактному сопротивлению при точечной и шовной сварке.
В общем балансе теплота, выделяемая в контакте, не превышает 15 %. Однако после быстрого исчезновения контактного сопротивления в этом месте остается зона нагретого металла, которая продолжает усиленно генерировать теплоту. Влияние контактного сопротивления на нагрев в зоне сварки возрастает с увеличением жесткости режима, так как время существования контактного сопротивления относительно общего времени прохождения сварочного тока существенно увеличивается.
При стыковой сварке оплавлением контактное сопротивление Rопл имеет другую природу. Между торцами свариваемых деталей образуются контактные перемычки расплавленного металла, которые и создают сопротивление. Их размеры растут с увеличением сечения свариваемых деталей и скорости оплавления. Контактное сопротивление (мкОм) рассчитывают по эмпирической формуле
![]()
где k1 - коэффициент, учитывающий свойства стали, для углеродистых и низколегированных сталей k1 = 1, для аустенитных сталей k1 = 1,1; S - сечение свариваемых деталей, см2; vопл - скорость оплавления, см/с; j - плотность тока, рассчитанная на все сечения, А/мм2.
Это контактное сопротивление по значению больше, чем при других способах, оно составляет 100-2500 мкОм и существует почти в течение всего процесса сварки.