

6 Общее сопротивление в зоне сварки
В течение нагрева выделение теплоты в зоне сварки происходит на сопротивлении Rэ.э участка между электродами.
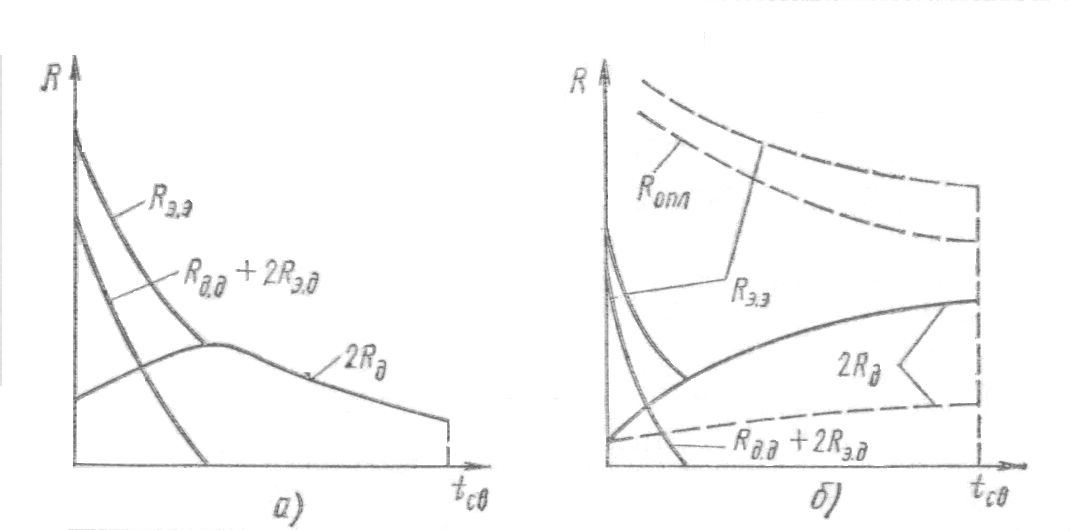
Для случая точечной сварки это сопротивление (рис. 11) в первый период быстро уменьшается вследствие снижения контактных сопротивлений. Степень снижения зависит от сжимающего усилия и с его повышением уменьшается.
Р
 ис.
11. Изменение электрических сопротивлений
в процессе точечной (а) и стыковой (б)
сварки ( - сопротивлением;
- оплавлением )
ис.
11. Изменение электрических сопротивлений
в процессе точечной (а) и стыковой (б)
сварки ( - сопротивлением;
- оплавлением )
Собственное сопротивление пакета из двух листов толщиной можно оценить с помощью формулы
![]()
где
2.Rд
- электрическое сопротивление реальной
цепи с учетом
растекания
тока вне цилиндра диаметром dэ.д;
Ад
- коэффициент сопротивления детали, Ад
= 2.Rд/Rц;
![]() - электрическое сопротивление цилиндра
диаметромdэ.д
и высотой 2..
- электрическое сопротивление цилиндра
диаметромdэ.д
и высотой 2..
Степень растекания тока и Ад зависят от отношения dэ.д/ (рис. 12). С увеличением толщины пластины (dэ.д = соnst) различие между 2Rд и Rц возрастает. Сопротивление Rд обычно вычисляют для конечной стадии процесса (к концу нагрева) и полученное значение используют для определения сварочного тока.
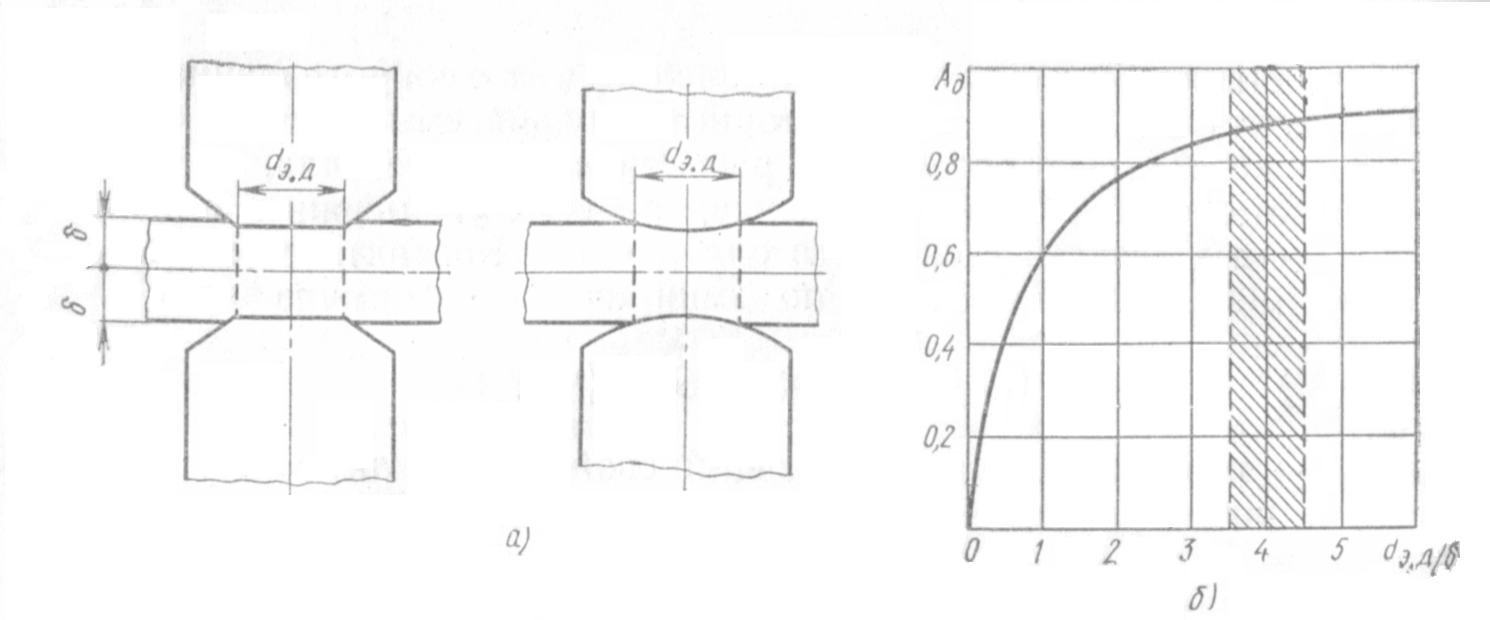
Рис. 12. Схема зоны нагрева с плоской и сферической рабочей поверхностью электрода (а) и зависимость Dд = Rд/Rц от dэ.д/. Наиболее распространенная область заштрихована (б)
При
плоской поверхности электрода ее диаметр
и есть dэ.д
в
конце нагрева (рис. 12, а).
При
сферической заточке этот диаметр
определяют по формуле
![]() ,
гдед
- условное сопротивление пластической
деформации.
,
гдед
- условное сопротивление пластической
деформации.
В конце
нагрева для сталей д
![]() 200 МПа, для алюминиевых сплавовд
200 МПа, для алюминиевых сплавовд
![]() 100 МПа. Тогда эта формула принимает вид
100 МПа. Тогда эта формула принимает вид
![]() ,
,
где кн - коэффициент, учитывающий неравномерность нагрева пластин, для сталей кн = 0,85; dк.кон - диаметр контакта к концу нагрева; 1 и 2 - удельные сопротивления соответственно для температур t1 и t2 нагрева листов пакета; для сталей принимают t1 = 1200 °С и t2 = 1500 °С.
При стыковой сварке сопротивлением схема изменения Rэ.э в течение нагрева аналогична схеме изменения этого сопротивления при точечной сварке.
При стыковой сварке оплавлением (рис. 12, б) суммарное сопротивление Rэ.э изменяется по другому закону. Контактное сопротивление Rопл существует в течение всего процесса оплавления, несколько снижаясь к концу периода в связи с повышением скорости оплавления вследствие увеличения числа контактов-перемычек и их сечения. Во время осадки это сопротивление исчезает и Rэ.э становится близким к 2.Rд.
При стыковой сварке сопротивлением после исчезновения контактного сопротивления общее сопротивление определяется длиной выступающих из зажимных губок деталей с учетом неравномерности их нагрева. При сварке оплавлением эта неравномерность зависит также от предварительного подогрева перед оплавлением.
На каждом участке электросопротивление приближенно определяется по общей формуле
Rд = m.t.l/S,
где m – коэффициент поверхностного эффекта, который до температур ферромагнитного превращения (для стали 768 °С) растет для деталей из углеродистой стали диаметром более 20 мм; t - удельное электросопротивление при температуре нагрева; l- длина участка с равной температурой.