

11 Процесс оплавления при стыковой сварке
При сварке оплавлением детали, закрепленные в зажимах, при включенном напряжении сближаются до соприкосновения. Торцовые поверхности начинают соприкасаться в отдельных точках, образуя перемычки, через которые проходит ток большой плотности. Перемычки нагреваются, расплавляются и взрывообазно разрушаются с выбросом паров и окисленных частиц металла. Во время оплавления торцы деталей постепенно оплавляются, выравниваются и прогреваются на необходимую глубину. Процесс заканчивается осадкой, при которой выдавливается расплавленный металл, покрывающий торцы, и развивается пластическая деформация в зоне соединения.
Оплавление должно быть непрерывным, для чего скорость подачи детали vопл должна быть согласована со скоростью расплавления перемычек. Если скорость расплавления недостаточная, то площадь контакта быстро увеличивается и наступает короткое замыкание сварочной цепи.
Длительность существования контактных перемычек между торцами, их число, площадь, характер разрушения зависят от многих причин (материала, размеров сечения, параметров электрической цепи сварочной машины и др.). Вначале в контакт вступают поверхности твердого металла. По мере возникновения пленки расплавленного металла контакты образуются между расплавленными участками торцовых поверхностей. На контактные перемычки действуют несколько сил. Поверхностное натяжение Fпн (рис. 19, а) стремится увеличить диаметр перемычек, а электромагнитные силы Fэ.м, пропорциональные квадрату тока, стремятся сжать и разорвать перемычку. Стягивание ее под действием электромагнитных сил увеличивает плотность тока и ускоряет разрушение перемычки. В результате взаимодействия тока в перемычке с магнитным полем сварочного контура возникает электромагнитная сила Fк, под действием которой перемычка перемещается и выталкивается из контура (рис. 19, б). Между перемычками, расположенными рядом, возникают электромагнитные силы взаимодействия Fэм.с, сближающие и объединяющие перемычки.
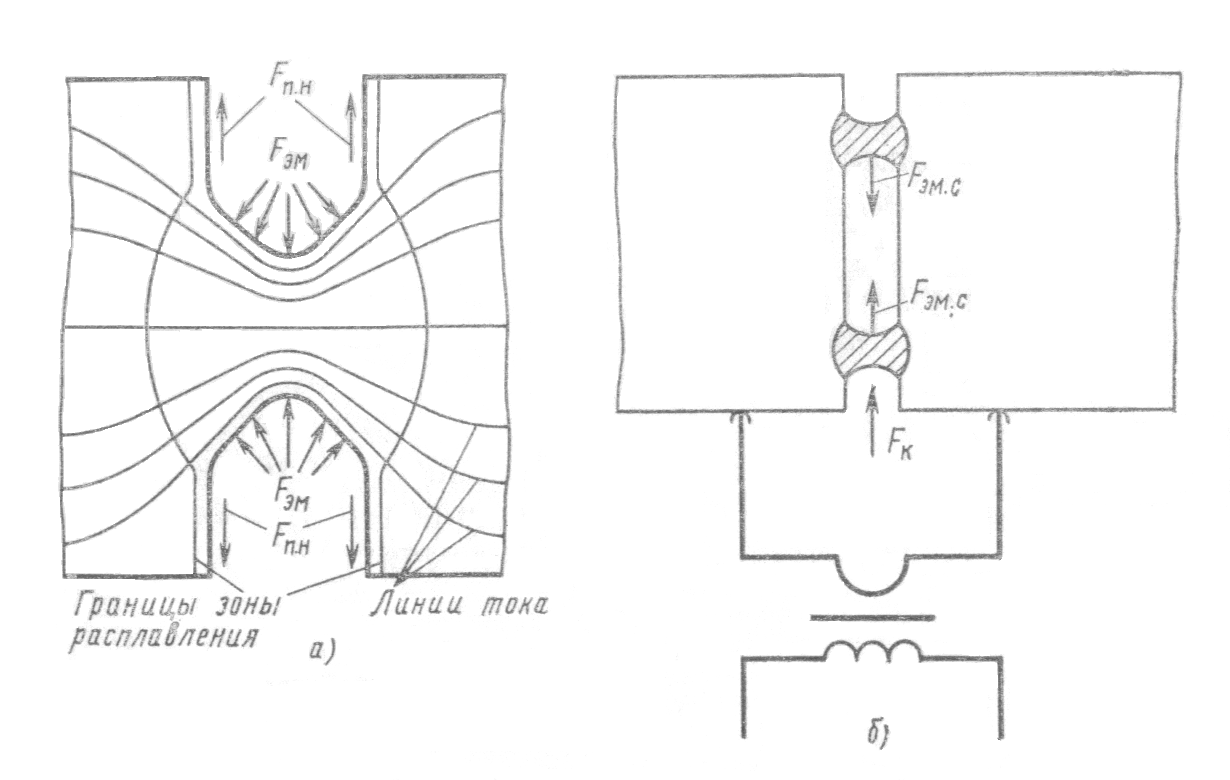
Рис. 19. Схема сил, действующих на контактную перемычку
при сварке оплавлением
Плотность тока в перемычке достигает 3000 А/мм2, а давление паров при ее взрыве - сотен мегапаскалей при температуре (6 - 8).103 0С. Время существования перемычки при сварке тонкого металла 0,001 - 0,005 с.
Во время оплавления между торцами обычно возникает несколько контактов и проходящий ток распределяется между ними. В моменты полного разрыва перемычек создаются благоприятные условия для, образования кратковременного дугового разряда. Этому способствуют ионизированные пары металла и накопление электромагнитной энергии в сварочном трансформаторе и вторичном контуре.
При образовании и разрушении контактных перемычек изменяется сопротивление во вторичном контуре, что приводит к характерным пульсациям тока и напряжения (до 500 в 1 с).
При оплавлении деталей большой толщины контактные перемычки имеют площадь более 50 мм2 и существуют в течение нескольких полупериодов тока промышленной частоты. Основанием каждой перемычки является кратер, который представляет собой массу расплавленного металла в твердой поверхности торца. Глубина и площадь кратера определяются размером перемычек. При сварке деталей с большими сечениями глубина достигает нескольких миллиметров.
Чтобы оплавление не прерывалось, мгновенная скорость сближения деталей должна соответствовать скорости их фактического укорочения.
По мере оплавления деталей температура их торцов повышается и скорость оплавления растет. В последнее время для сварки деталей больших сечений применяют импульсное оплавление. На основную скорость движения при оплавлении накладываются колебательные движения с амплитудой 0,3 - 1 мм и частотой 3 - 35 Гц. Периодическое повышение vопл увеличивает длительность существования контактов в твердом состоянии, вызывая их частичное поверхностное плавление, а снижение этой скорости ускоряет выброс расплавленного металла без образования глубоких кратеров и больших потерь теплоты с выброшенным металлом. Импульсное оплавление локализует нагрев, расширяет высокотемпературную зону и предупреждает быструю кристаллизацию расплава. В результате существенно снижаются ток оплавления, мощность машины, припуск на оплавление и повышается производительность.
Устойчивость процесса оплавления зависит от температуры нагрева торцов детали. В начале процесса, когда концы детали холодные, оплавление неустойчиво. При повышении температуры процесс оплавления стабилизируется. Поэтому при циклах сварки с предварительным подогревом процесс оплавления возбуждается и поддерживается легче.
Для
возбуждения процесса устойчивого
оплавления необходим ток короткого
замыкания Iкз
достаточной силы. Его значение определяют
отношением Iкз
/ Iопл
, которое для тонкостенных развитых
сечений составляет 2,5 - 3, для компактных
![]() .
На
устойчивость оплавления влияет также
характер сопротивления короткого
замыкания. Стыковые машины с низким
сопротивлением короткого замыкания
обеспечивают более устойчивый процесс
оплавления.
.
На
устойчивость оплавления влияет также
характер сопротивления короткого
замыкания. Стыковые машины с низким
сопротивлением короткого замыкания
обеспечивают более устойчивый процесс
оплавления.
Большое влияние на качество сварки оказывает защитное действие паров металла. Избыточное их давление затрудняет проникание воздуха в зазор между торцами деталей во время оплавления. Интенсивное окисление паров и капель металла одновременно связывает кислород, что способствует улучшению защиты торцов от окисления.
Температура торцовой поверхности деталей в начале процесса неравномерна, а по мере оплавления выравнивается. На поверхности постепенно образуется слой расплавленного металла. На стальных деталях небольшого сечения толщина этого слоя 0,1 - 0,3 мм. С увеличением сечения толщина расплавленного слоя увеличивается.