

9.1 Увеличение объема металла в зоне нагрева
Нагрев металла сопровождается увеличением линейных размеров и объема (дилатометрический эффект).
При нагреве объем металла увеличивается по линейному закону, а при расплавлении - скачкообразно. При точечной, рельефной и шовной сварке местный нагрев приводит и к местному объемному расширению металла (рис. 17).
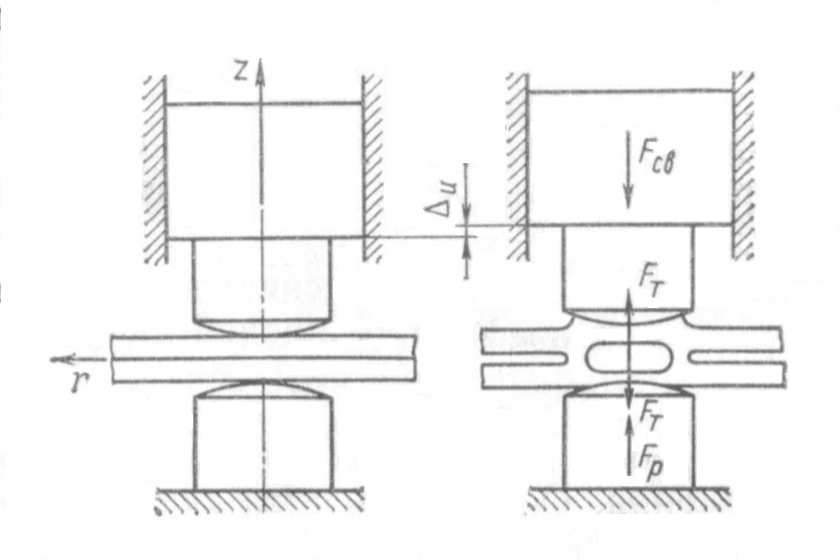
Рис. 17. Тепловое расширение металла при точечной сварке
Увеличение объема по оси r сдерживается более холодной жесткой массой металла, окружающего зону сварки. В направлении же оси z происходит относительно свободное его расширение под действием внутренних сил Fт, которые стремятся раздвинуть электроды. В сварочных машинах подвижен верхний электрод. Силы сжатия и инерции, развиваемые приводом, невелики по сравнению с силами термического расширения, поэтому верхний электрод перемещается на величину и. Последняя представляет собой разность между действительным расширением r и глубиной вмятины вм которая образуется в этот момент, и = r - вм. При оптимальных значениях и = (0,07 - 0,1) . .
10 Термопластические деформации при точечной, рельефной и шовной сварке
При точечной, рельефной и шовной сварке термопластические деформации происходят на всех стадиях образования сварного соединения. Они необходимы для создания электрического контакта, уплотняющего ядро пояска, и проковки соединения в заключительной стадии цикла при охлаждении. Общая величина этой деформации определяется глубиной вмятины вм, составляющей 10 - 20 % толщины металла.
Суммарную деформацию разбивают на деформации для создания электрического контакта к, уплотняющего пояска у и проковки пр. Наибольшая деформация приходится на у.
Деформация зависит от усилия и сопротивления пластической деформации д, последнее определяется механическими свойствами материала и в значительной степени зависит от температуры нагрева, увеличиваясь с повышением температуры
На рис. 18 показано направление и характер возникающих деформаций под действием нормальных z , r и касательных напряжений. Формирование уплотняющего пояска происходит в основном под действием касательных напряжений. Эти же напряжения способствуют частичному выдавливанию оксидных пленок на периферию соединения.
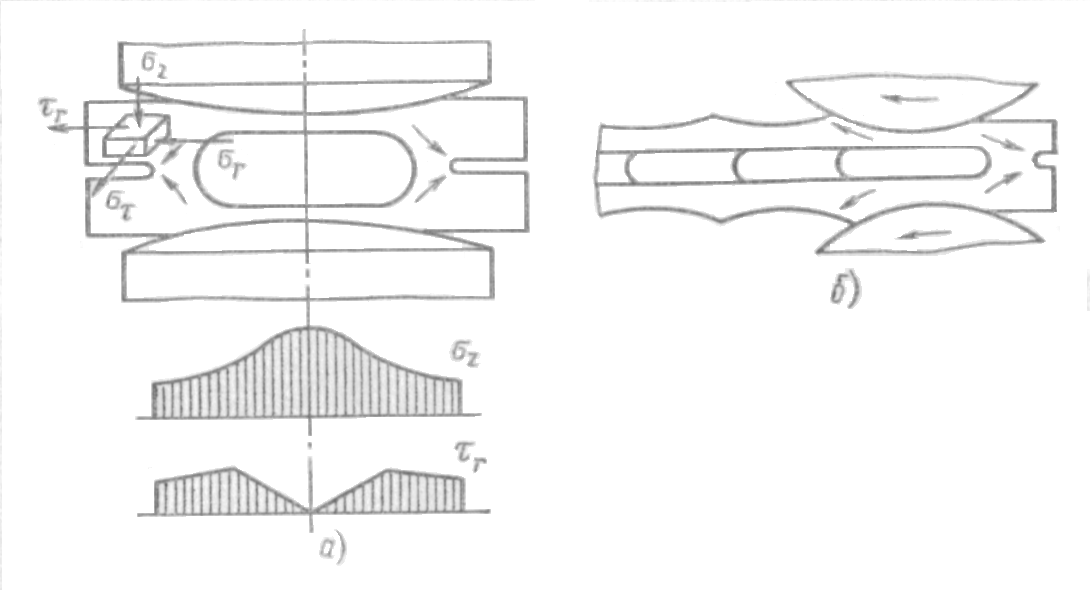
Рис. 18. Характер пластической деформации при точечной (а)
и шовной (б) сварке
Развитие термопластических деформаций зависит от основных параметров режима. При применении мягких режимов зоны нагрева увеличиваются и для пластической деформации требуются меньшие усилия. При рельефной сварке штампованными рельефами на листовом металле отсутствует характерная для точечной сварки вмятина. Уплотняющий литое ядро поясок создается в результате термопластической деформации рельефа, металл которого затекает в зазор. При этом способе сварки высокая и стабильная прочность соединений наблюдается и в твердой фазе, что можно объяснить интенсивной термопластической деформацией, происходящей при смятии рельефа.
При шовной сварке термопластические деформации развиваются, как и при точечной сварке. Теплосодержание зоны сварного соединения больше, чем при точечной сварке, поэтому сопротивление нагретого металла пластической деформации снижается и Fсв имеет сравнительно небольшое значение при высокой жесткости режима.