

7 Тепловой баланс при контактной сварке
Общая характеристика нагрева при контактной сварке выражается формулой теплового баланса
Qэ.э = Qпол + Qпот
где Qэ.э - общее количество теплоты, выделенной в зоне нагрева; Qпол - полезная теплота, расходуемая на нагрев металла в зоне сварки; Qпот - потери теплоты в окружающий металл, электроды и атмосферу.
В определенных пределах Qпол не зависит от продолжительности нагрева и определяется объемом нагретого металла V до температуры Т °С при удельной теплоемкости с и плотности :
Qпол = V.c..T .
Потери теплоты увеличиваются с увеличением продолжительности нагрева, поэтому растет и общее количество теплоты Qэ.э , (рис. 13). При этом неизбежно расширяется зона нагрева при высоком коэффициенте температуропроводности свариваемого материала.

Рис. 13. Типовая зависимость необходимой для сварки теплоты
от длительности нагрева
Среднее количество теплоты, выделяемой в единицу времени tсв при нагреве,
q = Qэ.э . tсв .
Последнее выражение не учитывает неизбежные потери в сварочной машине на нагрев сварочного трансформатора и токоведущих элементов.
С увеличением tсв необходимая мощность уменьшается (рис. 14). Скорость нагрева зоны сварки до заданной температуры зависит от установленной мощности (рис. 15). При большой мощности q1 температура Тсв, необходимая для сварки, достигается за время tmin. С уменьшением мощности длительность нагрева увеличивается. При использовании недостаточной мощности q3 нагреть место сварки до необходимой температуры невозможно. В этом случае выделяется недостаточное количество теплоты и вся она рассеивается в виде потерь.
Следовательно, мощность, необходимая для контактной сварки, не является постоянной величиной; она снижается с увеличением продолжительности нагрева, но всегда должна быть больше qmin.

Рис. 14. Типовая потребляемой при сварке мощности
от длительности нагрева
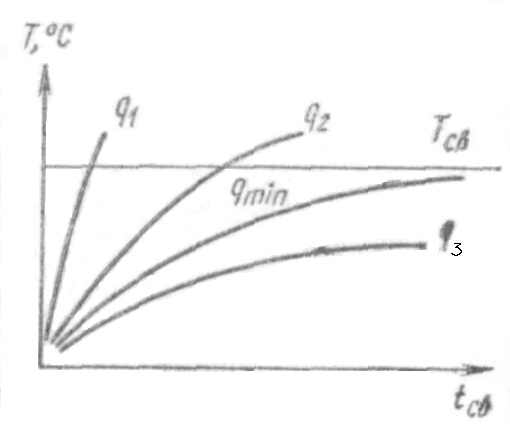
Рис. 15. Типовая зависимость температуры в зоне сварки
от длительности нагрева
Теплота, выделяющаяся на участке между электродами, является основным показателем, ее используют для приближенного расчета силы сварочного тока. Считают, что вся теплота Qэ.э расходуется на нагрев металла в зоне сварки (Q1), потери вследствие теплопроводности в окружающий металл (Q2) и электроды (Q3) т.е.
Qэ.э = Q1 + Q2 +Q3 .
Для точечной сварки зону нагрева теплотой Q1 до температуры плавления металла Тпл считают столбик металла высотой 2 и диаметром основания dэ (рис. 16). Теплота Q2 , расходуемая на нагрев прилегающей зоны металла, представляется в виде кольца шириной Х2, окружающего литое ядро, близкое по диаметру к dэ. Среднюю температуру кольца принимают равной четверти Тпл. Теплота Q3, нагревающая электроды, условно прогревает их на величину Х3. до средней температуры Т3, которую принимают равной (1/8).Тпл. Для приближенного расчета Q1 используют формулу
![]()
где с и — средняя теплоемкость и плотность металла изделия.
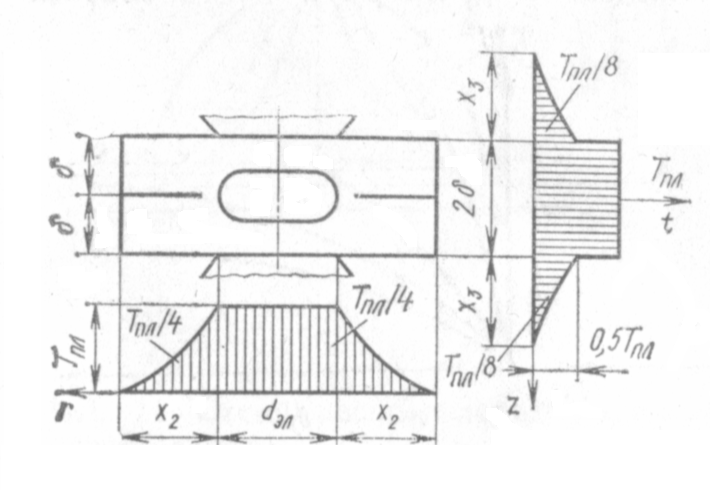
Рис. 16. Схема расчета силы сварочного тока при точечной сварке
В этом расчете допускают, что весь объем металла, а не литое ядро, нагрет до Тпл. В более точных расчетах выделяют отдельно зоны металла, нагретые ниже Тпл.
При
расчете Q2
принимают, что теплота во время сварки
успевает распространиться на расстояние
Х2.
Значение Х2
определяется временем сварки tсв
и температуропроводностью а
металла
![]() гдеа
— это
отношение теплопроводности
к средней теплоемкости с
и
плотности
[а
= /(с)
]. Если площадь кольца .Х2.(dэ
+ Х2),
его высота 2.
и средняя температура нагрева Тпл/4,
то
гдеа
— это
отношение теплопроводности
к средней теплоемкости с
и
плотности
[а
= /(с)
]. Если площадь кольца .Х2.(dэ
+ Х2),
его высота 2.
и средняя температура нагрева Тпл/4,
то
![]()
где к1 = 0,8 учитывает неравномерность распределения температуры по ширине кольца.
Потери теплоты в электродах Q3 рассчитывают по формуле
![]()
где
к2
-
коэффициент, учитывающий форму электродов;
при цилиндрическом электроде к = 1, при
коническом к = 1,5, а в случае использования
электродов со сферической рабочей
частью к = 2; сэ
и
э
— средняя теплоемкость и плотность
металла электрода;
![]() ,
гдеаэ.м
- температуропроводность материала
электродов.
,
гдеаэ.м
- температуропроводность материала
электродов.
Силу сварочного тока (действующее значение) рассчитывают по формуле закона Джоуля-Ленца:
![]()
где кис - коэффициент, учитывающий изменение сопротивления во время сварки; для низкоуглеродистых и низколегированных сталей кис = 1 - 1,1; для алюминиевых сплавов кис = 1,2 - 1,4; для коррозионно-стойких, жаропрочных сталей и титана кис = 1,1 - 1,2; tсв - время сварки, которое выбирают по эмпирическим формулам или таблицам рекомендованных режимов.