

3.2 Нагрев металла перед обработкой давлением
С повышением температуры нагрева сопротивление деформированию металла уменьшается, он становиться более ковким. Оптимальным температурным интервалом нагрева является такая температура, при которой не происходит пережога, перегрева и наклёпа металла.
Пережог появляется при нагреве стали близко к температуре плавления. При этом вследствие окисления границ зёрен появляется между ними твёрдая, но хрупкая плёнка продуктов коррозии. Пережог является неисправимым браком.
Перегрев происходит при температуре выше начала горячей обработки стали. Следствием перегрева является крупнозернистая структура поковок с низкими механическими свойствами. Перегрев можно исправить термической обработкой (отжигом).
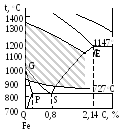
Рис. 3.3 Температурный интервал ГОД углеродистых сталей
При температурах ниже нижнего предела горячей обработки давлением (ГОД) происходит наклёп металла, в результате которого в изделиях могут образовываться трещины. Оптимальный температурный интервал ГОД углеродистых сталей определяется по диаграмме состояния Fe-C (рис. 3.3). Для легированных сталей этот температурный интервал сужен и предельные температуры несколько ниже. Для меди температура начала и конца ГОД составляет 900-7000С, латуней – 760-6000С, бронз – 900-7500С, алюминиевых сплавов – 470-4200С.
Термический режим нагрева стали перед обработкой давлением должен обеспечивать требуемую температуру, равномерность прогрева, сохранность целостности заготовки, минимальное обезуглероживание и окисление заготовки. Температура рабочего пространства печи (tп) должна быть больше температуры нагрева заготовки (tз). Разница между ними называется температурным напором (tн). При обычном нагреве tн = 100-1500С, при скоростном - tн = 200-3000С. Продолжительность нагрева, обеспечивающая равномерность нагрева по сечению заготовки с поперечным размером более 100 мм может быть определена ориентировочно по формуле:
T
= к Д![]() ,
,
где Т – время нагрева, ч;
Д – поперечный размер заготовки, м;
к – коэффициент, равный для углеродистых сталей - 10, для высоголегированных – 20.
Нагрев металла перед обработкой давлением производиться в нагревательных печах и электронагревательных устройствах. В печах передача теплоты металлу производится конвекцией или излучением. В электронагревательных устройствах теплота выделяется в самой заготовке.
Печи подразделяют на пламенные и электрические. По характеру распределения температур в рабочем пространстве печи делятся на две группы: камерные, в которых температура во всём рабочем пространстве одинаковая и методические, у которых температура повышается в направлении выдачи заготовок.
Камерные печи широко применяются в мелкосерийном производстве и для нагрева крупных слитков (массой до 300 т). По конструкции камерные печи могут быть с выдвижным подом, со съёмным сводом и муфельные. Разновидностями камерных печей являются колодцевые, щелевые и очковые печи.
Методические печи имеют 2-3 зоны с различной температурой, обеспечивают непрерывность выдачи нагретых заготовок. Методические печи применяют в крупносерийном штамповочном и прокатном производствах. По конструкции они бывают толкательными, конвейерными, с вращающимся подом и др.
Для нагрева широко применяют электропечи сопротивления. Эти печи могут быть камерными и методическими. Большим преимуществом электропечей является возможность точного регулирования температуры. Ввиду недостаточной стойкости нагревательных элементов при высоких температурах их используют для нагрева под обработку давлением цветных сплавов.
Электронагревательные устройства для ОМД подразделяются на индукционные и электроконтактные. В индукционном устройстве заготовку помещают во внутрь соленоида (индуктора), через который пропускают переменный ток. При этом в заготовке возникают вихревые токи Фуко, за счёт которых происходит нагрев. Для заготовок диаметров до 15 мм применяют ток частотой 500-800 Гц; для заготовок диаметром более 1500 мм – 50 Гц.
Преимуществами индукционного нагрева являются высокая скорость нагрева, отсутствие окалины, возможность автоматизации технологических операций, улучшение условий труда.
К недостаткам индукционного нагрева следует отнести малую универсальность и дороговизну индукционных устройств. Поэтому индукционный нагрев применяется в крупносерийном и массовом производстве деталей небольшой длины.
В электроконтактных устройствах нагрев производится за счёт омического сопротивления самой заготовки. При этом концы заготовки зажимают между медными контактами, к которым подводится ток большой силы. Такой нагрев рационально применять для удлинённых заготовок (L > 1,5 d2, где d ≤ 75 мм).
В ряде случаев для безокислительного нагрева мелких заготовок из высокоуглеродистой стали применяют электролит, расплавленные соли и стекло.
Вопросы для самоконтроля
Какие предъявляются требования по нагреву металла перед обработкой давлением?
Как устанавливается температурный интервал горячей обработки давлением углеродистых и легированных сталей?
Какие условия устанавливаются для обеспечения равномерного нагрева металла перед обработкой давлением?
Какие печи и нагревательные устройства используются для нагрева заготовок перед горячей обработкой давлением?
В чём состоит преимущество индукционного способа нагрева заготовок?
Чем отличаются камерные печи от методических?