

Выбор наилучших долей рассогласования.
Путём экспериментов с построенной моделью, можно подсчитать дисперсию фактической интенсивности от директивной на каждой фазе производства, как функцию от доли рассогласования, и выбрать наилучшую по критерию минимальной дисперсии.
Для первой фазы производства получим:
|
|
Дисперсия |
|
0.1 |
11760 |
|
0.2 |
4711 |
|
0.3 |
2313 |
|
0.4 |
1809 |
|
0.5 |
1549 |
|
0.6 |
1412 |
|
0.7 |
1283 |
|
0.8 |
1203 |
|
0.9 |
1169 |
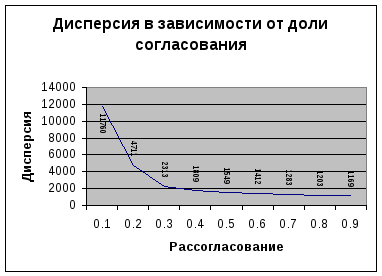
Результат практически совпадает с результатом, полученным на основе линейной модели. Можно предположить, что это определено тем фактом, что поставки сырья для продукции близки к директивной интенсивности, а следовательно, обеспечивают все потребности в её производстве, которое ориентируется на D(t).
Для второй фазы производства, при использовании на первой фазе =0,9, получены данные, на основе которых можно сделать следующие выводы:
Для каждого , дисперсии равны, либо превышают на единицу минимальную дисперсию первой фазы, которую, вообще говоря, в себя включают, значит отклонения не зависят от , используемой на второй фазе производства, тогда интенсивность производства второй фазы полностью определяется интенсивностью производства первой.
Влияние ограничений. Влияние запаздываний в управлении. В задаче представлены ограничения мощностей производства, уровня запасов на складах и условия неотрицательности запасов.
Все они представляют собой тесно взаимосвязанные факторы, которые препятствуют управлению системой. Также управляемость системы снижают запаздавания как по принятию решений, так и по их реализации. Для того, чтобы проанализировать присутствующие тут закономерности, используем программную реализацию модели.
Рассмотрим следующие случаи:
-
Без запаздываний. Подобное управление возможно в производственных системах с высокой скоростью обмена информацией между объектом и субъектом управления.
-
Каждый из периодов запаздывания на каждой фазе производства равен одному дню.
Экспериментальные данные приведены в таблицах (см. ниже).
При отсутствии запаздываний производство не может достичь директивной интенсивности, поскольку производство на первой фазе, имея за основу интенсивность предыдущего периода не может достичь растущего плана. Поэтому запас на входном складе постоянно растёт вплоть до 600. Решения на второй фазе производства, основанные на директивной интенсивности, не улучшают ситуации. Таким образом, в системе присутствует «узкое место», которое препятствует нормальному выполнению плана.
При наличии запаздываний СИТУАЦИЯ ТА ЖЕ, ОДНАКО отклонение от директивы больше.