

2.4 Розрахунок чисельність основних виробничих робітників
Чисельність основних робітників залежно від прийомів нормування трудових витрат встановлюють по професіях і розрядах на підставі трудомісткості робіт (продукції) або за нормами обслуговування (при багатоверстатному обслуговуванні).
Ступінь забезпеченості трудовими ресурсами оцінюється шляхом розрахунку чисельності персоналу, для чого попередньо складають річний баланс робочого часу одного облікового працівника, виходячи з графіку його роботи, тобто розраховують річний ефективний фонд роботи одного облікового працівника (ТЕФ), використовуючи при цьому завдання індивідуального варіанта за формулою:
|
|
(2.21) |
де Дк – річний календарний період, днів (прийняти 365днів);
Дс – кількість часу, який припадає на святкові дні протягом року (прийняти 10 днів);
Дв – кількість часу, який припадає на вихідні дні протягом року;
Двідп – середня тривалість відпустки працівника протягом року;
ДХВ – середня тривалість відсутності працівника через хворобу протягом року;
ДДО – середня тривалість виконання державних обов'язків працівником протягом року;
ДЦП – середня тривалість цілодобових простоїв протягом року;
ДУВ – середня тривалість учбової відпустки працівника протягом року.
За результатами обчислення річного ефективного річного фонду роботи облікового працівника складається баланс робочого часу для однозмінного графіку роботи у вигляді таблиці (його приклад наведено в табл. 2.1):
Таблиця 2.1
Приклад балансу робочого часу одного облікового працівника
(для однозмінного графіку роботи)
|
Показники |
днів |
годин |
|
1. Річний календарний фонд |
365 |
2920 |
|
- вихідні дні |
104 |
832 |
|
- святкові дні |
10 |
80 |
|
2. Річний номінальний фонд робочого часу |
251 |
2008 |
|
Планові невиходи по причинам: |
|
|
|
- основні відпустки |
24 |
192 |
|
- хвороби |
4 |
32 |
|
- виконання державних обов'язків |
1 |
8 |
|
- цілодобові простої |
1 |
8 |
|
- учбова відпустка |
1 |
8 |
|
Разом невиходів |
31 |
248 |
|
3. Річний ефективний фонд робочого часу |
220 |
1760 |
У розрахунку курсової роботи прийняти параметри одноверстатного обслуговування. При одноверстатному обслуговуванні наявна чисельність робітників, що виконують роботи на і-му виді обладнання, у зміну визначають за формулою:
|
|
(2.22) |

Наявна чисельність робітників на добу визначають за формулою:
|
|
(2.23) |
Штатна чисельність робітників визначають за формулою:
|
|
(2.24) |
Облікова чисельність робітників визначають за формулою:
|
|
(2.25) |
|
|
(2.26) |
де Кос – коефіцієнт облікового складу для врахування необхідного резерву на підміну робітників під час їх відсутності на робочому місці з поважних причин.
Розрахована кількість робітників, округлюється до більшого цілого значення та корегується за кожною професією і кваліфікацією з урахуванням виробничих умов.
2.5 Розрахунок тривалості виробничого циклу та вибір виду руху деталей
Структура виробничого циклу виготовлення будь-якої продукції складається з часу виробництва й часу перерв. Затрати часу, що входять до складу виробничого циклу, відображені на рис. 2.1.
Технологічна тривалість циклу партії деталей на ділянці залежить від кількості і виду операцій обробки деталей, розміру партії деталей і норм часу виконання операцій, а також виду руху деталей від операції до операції [1-10].
У межах курсової роботи необхідно вибрати один з видів руху деталей в процесі виробництва, що забезпечить мінімальну тривалість виробничого циклу. Тобто необхідно визначити тривалість технологічного циклу обробки партії j-го найменування деталей при послідовному, паралельному та паралельно-послідовному виді їх руху та обрати той вид, що має мінімальну тривалість.
Послідовний вид руху партій деталей.
Сутність цього виду руху характеризується такими умовами: вироби передаються на кожну наступну операцію всією партією після обробки її на попередній; устаткування в межах обробки партії виробів працює без простоїв. Тривалість технологічного циклу обробки партії j-го найменування деталей при послідовному виді їх руху:
|
|
(2.27) |
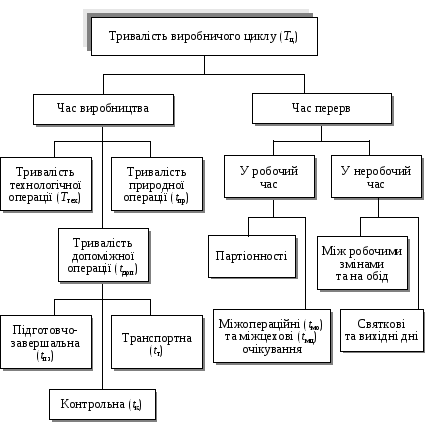
Рис. 2.1 Структура виробничого циклу
Паралельний вид руху партій деталей.
Сутність
паралельного виду руху полягає в тому,
що деталі (поштучно або транспортними
партіями) передаються на наступну
операцію негайно після закінчення
обробки на попередній операції, незалежно
від часу виконання суміжних операцій
та готовності всієї партії. Таким чином,
обробка деталей партії здійснюється
одночасно
на багатьох операціях. У разі великих
партій предмети праці передаються не
поштучно, а частинами, на які поділяється
обробна партія (![]() ).
Вони називаються транспортними (або
передатними) партіями (р).
Кількість деталей у транспортній
партії установлюється практичним
шляхом. У разі поштучного передавання
р
=
1. Тут немає пауз в обробленні деталей
(перерв партіонності), що веде до
скорочення тривалості технологічної
частини виробничого циклу й зменшення
незавершеного
виробництва.
).
Вони називаються транспортними (або
передатними) партіями (р).
Кількість деталей у транспортній
партії установлюється практичним
шляхом. У разі поштучного передавання
р
=
1. Тут немає пауз в обробленні деталей
(перерв партіонності), що веде до
скорочення тривалості технологічної
частини виробничого циклу й зменшення
незавершеного
виробництва.
Тривалість технологічного циклу обробки партії j-го найменування деталей при паралельному виді їх руху:
|
|
(2.28) |

де
 — час найтривалішої (головної) операції.
— час найтривалішої (головної) операції.
Особливої уваги за паралельного виду руху заслуговує головна операція. Скорочення часу на її здійснення веде до зменшення простоїв на всіх інших операціях.
Слід зазначити, що також і при паралельному виді руху партій деталей по операціях спостерігаються простої: по-перше, до початку обробки на першій операції і після закінчення обробки на останній операції; по-друге, деталі пролежують усередині транспортної партії.
Паралельно-послідовний вид руху партій деталей.
Сутність паралельно-послідовного виду руху полягає в тому, що на кожному робочому місці робота провадиться без перерв, як при послідовному русі, але разом з тим має місце паралельна обробка однієї й тієї самої партії деталей на суміжних операціях. Іншими словами, такий вид руху характеризується порядком передавання предметів праці на наступну операцію, за якого її виконання починається до закінчення обробки всієї партії на попередній операції, тобто є паралельність виконання операцій. При цьому обробка деталей усієї партії на кожній операції провадиться безперервно.
|
|
(2.29) |

 —час
найкоротшої операції при порівняння
двох сусідніх.
—час
найкоротшої операції при порівняння
двох сусідніх.
За такої організації виробничий цикл виготовлення партії деталей характеризується тим, що, по-перше, його тривалість менша, ніж при послідовному виді руху; по-друге, у ньому відсутні перерви в роботі устаткування й робітників; по-третє, при цьому виді руху загальний час пролежування деталей на операціях набагато менший, ніж при послідовному виді руху.
Тобто, для кожної деталі А, Б та В обрано певний вид руху під час обробки (за мінімальним часом). Для цього виду руху деталей розраховують тривалість виробничого циклу. У загальному вигляді тривалість виробничого циклу у хвилинах розраховується для окремих деталей (Тц j) (або їх партій):
|
|
(2.30) |
 =
=
де ti j, tпр j, tп-з j, tтр j, tк j, tмоп j, tмц j — час технологічних операцій, природних процесів, підготовчо-завершальних, транспортних операцій, контрольних операцій, міжопераційної і відповідно міжцехової (міжзмінної) перерв в обробленні деталей, пов'язаних з режимом роботи дільниці.
Параметрами, що є відсутніми у курсовій роботі (часом природних процесів, транспортування, контролю, міжцехової та міжзмінної перерв) можна знехтувати (вони дорівнюватимуть нулю).
Тривалість виробничого циклу у робочих днях розраховується для окремих деталей (Тц рд j) (або їх партій):
|
|
(2.31) |
Для відображення тривалості виробничого циклу в календарних днях (Тц кд j) тривалість виробничого циклу у робочих днях треба помножити на співвідношення календарних (Дк) і робочих (Др) днів у році, тобто коефіцієнт календарності (Кк):
|
|
(2.32) |
|
|
(2.33) |