

Конспект лекций Бордусов
.pdfМАТЕРИАЛЫ
к дисциплине
"ТЕХНОЛОГИЧЕСКИЕ СИСТЕМЫ ДЛЯ ЭЛЕКТРОФИЗИЧЕСКИХ ПРОЦЕССОВ ФОРМИРОВАНИЯ СТРУКТУР ПРИБОРОВ ЭЛЕКТРОН-
НОЙ ТЕХНИКИ"
|
1 |
СОДЕРЖАНИЕ |
|
ВВЕДЕНИЕ |
3 |
1. Ультразвуковые электротехнологические установки |
6 |
1.1. Области применения и технологические возможности оборудования |
|
для ультразвуковой обработки (УЗО) |
6 |
1.2. Классификация и состав оборудования |
8 |
1.3. Основные технические характеристики ультразвуковых |
|
электротехнологических установок |
9 |
1.4. Примеры типовых схем и работы оборудования для УЗ обработки |
11 |
1.5. Оборудование для ультразвуковой размерной обработки |
12 |
1.6. Универсальные ультразвуковые станки |
12 |
1.7. Конструктивные и технологические особенности инструмента |
|
для УЗО |
13 |
1.8. Типовые конструкции инструментов для УЗО |
14 |
1.9. Материалы инструментов |
18 |
1.10. Форма и размеры рабочей части УЗ инструмента |
19 |
1.11. Расчет геометрических размеров концентраторов-инструментов |
20 |
1.12. Порядок проектирования технологических процессов при УЗ- |
|
обработке |
23 |
2. Оборудование для электроэрозионной обработки металлов |
24 |
2.1. Классификация видов электроэрозионной (ЭЭ) обработки |
24 |
2.2. Технологическое использование оборудования и процессов ЭЭО |
26 |
2.3. Компоновка и состав электроэрозионного оборудования |
27 |
2.4. Элементы и системы электроэрозионного оборудования |
28 |
2.5. Электроды-инструменты |
34 |
3. Оборудование для размерной электрохимической обработки |
37 |
3.1. Особенности процессов размерной ЭХО |
37 |
3.2. Области применения электрохимической размерной обработки |
37 |
3.3. Типовая структура оборудования для ЭХО |
39 |
3.4. Конструктивные особенности станка для электрохимической |
|
обработки |
40 |
3.5. Источники технологического тока |
41 |
3.6. Токоподводы установок электрохимической обработки |
42 |
3.7. Системы управления оборудованием ЭХО |
43 |
3.8. Виды и компоновка станков для ЭХО |
48 |
4. Оборудование для электроннолучевой обработки материалов |
50 |
4.1. Технологические возможности и состав установок |
50 |
для электронно-лучевой обработки |
50 |
4.2. Электромеханический комплекс |
51 |
4.3. Энергетический комплекс электронно-лучевой установки |
58 |
4.4. Управление электронно-лучевой обработкой |
58 |
4.5. Виды систем управления электронно-лучевыми установками |
59 |
2 |
|
4.6. Автоматизированная электронно-лучевая установка |
60 |
для сварки и размерной обработки |
60 |
5. Лазерное технологическое оборудование |
65 |
5.1. Технологические особенности оборудования для лазерной |
|
обработки материалов |
65 |
5.2. Применение лазерного технологического оборудования в |
|
производстве РЭС |
65 |
5.3. Структура и состав оборудования для лазерной обработки |
66 |
5.4. Виды лазерных технологических установок |
67 |
5.5. Компоновочные решения лазерных технологических устройств |
69 |
6. Оборудование электроимпульсной обработки пластическим |
|
деформированием |
73 |
6.1. Оборудование электроимпульсной обработки |
73 |
6.2. Установки магнитно-импульсной обработки металлов |
74 |
7. Оборудование для плазменной обработки материалов и изделий |
|
электронной техники |
80 |
7.1. Плазменное технологическое оборудование неравновесной плазмы |
80 |
3
ВВЕДЕНИЕ
Технология — наука по изучению процессов производства различных изделий и устройств. Слово «технология» образовано от двух греческих слов: «техно» — мастерство и «логос» — учение. Технология всегда связана с процессами переработки или обработки материалов, т.е. изменения их свойств или формы.
Совокупность действий, в результате которых сырье, материалы или полуфабрикаты превращаются на предприятии в готовую продукцию, называется «производственным процессом».
«Технологическим процессом» называется часть производственного процесса, связанная с непосредственным изменением формы или состояния материала, свойств отдельных деталей или их сборкой.
В широком смысле слова «технология» — это способ освоения человеком материального мира посредством социально организуемой деятельности.
При этом необходимо 3 компонента:
—научные принципы;
—орудия труда;
—люди, владеющие профессиональными навыками.
Электрофизические и электрохимические методы обработки появились сравнительно недавно: некоторым из них 50 лет, другим не более 10…15.
Новые методы начали интенсивно развиваться в связи с созданием современных отраслей промышленности (космической, атомной, электронной), стремительным ростом приборостроения, энергетического и химического машиностроения, инструментальной промышленности и др. С развитием этих отраслей создавались новые высокопрочные материалы, которые трудно поддаются классическим методам обработки резанием. Интенсивное внедрение в промышленность обработки давлением, точного литья, пластмасс увеличило потребность в штампах, литейных формах, пресс-формах и других изделиях сложной конфигурации.
В связи с созданием новых конструкций машин и приборов, тенденцией к миниатюризации в микроэлектронике и приборостроении требуется осуществлять уникальные технологические операции, невыполнимые или трудновыполнимые обычными методами обработки резанием.
Для многих из этих отраслей серьезной проблемой стало создание высокопроизводительных методов резки и раскроя листового материала при минимальном количестве отходов.
Решение многих проблем развития современного производства было найдено в создании, разработке и совершенствовании электрофизических и электрохимических методов обработки материалов. В основе этих методов лежит использование различных физико-химических процессов энергетического воздействия на заготовку для формообразования или обработки детали, либо материала.
Существуют несколько вариантов классификации методов электрофизико-
4
химической обработки:
а) по виду и характеру энергетического воздействия на обрабатываемый материал:
—электроразрядные;
—электрохимические;
—ультразвуковые;
—лучевые;
—комбинированные.
б) по характеру явлений, происходящих вследствие воздействия на заготовку электрического тока — основного вида энергии, затрачиваемого на осуществление обработки:
—химическое воздействие электрического тока (разновидности электрохимической обработки);
—теплового воздействия электрического тока (электроэрозионная обработка, плазменная, лучевые методы обработки, лазеры);
—механическое воздействие электрического тока или электромагнитного поля (УЗО, электрогидролиз);
—сочетание различных воздействий электрического тока и электромагнитного поля одновременно друг с другом, а также с различными процессами механической обработки.
в) по виду об работки:
—с применением инструмента (электроэрозионный, электрохимический, ультразвуковой);
—обработка с использованием высококонцентрированных потоков энергии (электроннолучевая, светолучевая, плазменная, электровзрывная, магнитоимпульсная);
—комбинированные методы (анодно-механический, электроэрозионнохимический, обработка с наложением ультразвуковых колебаний, электролазерный и др.).
Общей объединяющей основой всех этих методов является использование электрической энергии в процессе формообразования или обработки.
Необходимость применения и развития указанных методов обработки обусловлена тремя специфическими особенностями развития современных отраслей промышленности.
1.В конструкциях машин и приборов все шире применяются твердые, жаропрочные и другие специальные сплавы и стали с различными легирующими добавками, трудно обрабатываемые классическими методами механообработки.
2.Все чаще к формообразованию деталей приборов и устройств предъявляются специальные требования — обработка детали с точностью 1 мкм, прорезание пазов шириной 5…7 мкм, образование отверстия с криволинейной осью или конической поверхностью и др.
3.В связи с широким развитием вычислительной, полупроводниковой и электронной техники появилась необходимость массовой обработки миниатюрных деталей: обработка тонкостенных деталей, деталей объемом
5
меньше 1 см2 и др.
Примеры использования электрофизикохимических методов обработки в производстве изделий электронной техники:
электроэрозионная обработка — обработка полостей кованых штампов и пресс-форм, формообразование анодных блоков магнетронов, электроэрозионная вырезка деталей вакуумной и электронной техники (сеток, решеток, пазов и др.), прошивание мелкоразмерных отверстий в корпусах, деталях плазменных устройств, обработка мелких деталей из нержавеющей стали, вырезание спиралей ламп бегущей волны и т.д.;
электрохимическая обработка — обработка внутренних полостей сложной формы, сверление глубоких отверстий, полирование поверхности деталей сложной формы, снятие заусенцев на деталях после механической обработки, изготовление печатных плат;
ультразвуковая — очистка деталей, подложек ИС; сверление отверстий в полупроводниковых и диэлектрических подложках, приварка проволоки к контактным площадкам ИС и т.д.;
лазерная сварка — выводы диодов, миниатюрных реле (в частности герконовых), выводы для солнечных элементов, лазерная сварка баллонов для электронных ламп и корпусов полупроводниковых приборов;
лазерная резка — заготовок из алмаза, формы из керамических подложек, скрайбирование кристаллов и т.д.;
лазерное сверление, закалка и т.д. электронно-лучевая обработка — испарение материалов с целью нанесения тонких пленок, подгонка элементов ИС, зонная плавка с целью роста монокристаллов кремния и германия, точечная сварка, сварка деталей из разнородных материалов (вольфрам и молибден, никель и сталь), электронно-лучевая литография и т.д.;
плазменные методы — микрофрезерование, нанесение тонких пленок, резка, наплавка и т.д.;
электровзрывная — формирование отражателей приемно-передающих антенн и т.д.
Однако наряду с положительными особенностями или свойствами электрофизикохимических методов им присущи и некоторые недостатки или ограничения, которые обусловлены их физической сущность и спецификой.
Основные недостатки их следующие:
1)повышенная энергоемкость процессов при равнозначных с механической обработкой производительности и качественных показателях;
2)относительная громоздкость применяемого технологического оборудования и оснастки, а также необходимость применения специальных источников питания электрическим током, устройств для подачи, сбора, хранения и очистки рабочей жидкости;
3)необходимость размещения технологического оборудования в отдельных помещениях, связанная зачастую с учетом повышенной пожарной опасности и выполнением специфических требований безопасности труда.
6
1.Ультразвуковые электротехнологические установки
1.1.Области применения и технологические возможности оборудования
для ультразвуковой обработки (УЗО)
Современное развитие ультразвуковой техники открывает широкие возможности для применения ультразвука при интенсификации различных технологических процессов.
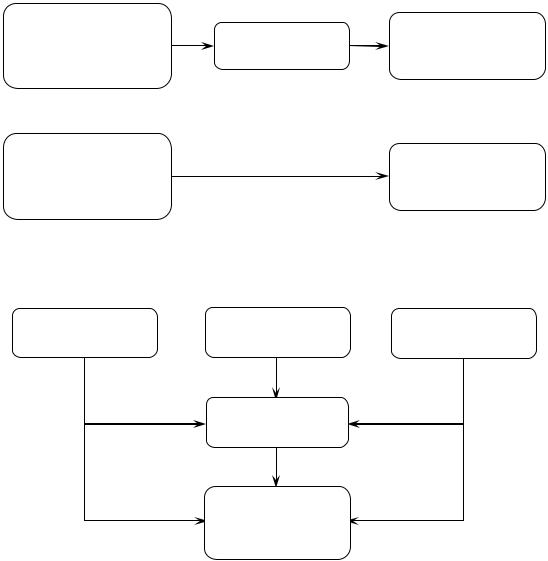
В общем случае можно представить три варианта ультразвуковых установок, классифицируемых по виду воздействия ультразвука на технологический объем.
Воздействие ультра- |
|
Объект |
|
звука, физические, |
Технологическая |
||
технологического |
|||
химические и прочие |
среда |
||
воздействия |
|||
воздействия |
|
||
|
|
а
Воздействие ультра- |
Объект |
|
звука, физические, |
||
технологического |
||
химические и прочие |
||
воздействия |
||
воздействия |
||
|
б
Воздействие |
Химическое |
Физическое |
ультразвука |
воздействие |
воздействие |
Технологическая
среда
Объект
технологического
воздействия
в
Рис. 1.1. Варианты построения ультразвуковых установок по виду воздействия ультразвука на технологический объект
7
По первой схеме осуществляется обработка изделия через промежуточную технологическую среду, служащую передаточным звеном между источником воздействия и объектом воздействия. Примером служат: ультразвуковая абразивная обработка (УЗАО), ультразвуковая очистка жидкости (УЗОч), диспергирование и др.
По второй схеме воздействие оказывается непосредственно на объект, без использования промежуточной технологической среды. Такие процессы происходят при воздействии на твердую среду, и реже — на жидкую. Примером могут служить операции соединения (сварка, пайка); снятие остаточных напряжений после термической обработки металла; дегазация расплавов и т. д.
По третьей схеме осуществляется комбинированное воздействие ультразвука и на объект, и на технологическую среду. Примерами являются: ультразвуковая очистка абразивным инструментом, очистка изделий при контактном возбуждении ультразвуком, механическая обработка режущим инструментом, в котором возбуждаются ультразвуковые колебания и т.д.
Наиболее широко в производстве изделий электронной техники представлены технологические процессы и установки, в которых обработка объекта ультразвуком осуществляется через технологическую среду. Они объединены в две большие группы:
—ультразвуковая абразивная обработка свободными абразивными зернами;
—УЗО, основанная на кавитационных явлениях.
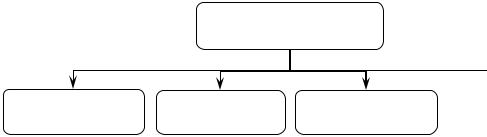
УЗАО свободными абразивными зернами
Ультразвуковая |
УЗ вырезание |
УЗ объемное |
отрезка (УЗОт) |
|
копирование |
…
...
Рис. 1.2. Разновидности операций процесса ультразвуковой абразивной обработки
Методами УЗО свободными (незакрепленными) абразивными зернами, в основном, обрабатываются твердые хрупкие материалы.
При осуществлении этих операций, определяющим является воздействие УЗК, на абразивную суспензию, подаваемую в зазор между рабочей поверхностью УЗ-инструмента и заготовкой.
8
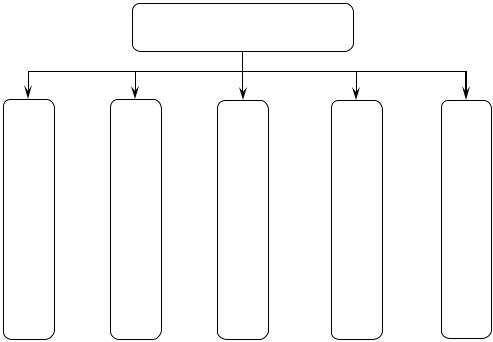
Процессы УЗО, основанные на кавитационных явлениях
Очистка заготовок и деталей от загрязнений |
Очистка абразивных (алмазных) инструментов от шлама |
Интенсификация химического травления |
Интенсификация нанесения гальванических покрытий |
Интенсификация процесса пропитки смолами |
Рис. 1.3. Разновидности операций процесса ультразвуковой обработки, основанные на кавитационных явлениях
Этот весьма краткий обзор методов обработки с использованием УЗК и реализуемых только по одной схеме организации технологических процессов и построения оборудования показывает на существование широкой разновидности оборудования, в основу работы которого положены ультразвуковые колебания.
1.2. Классификация и состав оборудования
Классификация ультразвуковых установок может осуществляться по различным признакам:
1)по схеме воздействия ультразвука на объект технологической обработки (обработка объекта ультразвуком через технологическую среду; непосредственное воздействие ультразвука на объект; комбинированное воздействие);
2)по областям применения (очистка, механическая обработка, ультразвуковая сварка, диспергирование, эмульгирование и т.д.);
3)по конструктивному оформлению оборудования, связанного с характером обслуживания (автоматизированные, полуавтоматизированные, с ручным обслуживанием и с применением малой механизации);
4)по использованию установок в общем цикле производства (установки индивидуального исполнения, установки встраиваемые в поточные линии, агрегаты и т.п.);
5)по техническим возможностям (универсальные, рассчитанные на производство операций при значительной номенклатуре обрабатываемых изделий; специализированные, предназначенные для обработки определенного вида изделий или группы однотипных изделий);
6)по габаритным размерам (стационарные и переносные).
9
Любая ультразвуковая установка представляет собой комплекс, состоящий из одного или нескольких ультразвуковых генераторов, предназначенных для преобразования энергии тока промышленной частоты в энергию тока высокой частоты, ультразвуковых преобразователей, преобразующих энергию тока высокой частоты в энергию механических колебаний, и технологического устройства, в котором энергия механических колебаний активно воздействует на обрабатываемый объект. Кроме этого в установках могут быть механизмы перемещения детали, подачи колебательной системы, устройства и системы охлаждения, смазки и т.д.
1.3. Основные технические характеристики ультразвуковых электротехнологических установок
Ультразвуковые установки обладают электрическими и неэлектрическими характеристиками.
К электрическим относятся:
—рабочая частота или диапазон частот;
—мощность ультразвуковой частоты;
—потребляемая мощность;
—режим работы (непрерывный, импульсный);
—уровень индустриальных радиопомех. Неэлектрические характеристики:
—производительность;
—конструктивные особенности (определяются габаритами и массой установки, удобством обслуживания и ремонта, требованием хорошего естественного или принудительного теплоотвода, теплостойкость и влагостойкость деталей и узлов, устойчивость к внешним воздействиям);
—уровень шумов;
—эксплуатационные, экономические и энергетические показатели.
1.3.1.Электрические характеристики
Рабочая частота или диапазон частот устанавливается в зависимости от назначения ультразвуковых установок. Для установок с ламповым генератором
в соответствии с ГОСТ 13952 — |
выделены |
следующие |
полосы частот: |
18 1,35 кГц, 22 1,65 кГц, 44 4,4 кГц, |
66 6,6 кГц, |
440 11 кГц, |
880 8,8 кГц и |
1760 44 кГц. Для установок с транзисторными генераторами в соответствии с ГОСТ 16165 — выделены полосы частот 18 1,35 кГц, 22 1,65 кГц, 44 4,4 кГц и
66 6,6 кГц.
Эти же частоты используются для УЗ установок с генераторами на тиристорах и машинными генераторами.
Под мощностью УЗ установок понимают электрическую мощность ультразвуковой частоты, подводимую к электроакустическим преобразователям. В соответствии с ГОСТ 9865 — установлен следующий ряд номинальных мощ-