

Розрахункова частина
Вибір та економічне обґрунтування методу отримання заготовки
Для вибору виду заготівки потрібно розібрати всі види заготівок. Основними видами заготівок є відливка, прокат, штамповка та поковка. Для заданого інструменту ефективніше вибрати штамповку та поковку.
Поковки характеризуються меншою, ніж у відливки шорсткістю поверхні, але більшою хвилястістю; підвищеною твердістю поверхневого шару (корки), великими величинами припусків на обробку і невисокою вартістю. Поковка є пластичною, володіє хорошою міцністю і високою надійністю, в зв'язку з цим їх часто застосовують в металургійній, атомній та автомобільної промисловості, в яких немаловажним стає опір виробів напрузі, ударного навантаження і втоми. Тому подальше застосування поковок це використання їх у виробництві різних деталей і заготівок (колінвал, редуктор, шпинделі тощо)
Штампування застосовуються для виготовлення деталей з пластичних металів більш складною, ніж у виливків, конфігурації. При штампуванні можливе отримання отворів будь-якої форми й конфігурації. Заготівля-штамповка відрізняється малою шорсткістю поверхні, високою точністю, малими значеннями припусків на обробку та найвищою вартістю. Заготівлі-штампування застосовують в тих випадках, коли є поверхні, які неможливо обробити механічно, але потрібно їх високу якість.
Для точного вибору заготівки потрібно провести техніко-економічні розрахунку для кожного за двох типів заготівки.
Загальні припуски на заготівку-поковку приймаємо за ГОСТ 7829-93. Розрахунок розмірів заготівки приводимо в таблиці 2.1
Таблиця 2.1 Розрахунок розмірів заготівки-поковки
|
Розмір деталі, мм |
Шорсткість |
Припуск
|
Розміри заготівки, мм |
Допуск, мм | ||
|
розрахункові |
прийняті | |||||
|
|
Ra 6.3 |
|
145 |
145±3 |
6 | |
|
L490 |
Ra 6.3 |
|
515 |
515±7.5 |
15 | |
|
|
Ra 2.5 |
|
123 |
123±3 |
6 | |
|
l290 |
Ra 6.3 |
|
305 |
305±5 |
10 | |








Припуск на довжину визначають за формулою
 (2.1)
(2.1)

 (2.2)
(2.2)

Виконуємо ескіз заготівки
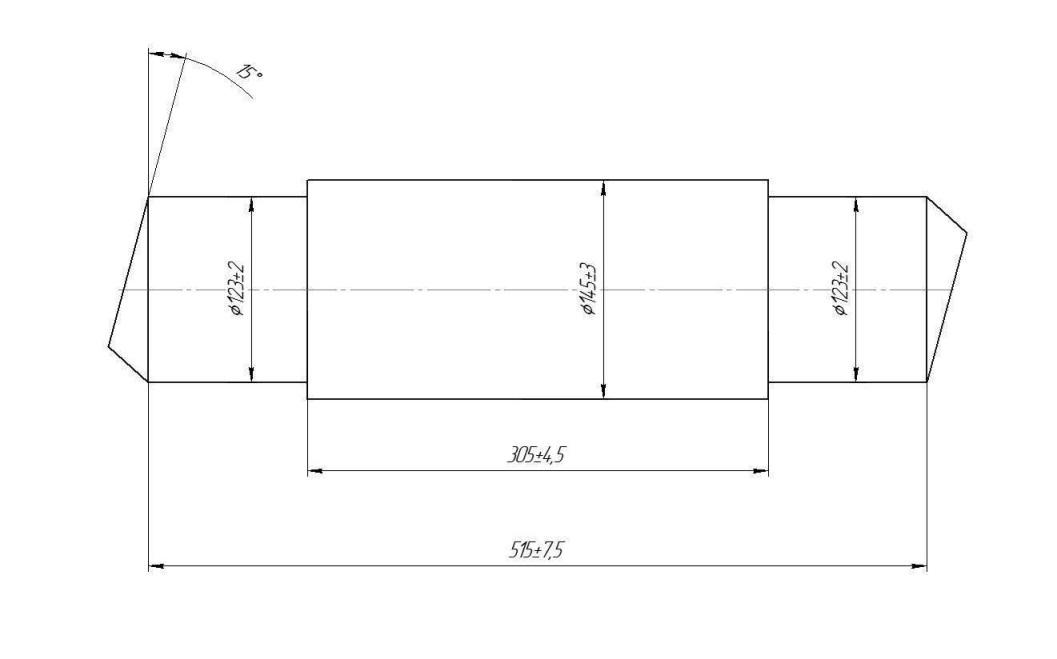
Мал. 2.1 – Ескіз заготівки-поковки
Визначаємо об’єм заготівки
 (2.3)
(2.3)
Так як заготівка складається з 3 циліндрів два з яких однакових, то:
 (2.4)
(2.4)
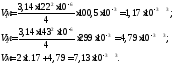
Визначаємо об’єм менших двох циліндрів
 (2.5)
(2.5)

Визначаємо об’єм більшого циліндру
 (2.6)
(2.6)

Визначаємо загальний об’єм заготівки

Визначаємо масу заготівки
 (2.7)
(2.7)
Де: γ – густина матеріалу;
Приймаємо


Визначаємо коефіцієнт використання металу
 (2.8)
(2.8)

Визначаємо вартість заготівки
 (2.9)
(2.9)
Де: Вм – вартість матеріалу (приймаємо Вм=5750 грн./т);
Ввід – вартість відходів (приймаємо Ввід=111 грн./т);

Загальні припуски на заготівку-штамповку приймаємо за ГОСТ 7505-89 попередньо визначив індекс заготівки. Розрахунок розмірів заготівки виконуємо в таблиці 2.2
Таблиця 2.2 Розрахунок розмірів заготівки
|
Розміри деталі |
Шорсткість |
Припуск
|
Розміри заготівки, мм |
Допуск, мм | ||
|
розрахункові |
Прийняті | |||||
|
|
Ra 6,3 |
|
|
|
3.6 | |
|
490 |
Ra 6,3 |
|
499.6 |
|
5 | |
|
|
Ra 2,5 |
|
|
|
3.6 | |
|
290 |
Ra 6,3 |
|
298.8 |
|
4.5 | |













Визначаємо модулі заготівки:
Назначаємо точність штамповки
При штамповці на горизонтальному штамповочному пресі приймаємо клас точності Т4.
Визначаємо групу сталі
При масовій долі легуючих елементів від 2% до 5%(сталь 40ХН) приймаємо групу сталі М3.
Визначаємо розміри, об’єм та масу фігури в яку ми умовно вписуємо нашу деталь
Визначаємо діаметр фігури
 (2.10)
(2.10)
Де:
Dд – найбільший діаметр деталі;

Визначаємо довжину фігури
 (2.11)
(2.11)
Де:
Lд – найбільша довжина деталі;

Визначаємо об’єм фігури за формулою 2.6

Визначаємо масу фігури за формулою 2.7

Визначаємо приведену масу
 (2.12)
(2.12)
Де:
К – коефіцієнт приведення (приймаємо К=1.5);

Визначаємо ступінь важкості заготівки
 (2.13)
(2.13)

Приймаємо групу важкості заготівки С1
Визначаємо індекс заготівки
Приймаємо індекс заготівки 15.
Виконуємо ескіз заготівки
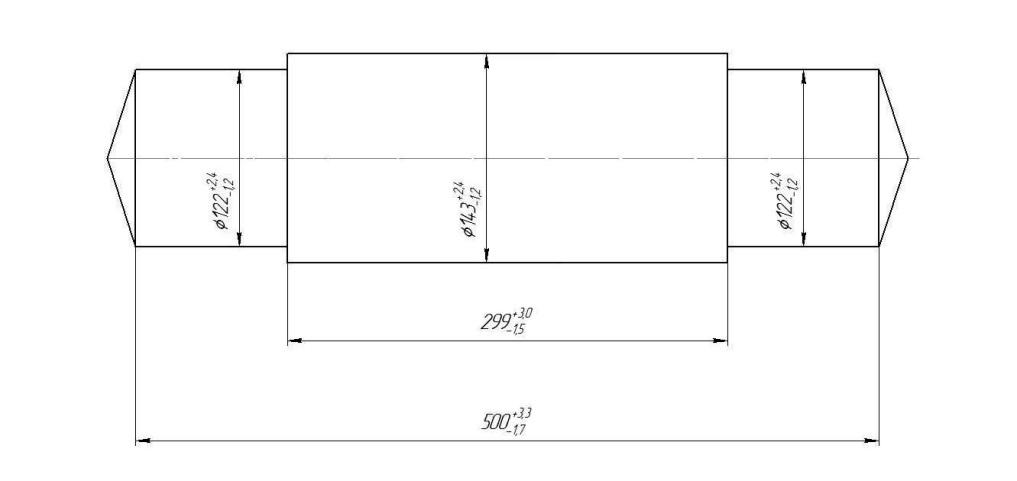
Мал. 2.2 – Ескіз заготівки-штамповки
Визначаємо об’єм заготівки за формулою 2.6
Визначаємо масу заготівки за формулою 2.7

Визначаємо коефіцієнт використання металу за формулою 2.8

Визначаємо вартість заготівки за формулою 2.9

Вибір заготівки виконуємо на підставі таблиці 2.3
Таблиця 2.3 – Вартість заготівки
|
Вид заготівки |
Коефіцієнт використання металу |
Вартість, грн. |
|
Поковка |
0,67 |
336,9 |
|
Штамповка |
0,71 |
362,2 |
На підставі даних таблиці в якості заготівки економічніше вибрати поковку, тому що вона має достатньо великий коефіцієнт використання металу та меншу ціну.