

1.7 Выбор и обоснование технологического оборудования
1.7.1 Заготовительное оборудование
Правка
Правку осуществляют на листоправильных машинах. Листоправильные машины предназначены для правки листов, полос и листовых заготовок в холодном состоянии
В качестве представителя гаммы листоправильных машин выбираем машину серии WDUBR. Правильная часть – представляет собой сварную конструкцию, состоящую из: основания, левой и правой стоек, нижней валковой клети с питью приводными роликами, верхней подвижной валковой клети с четырьмя приводными роликами, для уменьшения износа правильных роликов на верхней и нижней валковой клети установлен ряд дополнительных поддерживающих роликов, механизма подъема и опускания верхней валковой клети, системы принудительной смазки всех правильных и поддерживающих роликов.
Отсек движущей силы состоит из: основного двигателя, понижающего редуктора, раздаточного редуктора, тормоза, двигателя охлаждения.
Транспортировочной системысостоящей из: входного приводного рольганга, привода рольганга и выходного не приводного рольганга .
Передаточные валы и карданы.
Электрической системы состоящей из: пульта управления и шкафа электроуправления.
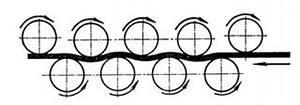
Рисунок 2 – Схема правки листов
Таблица 8 – Техническая характеристика машины WDUBR
|
Параметр |
|
Значение |
|
Предел текучести стали заготовки |
мра |
360 |
|
Максимальная толщина заготовки |
мм |
32 |
|
Минимальная толщина заготовки |
мм |
6 |
|
Ширина заготовки |
мм |
80-1600 |
|
Количество валков |
шт |
9 |
|
Диаметр валков |
мм |
300 |
|
Ширина валков |
мм |
1700 |
|
Точность правки лист 6~8 |
мм |
3 |
|
Точность правки лист 9~32 |
мм |
2 |
|
Рабочий ход верхних роликов |
мм/мин |
-5~+60 |
|
Скорость правки |
м/мин |
9 |
|
мощность главного двигателя |
Квт |
180 |
|
Габариты правильной части |
мм |
2680×2400×2720 |
|
Габариты приводной части |
мм |
2995×2450×1535 |
|
Длина входного и выходного рольганга |
мм |
15000 |
|
Вес |
кг |
62000 |
Подготовка поверхности
Для подготовки поверхности под сварку применяют дробемётную очистку. Дробемётную очистку производят в дробеструйных машинах, которые предназначены для очистки от окалины и ржавчины листового и профильного проката, и длинномерных заготовок из чёрных металлов.
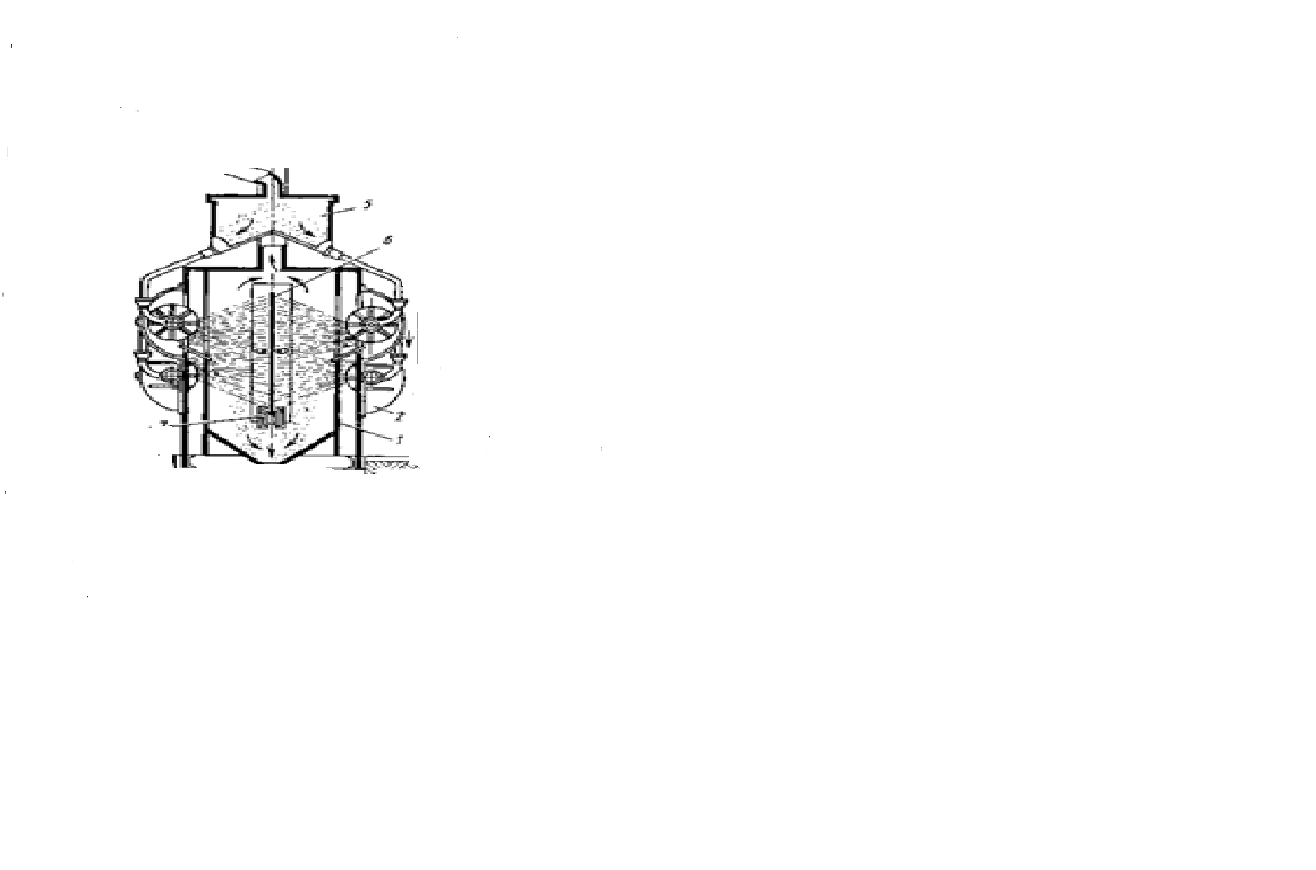
1)Дробемётная камера; 2)Дробемётные аппараты; 3)Элеватор; 4)Очищаемый лист; 5)Механизм передвижения листа; 6) Отсос пыли из камеры
Рисунок 3– Схема дробемётной очистки.
Таблица 9 – Техническая характеристика дробемётной машины АДК 9699 08054
|
Производительность, кГ/мин. |
600…900 |
|
Диаметр рабочего колеса, мм |
500 |
|
Частота вращения рабочего колеса, об/мин |
2250 |
|
Мощность электродвигателя, кВт |
55 |
|
Ширина лопасти рабочего колеса, мм |
100 |
|
Число лопастей, шт. |
8 |
|
Направление вращения |
Правое, Левое |
|
Рекомендуемый абразив |
Дробь стальная или чугунная по ГОСТ 11964-81 №0,8...3,6 |
|
Скорость схода дроби с лопастей, м/с |
70...80 |
|
Габаритные размеры без электродвигателя: |
|
|
Длина |
1090 мм |
|
Ширина |
1135 мм |
|
Высота |
680 мм |
|
Масса без электродвигателя, кг, не более |
585 |
Резка
Для резки сортового и профильного металла применяют ножницы сортовые НГ1430.
Для фигурной резки листового металл применяемгазопламенную машину с устройством числового программного управления (УЧПУ) PROXIMA
Таблица 10 – Технические характеристики газопламенной машины «КОМЕТА М».
|
|
Наименование параметров и размеров |
Нормы |
|
1 |
Габариты разрезаемого листа, мм. - длина - ширина |
6000, 12000, 24000 2500, 3600, 6300, 7600 |
|
2 |
Диапазон разрезаемых толщин низкоуглеродистой стали, мм - одним кислородным резаком - двумя и более резаками одновременно |
3-300 3-100 |
|
3 |
Наибольшая скорость перемещения резака, мм/мин |
12000 |
|
4 |
Число суппортов |
До 9 |
|
5 |
Точность воспроизведения контура по ГОСТ 5614-74, мм |
0,35 |
|
6 |
Напряжение питания машины |
3х380В, 50Гц |
|
7 |
Применяемые горючие газы |
Природный, ацетилен, пропан-бутан |
|
8 |
Давление горючих газов перед машиной, кг/см3 |
0,8 |
|
9 |
Система управления |
ЧПУ CNC-4000 |