

3.7.2 Расчет припуска на обработку и промежуточные размеры отверстия диаметром мм Расчет припуска на обработку отверстия по таблице 3.3 ведется по аналогии с расчетом представленным выше.
Таблица 3.3 – Расчёт припусков и предельных размеров
|
Техноло- гические переходы обработки |
Элементы припуска |
Расчетный припуск |
Номиналь-ный размер |
Допуск |
Предельные размеры, мм |
Предельное значение припусков, мкм | |||||
|
Rz |
h |
|
|
|
|
|
|
|
|
| |
|
Заготовка |
– |
– |
– |
– |
– |
– |
– |
0 |
0 |
– |
– |
|
Сверление |
80 |
0 |
33 |
– |
– |
48 |
620 |
48,62 |
48 |
– |
– |
|
Черновое растачива-ние |
20 |
0 |
2 |
150 |
468 |
49,6 |
250 |
49,85 |
49,60 |
980 |
1850 |
|
Чистовое растачива-ние |
1,25 |
0 |
0,1 |
9 |
100 |
50 |
25 |
50,025 |
50 |
150 |
425 |
Пространственная погрешность при сверлении определяется по формуле
ρ1=![]() , (3.14)
, (3.14)
где Со – смещение оси отверстий при сверлении, Со = 25 мкм;
Δу – удельный увод,Δу= 0,9 мкм/мм;
L – длина отверстия;
тогда
ρсв=![]() мкм.
мкм.
Значения пространственной погрешности после последующих технологических переходов определяются по формуле (3.9)
![]()
![]()
Минимальные значения припусков для каждого из переходов определяются по формуле (3.7)
![]()
![]()
Номинальные припуски по переходам определяются в соответствии с формулой (3.12):
![]()
![]()
Общий припуск заготовки равен
![]()
Номинальные размеры детали: для готовой
детали
![]() для детали после первого перехода
для детали после первого перехода![]() Полученный размер округляется в сторону
увеличения массы до размера
Полученный размер округляется в сторону
увеличения массы до размера![]() ,
для сверления
,
для сверления![]() Полученный размер округляется в сторону
увеличения массы до размера
Полученный размер округляется в сторону
увеличения массы до размера![]() .
.
3.7.3 Расчет операционных размеров при получении размера 49,4(-0,2) мм
Расчет операционных размеров ведется для обработки размера 49,4-0,2. Изображаются поэтапно размерные цепи при получении данного размера, с указанием значений расчетных припусков и допусков на промежуточные размеры и размеры заготовки. Последовательно, начиная с первой размерной цепочки, рассчитывают все операционные размеры. Схема для определения межоперационных размеров приведена на рисунке 3.3.
Расчет припусков сведен в таблицу 3.4.

Рисунок 3.3 – Схема определения межоперационных размеров
Таблица 3.4 – Расчёт припусков
|
Опреация |
Наименование перехода |
Элементы припуска, мкм |
Минимальный припуск, Zmin мкм |
Допуск, мкм | |||
|
Rz |
h |
ρ |
ε | ||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
Обработка правого торца | ||||||
|
090 |
Заготовка |
80 |
100 |
55 |
– |
– |
1000 |
|
100 |
Точение черновое (установ А) |
40 |
0 |
3,3 |
150 |
385 |
460 |
|
100 |
Точение чистовое (установ А) |
20 |
0 |
0,165 |
150 |
193,3 |
300 |
|
|
Обработка левого торца | ||||||
|
090 |
Заготовка |
80 |
100 |
55 |
– |
– |
– |
|
100 |
Точение черновое (установ Б) |
40 |
0 |
3,3 |
150 |
385 |
460 |
|
100 |
Точение чистовое (установ Б) |
20 |
0 |
0,165 |
150 |
193,3 |
200 |
Ведется расчет первой размерной цепи, которая представлена на рисунке 3.4.

Рисунок 3.4 – Размерная цепь первая
Допуск на припуск:
![]() ,
,
![]() мм.
мм.
Максимальное значение припуска определяется по формуле
![]() ,
,
![]() мкм.
мкм.
Тогда
![]() ,
,
![]() мм.
мм.
Принимается
![]() .
.
Ведется расчет второй размерной цепи, которая представлена на рисунке 3.5.

Рисунок 3.5 – Размерная цепь вторая
Допуск на припуск:
![]() ,
,
![]() мм.
мм.
Максимальное значение припуска определяется по формуле
![]() ,
,
![]() мкм.
мкм.
Тогда
![]() ,
,
![]() мм.
мм.
Принимается
![]() .
.
Ведется расчет третьей размерный цепи, которая представлена на рисунке 3.6.
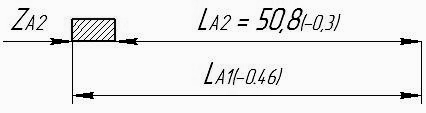
Рисунок 3.6 – Размерная цепь третья
Допуск на припуск:
![]() ,
,
![]() мм.
мм.
Максимальное значение припуска определяется по формуле
![]() ,
,
![]() мкм.
мкм.
Тогда
![]() ,
,
![]() мм.
мм.
Принимается
![]() .
.
Ведется расчет четвертой размерный цепи, которая представлена на рисунке 3.7.

Рисунок 3.7 – Размерная цепь четвертая
Допуск на припуск:
![]() ,
,
![]() мм.
мм.
Максимальное значение припуска определяется по формуле
![]() ,
,
![]() мкм.
мкм.
Тогда
![]() ,
,
![]() мм.
мм.
Принимается
![]() .
.
3.8 Расчет и назначение режимов резания
При назначении элементов режимов резания учитывают характер обработки, тип и размеры инструмента, материал его режущей части и состояние заготовки, тип и состояние оборудования.
Для всех операций подбирается смазывающе-охлаждающее техническое средство Эмульсия 5% ГОСТ 567-78.