


Вятский государственный университет
Факультет автоматизации машиностроения
Кафедра «Технология автоматизации машиностроения»
Процессы и методы формообразования
(конспект лекций)
Введение
Основоположники отечественной школы резания материалов:
И.Я. Тиме – профессор петербургского университета (классификация стружек, основные закономерности и др.),
Я.Г. Усачёв (металлографический метод исследования зоны резания и др.).
Основные задачи дисциплины «Резание материалов»:
повышение точности и качества обработки;
освоение обработки новых конструкционных материалов, в т.ч. высокопрочных, жаропрочных и нержавеющих сталей и сплавов;
изыскание новых износостойких, теплостойких инструментальных материалов;
совершенствование конструкции режущих инструментов;
совершенствование способов дробления и завивания стружки (для автоматических линий);
изыскание новых составов СОТС и способов их подвода в зону резания;
повышение производительности труда.

Рисунок 1− Место механической обработки в процессе изготовления детали
Обработка металлов резанием занимает около 50 % рабочего времени. За последнее время наблюдается тенденция снижения трудоёмкости обработки резанием за счёт совершенствования заготовительных операций. Всё шире применяются литьё по выплавляемым моделям, порошковая металлургия, холодная высадка и другие заготовительные операции, обеспечивающие получение минимальных припусков на механическую обработку. Однако в силу больших преимуществ (высокая точность, производительность, качество обработанной поверхности и др.), обработка резанием ещё на долгие годы останется основным методом получения готовых деталей.
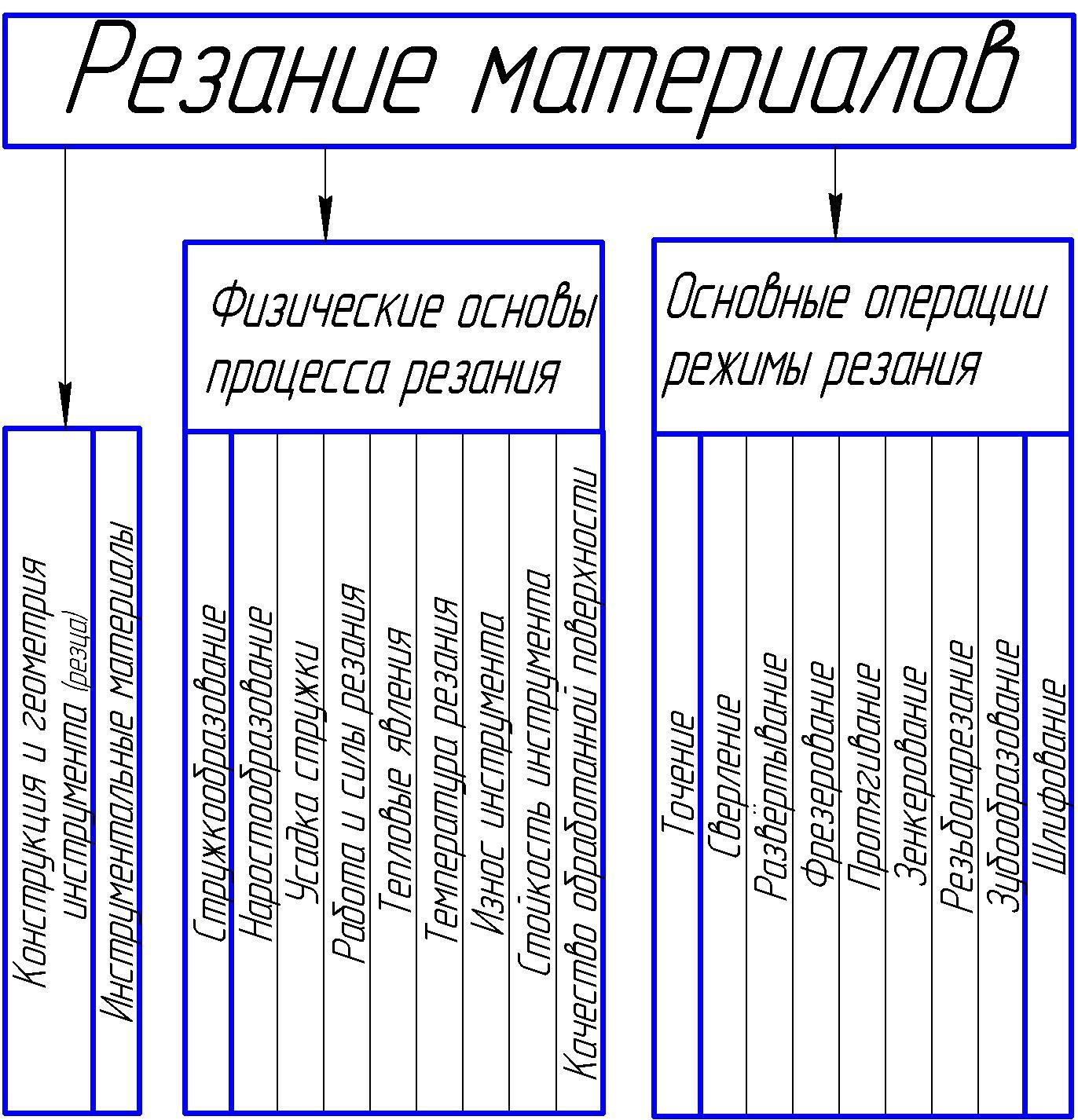
Рисунок 2 − Структура дисциплины «Резание материалов»
1 Основные понятия и определения
1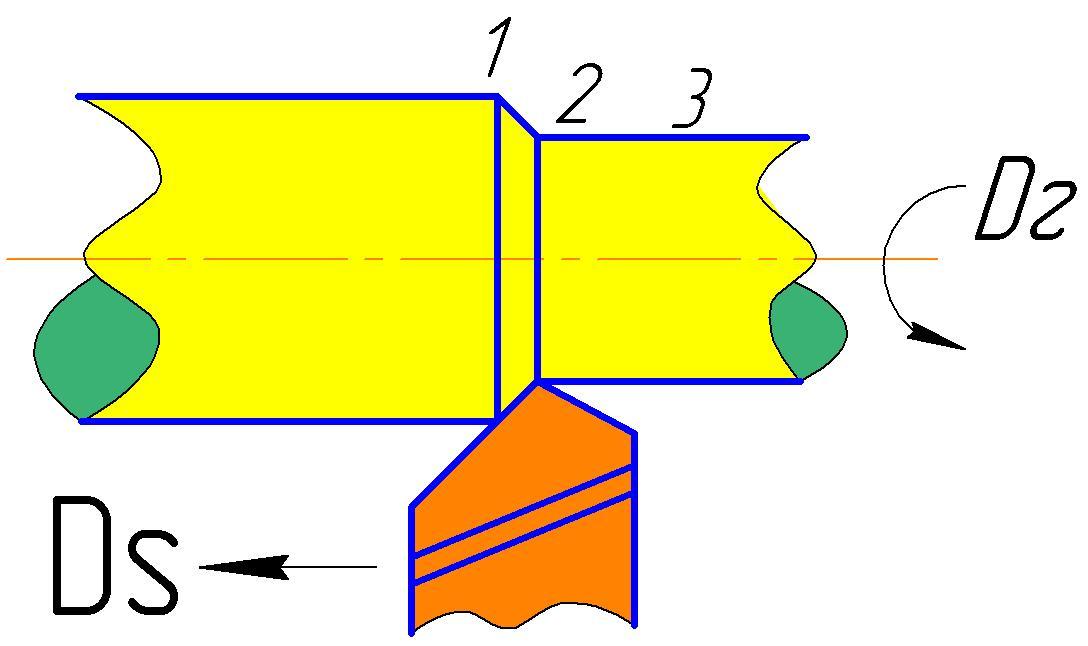 .1
Поверхности заготовки
.1
Поверхности заготовки
1 – обрабатываемая поверхность;
2 – поверхность резания (которой касается главное лезвие резца);
3 – обработанная поверхность заготовки
Рисунок 3 − Схема процесса точения
1.2 Свободное и несвободное резание
Свободным называется процесс резания, в котором участвует лишь одно главное лезвие (одна режущая кромка).
Р исунок
4
исунок
4
1.3 Конструктивные и геометрические параметры резцов
1.3.1 Конструкция резца
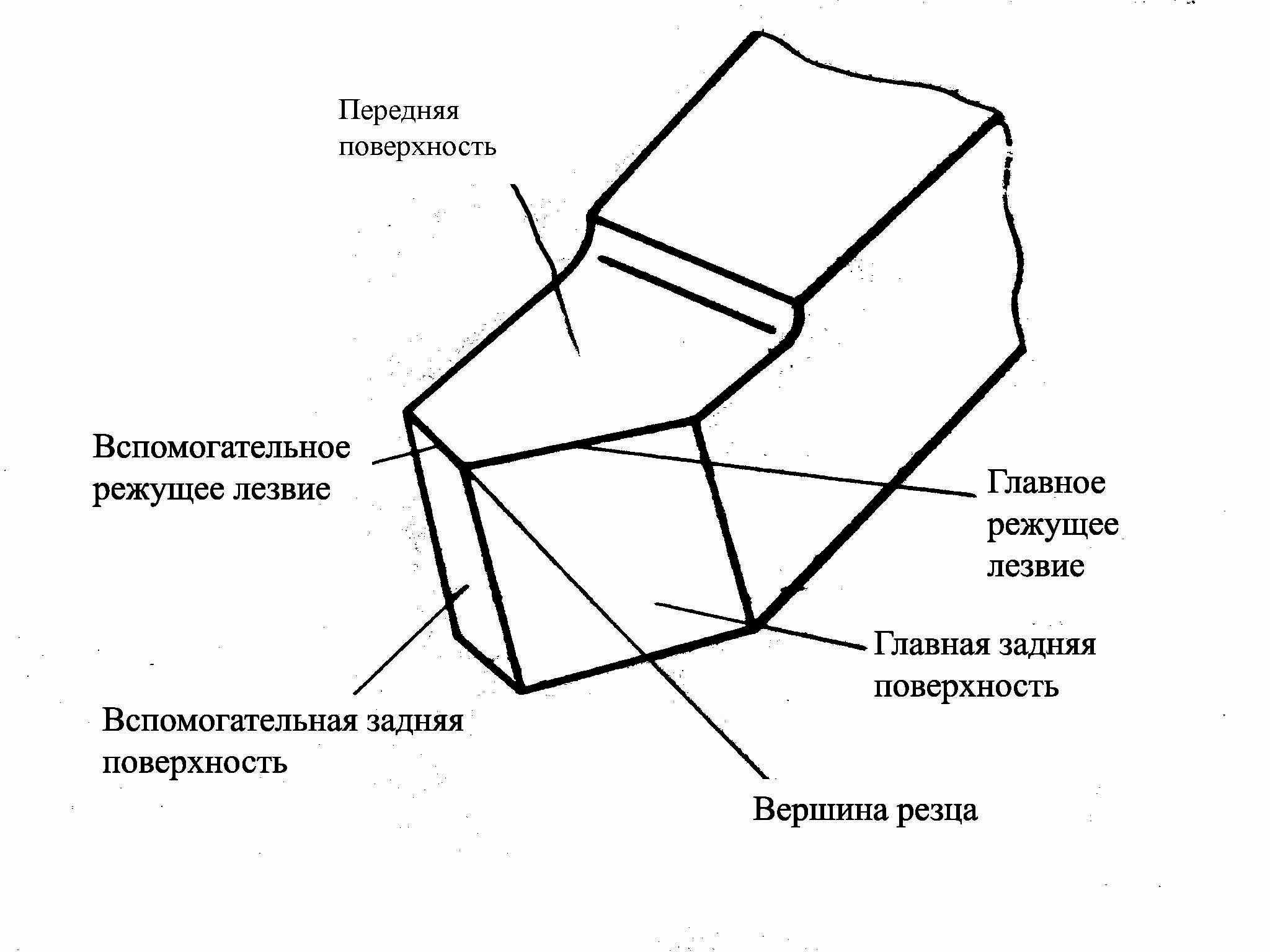
Рисунок 5
Тело резца – служит для закрепления инструмента в резцедержателе и для базирования.
Головка резца – выполняет основную работу.
Передняя поверхность – та, по которой сходит стружка.
Главная задняя поверхность – обращена в сторону поверхности резания.
Вспомогательная задняя поверхность – обращена в сторону обработанной поверхности заготовки.
Главная режущая кромка – линия пересечения передней и главной задней поверхности.
Вспомогательная режущая кромка - это линия пересечения передней и вспомогательной задней поверхностей. Она подчищает обработанную поверхность.
Вершина резца – точка пересечения главной и вспомогательной режущих кромок (точка касания с обработанной поверхности заготовки).
1.3.2 Геометрические параметры инструмента (в статике)
Примечание: все основные определения, относящиеся к геометрии резца, справедливы для любого другого лезвийного инструмента.
Координатные плоскости
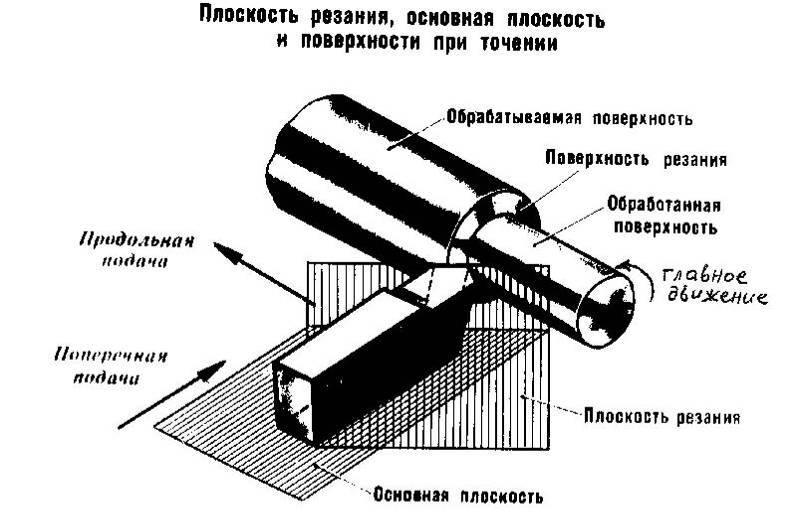
Рисунок 6
Основная плоскость образована направлением продольной и поперечной подач. Она перпендикулярна вектору скорости резания.
Плоскость резания – плоскость, проходящая через главное лезвие, перпендикулярно основной плоскости.
Секущие плоскости
I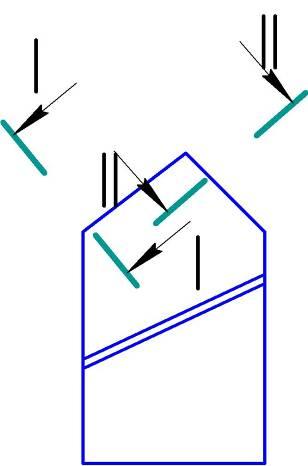 -I
– главная секущая плоскость – плоскость,
перпендикулярная проекции главного
лезвия на основную плоскость.
-I
– главная секущая плоскость – плоскость,
перпендикулярная проекции главного
лезвия на основную плоскость.
II-II – вспомогательная секущая плоскость – плоскость, перпендикулярная проекции вспомогательного лезвия на основную плоскость.
Рисунок 7
Главные углы резца (рассматриваются в главной секущей плоскости)
Р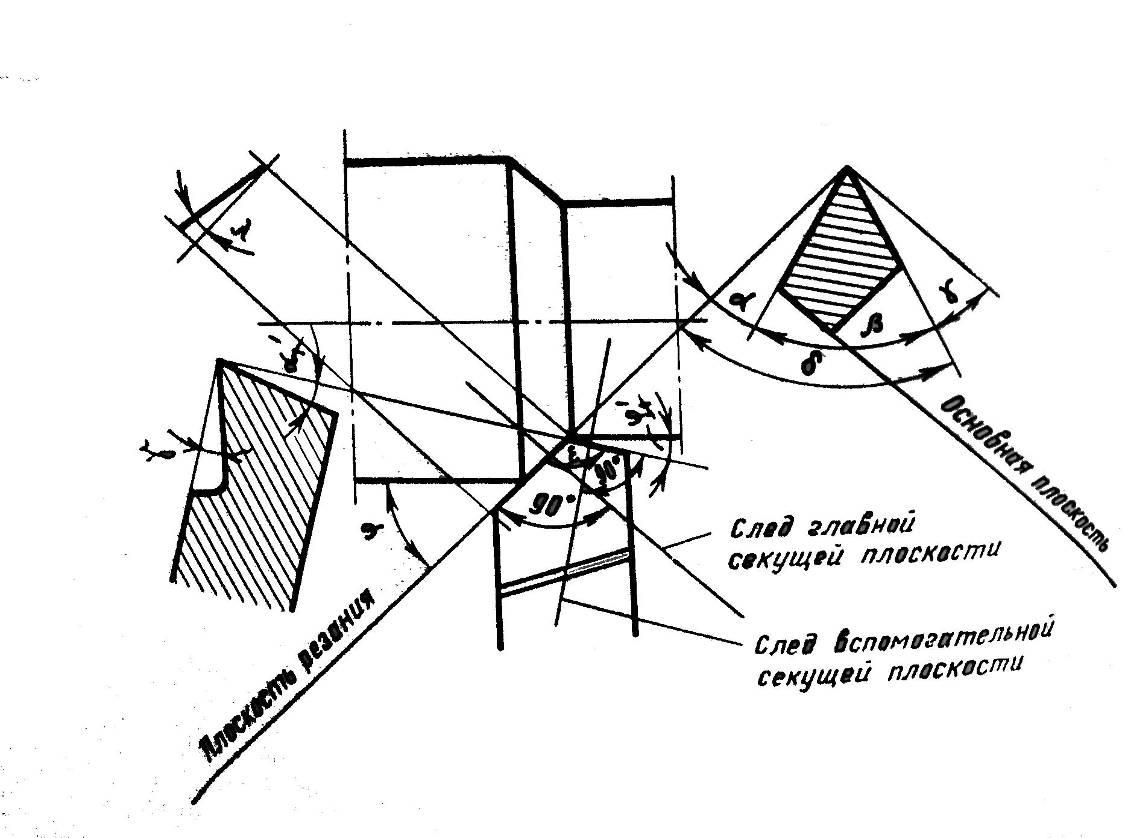 исунок
8
исунок
8
γ – передний угол, образованный передней поверхностью резца и основной плоскостью;
α – задний угол, образованный задней поверхностью и плоскостью резания;
β – угол заострения между передней и задней поверхностями резца ;
δ – угол резания между передней поверхностью и плоскостью резания;
α+γ+β=900, δ+γ=900, δ=900-γ, γ=900-δ