62. Основные дефекты центробежных насосов и способы их ремонта.
Основные дефекты ЦБН и способы их исправления
|
Дефекты |
Способы исправления | |
|
1 |
2 | |
|
I Корпус | ||
|
1. Коррозионно- эрозионный износ, свищи, трещины |
Вопрос о ремонте этих дефектов в каждом случае решается отдельно. | |
|
2. Забоины на плоскостях разъема, мелкие риски, вмятины |
Исправление производится зачисткой, шабровкой, опиловкой. Крупные дефекты такого вида устраняются заваркой с последующей обработкой плоскости разъема. | |
|
3. Износ посадочных мест корпуса под крышки узлов, уплотнитель- ных колец подшипников И т.д. |
Наплавкой с последующей расточкой. При значительном износе - расточкой, с установкой гильз и последующей их расточкой по диаметру. Расточка посадочных гнезд корпусов подшипников скольжения допускается до 1,5 % от первоначального диаметра с изготовлением нового вкладыша. | |
|
4. Повреждение резьб |
Восстановление с помощью метчиков | |
|
II. Рабочее колесо | ||
|
1. Трещины |
Заварка с последующей обработкой | |
|
2. Коррозия лопаток и дисков (не более 25 % от номинальной толщины) |
Зачистка до полного вывода ржавчины с последующей наплавкой, обработкой и балансиро вкой | |
|
III. Валы | ||
|
1. Трещины |
Ремонту не подлежат | |
|
2. Искривления (прогиб) а) диаметром менее 50 мл^
б) диаметром более 50 мм
|
Механическим способом без нагрева под прессом на призмах, в центраторах токарного станка или на специальных стендах
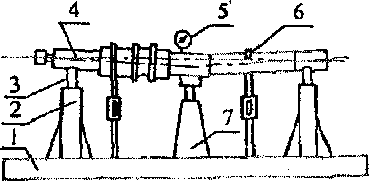
1. Механическим способом с специальном стенде:
1 - основание; 2 - стойка; 3 - упор призматический с латунной подкладкой; 4 - вал; 5 - индикатор часового типа; 6 - прижимная тяга; 7 - домкрат. Исправление дефекта этим методом предусматривает следующую последовательность операций: а) нагрев до t = 550° С (начало свечения металла) по окружности в месте изгиба вала; б) изгиб вала домкратом и выдержка в течение 2-3 часов; в) нагрев до t = 620° С (темно-вишневый цвет) с последующим медленным охлаждением в сухом песке (термическая стабилизация). Механическим способом без нагрева наклепом с помощью чеканки. 3. Термическим способом - в месте нагрева укладывается асбестовый лист (8 = 5-8 мм) с прямоугольным вырезом (L = 0,3 Д). Производят нагрев до t= 550° С с последующим охлаждением | |
|
3. Износ посадочных мест валов |
В зависимости от величины износа существуют следующие способы исправления: при износе < 0,3 мм - хромированием; при износе< 0,8 мм - железнением с последующей шлифовкой; 3) при износе > 0,8 мм - наплавкой с последующей обточкой и шлифовкой. | |
|
4. Износ шпоночного паза |
Увеличением его ширины (но не боле# чем на 10 %) с изготовлением нестандартной шпонки. 2. Изготовление нового паза под углом 90-120° по отношению к старому. | |
|
5. Износ резьбы |
Восстановление леркой или резцом | |
|
IV. Подшипники скольжения | ||
|
1. Трещины, сколы, выкрашивания на баббитовой заливке |
К эксплуатации не допускаются | |
|
2. Следы касания вала о верхний вкладыш и боковые поверхности | ||
|
3. Подплавление баббитовой заливки | ||
|
4. Износ баббитового слоя более 1 мм | ||
|
V. Подшипники качения | ||
|
1. Трещины, выкрашивание металла |
К эксплуатации не допускаются » | |
|
2. Выбоины и отпечатки (лунки) на беговых дорожках колец
| ||
|
3. Чешуйчатое отслоение металла
| ||
|
4. Коррозионные раковины, забоины, вмятины на поверхности качения * Радиальный зазор более 0,1+0,2 мм (в зависимости от диаметра). | ||