

Додаток № 2
Ситуаційні задачі. Заняття № 15, 2 курс, 4 семестр
1. При виготовленні штучної коронки на 34 зуб на етапі попередньої штамповки зубний технік протягує гільзу на апараті "Самсон". До якого діаметру треба протягнути гільзу?
2. При виготовленні штучної коронки на 15 зуб, на етапі попередньо? штамповки зубний технік обпалює гільзу. До якого кольору гільзи необхідно проводити термічну обробку?
3. Хворому 55 років виготовляють штучні коронки на 24 25 зуби. На етапі попередньої штамповки використовують стандартні гільзи із сталі марки ІХІ8Н9І. Яка температура плавління цієї сталі?
4. Чоловік 35 років звернувся зі скаргами на відлом коронки 24 зуба. Планується виготовлення штучної коронки з нержавіючеї сталі марки ІХІ8Н9Т. Які компоненти входять до складу цього сплаву?
5. На етапі попередньої штамповки зубний технік зменшує діаметр гільзи до необхідного розміру. За допомогою якого апарату проводиться зменшення?
6. Хворий 50 років ввернувся зі скаргами на стертість зубів. Планується виготовлення штучних коронок на 15 14 ІЗ 23 24 25 і 45 44 43 33 34 35. Яка товщина штучної, коронки?
7. На етапі попередньої штамповки зубний технік відливає металеві штампи. З якого металу їх відливають?
8. Хворий 32 років звернувся зі скаргами на постійне випадання пломби. Планується виготовлення штучної коронки на 16 зуб. З якого матеріалу можливе виготовлення штучної коронки?
9. На етапі виготовлення штучної коронки зубний технік обпалює стандартну гільзу. З якою метою проводиться обпалювання?
10. Хворому 26 років виготовляють штучні коронки на 17 16 зуби. На етапі попередньої штамповки стандартні гільзі придають попередню форму. За допомогою якого пристрою виконується ця маніпуляція?
Еталони відповідей
До ситуаційних задач практичного заняття № 15 (2 курс, 4 семестр)
1. Стандартну гільзу протягують до діаметра коли гільза з невеликим зусиллям одягається на штамп.
2. Стандартну гільзу зубний технік обпалює до солом'яно-жовтого кольору.
3. Температура плавління нержавіючої сталі марки ІХІ8Н9Т рівна І400-І450°С.
4. До складу сталі марки ІХІ8Н9Т входить: залізо, хром, нікель, титан, вуглець.
5. Протягування гільз до необхідного діаметру зубний технік проводить на апараті "Самсон".
6. Товщина штучної штампованої коронки після обпалювання, відбілювання та полірування складає 0,22-0,23 мм.
7. На етапі попередньої штамповки зубний технік відливає штамп з легкоплавкого металу.
8. Штучні коронки можна виготовити із шляхетних металів - золото та сплав СПС і недорогоцінних сплавів - КХС, НХС.
9. На етапі попередньої штамповки зубний технік обпалює гільзу з метою зняти наклеп та придання гільзі пластичності.
10. На стадії попередньої штамповки зубний технік придає попередню форму стандартній гільзі на наковальні.
Тестові завдання
Заняття № 15, 2курс, 4 семестр
Еталони відповідей:
І-В, 2-А, З-A, 4-С, 5-С, 6-А, 7-А, 8-А,9-В, ІО-С.
Склав доц. Зайцев Л.О.
Додаток 3
Содержание учебного материала.
Показания к изготовлению штампованной комбинированной коронки
• Значительное разрушение коронки зуба, если невозможно восстановить его вкладкой;
• изменение цвета зуба;
• аномалии величины зуба и его формы;
• опора для мостовидного протеза;
• невозможность применения цельнолитой комбинированной коронки по техническим причинам;
• невозможность глубокого препарирования твёрдых тканей зуба;
V.3. Противопоказания :
• При планировании расположения опорных и фиксирующих элементов съёмных протезов;
• Возможность использования современных цельнолитых конструкций;
• Патологическая cтёртость зубов;
• Патология тканей пародонта;
V.4. Требования:
• Восстановить анатомическую форму зуба;
• эстетичность конструкции;
• не травмировать ткани маргинального пародонта;
• не препятствовать артикуляционным движениям;
• восстановить окклюзионные контакты
Показания к изготовлению штампованной металлической коронки
- значительное нарушение коронки зуба, которое невозможно восстановить вкладкой;
- нарушение цвета зуба;
- аномалии формы;
- опора для мостовидного протеза;
- невозможность применения цельнолитой комбинированной коронки по техническим причинам;
- невозможность глубокого препарирования твердых тканей зуба.
Противопоказания к изготовлению штампованной металлической коронки
- при планировании расположенных опорных фиксирующих элементов съемных бюгельных протезов;
- возможность использования современных цельнолитых конструкций;
- патологическое стирание зубов;
- патология тканей пародонта.
Требования к изготовлению штампованной металлической коронки
- восстановить анатомическую форму зуба;
- не травмировать ткани маргинального пародонта;
- не мешать артикуляционным движениям;
- восстановить окклюзионные контакты.
Этапы изготовления штампованной металлической коронки
Клинические этапы
- провести клиническое обследование пациента, а при необходимости провести вспомогательные специальные методы исследования состояния зубо-челюстной системы;
- отпрепарировать опорный зуб под штампованную металлическую коронку (при необходимости провести обезболивание);
- получить анатомический рабочий и вспомогательный оттиски;
- в зависимости от группы дефектов по Бетельману провести определение и фиксацию окклюзии;
- припасовывать штампованную коронку;
- зафиксировать готовую штампованную коронку.
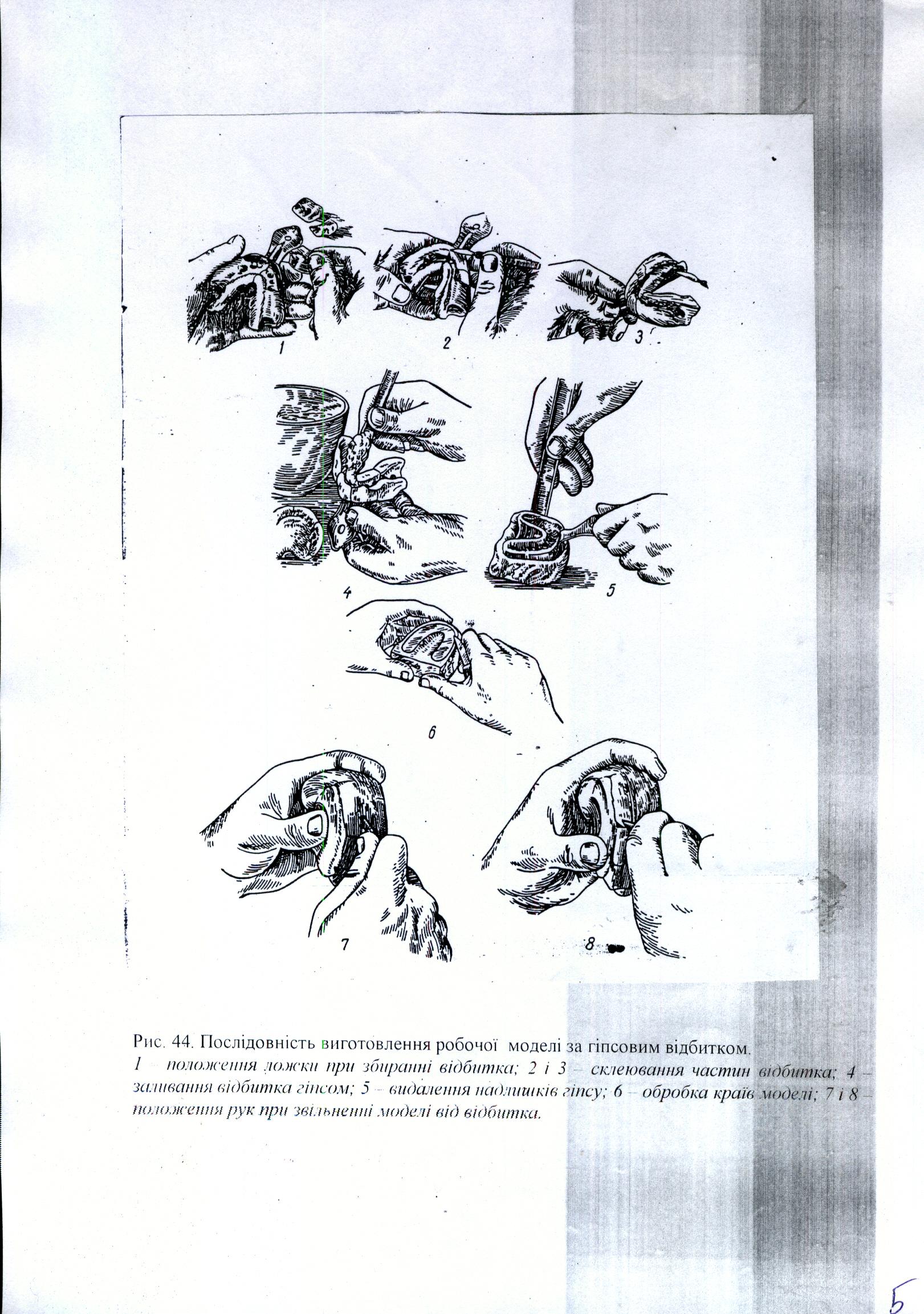
По оттискам зубной техник отливает гипсовые модели. Перед отливанием модели гипсовый оттиск на 10-15 мин. Опускают в холодную воду, чтобы сухой гипс пропитался водой и не впитывал влагу из жидкого гипса, из которого изготавливают модель. Оттиск вынимают из воды, стряхивают и кладут на стол ложкой вверх. Чтобы стекла вода, которая осталась на нём, гипс замешивают с водой без добавления кухонной соли и заполняют ним оттиск. Чтобы препятствовать образованию пор, нужно сначала наливать гипс на части оттиска, которые выступают, лучше не большими порциями и струшивать его при этом, постукивая ложкой по краю резиновой чашке. Оттиск заполняют гипсом с избытком, потом наливают немного гипса на стекло и кладут на него оттиск ложкой вверх так, чтобы высота модели в найтоньшем месте достигала 1,5-2,0 см. Края модели сглаживают шпателем и ждут, пока гипс полностью затвердеет. После этого модель отсоединяют от стекла, снимают с неё ложку и срезают неровности на боковых поверхностях до краёв оттиска. Открывая модель, следует помнить размещение зубов; это даёт возможность предотвратить её поломку. Открывать модель начинают с вестибулярной поверхности. Край шпателя осторожно втискивают между моделью и оттиском, просовывают его в середину на толщину края оттиска и рычагообразным движением шпателя отсоединяют кусочки оттиска. Перед удалением кусочков оттиска, которые прилегают к твёрдому нёбу или язычной поверхности нижней челюсти, сначала нужно удалить ту часть оттиска, которая охватывала по бокам гипсовые зубы, а большие куски, сделавши шпателем углубления, поделить на более мелкие. Вставляя шпатель в углубления, рычагообразным движением откалывают гипс. При этом можно пользоваться молоточком, постукивая ним до тех пор, пока кусочек не начнёт отставать от модели. Освобождённую от оттиска модель обрезают по краям, не нарушая переходную складку (рис.1).
Чтобы оттиск лучше отсоединялся от модели, его можно на 3-5 мин. опустить в кипячёную воду. За счёт разной степени теплового расширения разных по толщине и объёму масс оттиска и модели слоя гипса начинают отсоединятся, что облегчает освобождение модели.
Стенсовый оттиск отсоединяют от модели, нагревая его до полного размягчения в горячей воде. От размягчённого стенса отсоединяют ложку, а модель снова опускают в горячую воду, после чего шпателем легко снимают стенс. Чтобы предотвратить поломку зубов, стенс нужно хорошо разогревать, но не допускать его перегревания, потому что перегретый стенс становится клейким, а это затрудняет его отсоединение от модели.
Изготовленные модели сопоставляют в центральной окклюзии и фиксируют в окклюдаторе. По модели изготавливают гипсовый штамп, который должен полностью выполнять форму будущей коронки, но быть меньше неё на её толщину. Учитывая, что коронка должна иметь высокую точность в зоне шейки зуба, для сохранения рельефа шейки на гипсовом зубе (штампе) нужно очертить её карандашом.
Потом следует восстановить точный оттиск обработанного зуба на гипсовой модели. На модели обычно не отображается щель между зубами, образованная во время сепарации. Тонкая гипсовая перегородка на оттиске, как правило, ломается.
Способ возобновления этой щели металлическими прокладками, установленными между зубами, по нашему мнению, не точный и его нельзя рекомендовать для массовой практики.
Таким образом, в большинстве случаев. На модели не отображается сепарация зуба, и техник должен её сделать самостоятельно.
Отпрепарировать зуб, на который надевают коронку, от соседнего зуба можно острым тонким лобзиком. При этом линия разреза должна соединить края вестибулярной и оральной линии шейки зуба. Щель между зубами делают так, чтоб не повредить и полностью сохранить коронки соседних зубов.
После сепарации переходят к моделированию зуба, то есть к восстановлению его анатомической формы, нарушенной препарированием и патологическим процессом. На куксу зуба осторожно наливают расплавленный моделировочный воск так, чтоб он не попа на шейку зуба. Зуб должен быть сухим, чтоб воск хорошо склеился с гипсом. Держать его нужно горизонтально и воск нужно наносить движением шпателя от шейки зуба к жевательной поверхности и режущему краю. Моделированный зуб покрывают воском с небольшим избытком. Пока воск мягкий закрывают оклюдатор, чтобы получить контуры зубов-антагонистов. Последние смачивают водой, чтобы к ним не прилипал воск. При закрывании не нужно давить на оклюдатор, чтоб не нарушить точность моделирования зубов. Если воск затвердеет, его нужно повторно разогреть и снова сомкнуть оклюдатор. Повторно моделируют зубы после затвердения воска. При этом учитывают форму симметричного зуба, расположение зубов- антагонистов, соседних зубов и толщину будущей искусственной коронки. Смоделированный зуб при смыкании оклюдатор
должен отстоять от зубов-антагонистов на 0,25 мм, его вестибулярная и оральная поверхности должны быть глубже сравнительно с соседними зубами тоже на 0,25 – 0,30 мм, между смоделированным и соседним зубами должна оставаться щель, которая равняется толщине коронки, тоесть 0,25 мм.
Рис. Правильное восстановление анатомической формы зуба:
1 – смоделированный зуб; 2 – вестибулярная поверхность надетой на зуб коронки; 3 – нёбная поверхность надетой на зуб коронки.
Окончив моделирование, зуб нужно удалить с модели. Для этого её кладут в воду, чтобы гипс размяк. Зуб вырезают пилкой или техническим шпателем. Чтобы не поломать зуб, модель разрезают по линии соседних зубов, так чтоб вырезанный фрагмент был немного шире, чем сам зуб.
Остатки гипса начинают срезать от шейки зуба до основания модели, причём ось коронки зуба должна совпадать с осью основания. Зуб с основой, вырезанный с модели, является штампом. Его обрабатывают двумя способами. Гипс на основании штампа можно срезать по ширине шейки зуба или оставить основание немного шире. Вторым способом – на переходе шейки зуба в основание образуют уступ шириной 0,5- 1,0 мм. Поскольку край коронки должен заходить в физиологический карман, то шейку на гипсовом штампе нужно удлиннить. Для этого карандашом на 1мм ниже шейки зуба и параллельно ей проводят вторую линию.
Острым шпателем снимают гипс, который лежит между 1-й и 2-й линиями, причём шпатель держат параллельно оси зуба. Оформление этой части гипсового штампа имеет большое значение. Если сузить или расширить зуб на участке 2-й линии шейки, то изготовленная коронка будет узкой или широкой. 2-я линия шейки на гипсовом штампе должна быть чёткой, чтобы отштамповалась на коронке. Для этого под обозначенной карандашом 2-й линией шпателем делают бороздку, если основа штампа имеет такую же толщину, как и зуб в области шейки. Если между шейкой и основой штампа есть уступ, то край коронки обозначают за ним. Преимущество следует отдать 1-у способу обработки гипсового штампа. При наличии уступа припасовывать гильзу нужно точно по длине коронки зуба. Но, когда гильза оказывается короче, чем коронковая часть гипсового штампа, во время штампования она разрывается возле края или образует складки на жевательной поверхности.
Гипсовый штамп используют для изготовления металлических штампов, которые должны точно отвечать первым. Для этого сначала нужно изготовить контрштамп или матрицу. Гипсовый контрштамп можно изготовить по одному гипсовому штампу или одновременно по нескольким. В первом случае используют резиновое кольцо, во втором – металлическую раму.
Чтобы гипсовый штамп легко отсоединялся от контрштампа, его на 7-10 мин. опускают в холодную воду. В резиновое кольцо заливают гипс и по его центру коронкой вниз опускают гипсовый штамп так, чтобы он не дошёл до дна на 1,5-2,0см. Чтобы во время залития гипс не образовывались поры, по кольцу постукивают, и штамп несколько раз опускают в гипс. Когда гипс затвердеет, матрицу выдавливают из кольца, для устойчивости на ней делают шпателем плоскую поверхность, а на противоположной стороне – борозду. В эту борозду вставляют шпатель и, постукивая по нём молоточком, раскалывают матрицу. Если гипсовый штамп не удаляется из матрицы, её снова складывают и раскалывают в том участке, где задержался штамп. После удаления гипсового штампа матрицу сопоставляют, устанавливают в кольцо и отливают по ней металлические штампы.
Наиболее быстрее приготовить контрштамп одновременно для нескольких зубов. Для этого гипс наливают на стекло, придают ему форму прямоугольника толщиной 2см и выравнивают его поверхность мокрым шпателем. Придать гипсу нужную форму можно также при помощи металлической рамки. Штамп окунают в гипс боком приблизительно до половины и размещают один от другого на расстоянии 1,0-1,5см. когда гипс затвердеет, форму снимают со стекла, вырезают на её краях клиноподобные углубления, помещают на 7-10 мин в холодную воду и снова заливают шаром гипса толщиной 2-3см. форму раскрывают, постукивая по ней молоточком или опускают в кипящую воду на 5-7 мин. потом гипсовые штампы аккуратно вынимают, соединяют обе половинки и заливают в неё легкоплавкий метал. Отливают сразу два металлических штампа. Один из них используют для предыдущего штампования гильзы, а второй – для окончательного. Если металлические штампы в месте раскола имеют незначительные выступы, то на боковой поверхности их удаляют напильником, а на жевательной – острым штихелем или бором.
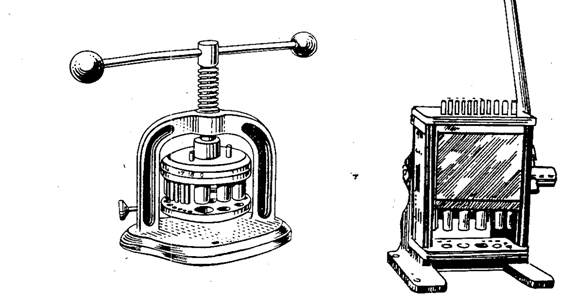
Теперь на металлический штамп можно припасовать гильзу. Существуют стандартные стальные гильзы разных диаметров. Подбирают такую гильзу, чтобы её было тяжело надеть на штамп. Если гильзы соответствующей ширины нет, то берут одну из них и протягивают в аппарате Самсона или аппарате Шарпа. Эти аппараты похожи на ручной пресс. Аппарат Самсона состоит из неподвижной металлической рамки, двух горизонтальных матриц, отверстия в которых постепенно уменьшаются, и подвижные пластинки с металлическими стержнями – пуансонами, диаметр которых соответственно меньше диаметра отверстия в матрице на толщину гильзы. Пуансоны приводят в движение, опуская и поднимая гире подобную ручку. Аппарат Шарпа состоит из рамки и подвижной матрицы с пуансонами, которая приводится в движение с помощью вращения винта. В аппарате Самсона количество отверстий и пуансон в два раза больше чем в аппарате Шарпа, что обеспечивает более плавный переход от одного отверстия к другому и даёт возможность точнее подогнать гильзу к штампу. Протягивая гильзу нельзя пропускать ни одного из отверстий, иначе в ней образуются складки.
В аппарате для протягивания гильз можно из металлического диска сделать гильзу для изготовления золотых коронок. Толщина золотого диска должна быть в пределах 0,3-0,35мм. Сначала кладут в углубление над отверстием, диаметр которого на 1,5-2,0 мм уже, чем диаметр диска, и, постепенно обрабатывают в следующих отверстиях, образуя гильзу нужного диаметра.
В процессе протягивания гильз в аппарате, изменяется структура метала, а значит, изменяются и его физические свойства. Нержавеющая сталь после такой обработки становится жесткой, неподатливой, возникает так называемый наклёп, и дальнейшая обработка гильзы усложняется. Для того чтобы снять наклёп, гильзы поддают термической обработке. Их нагревают до температуры 1050 град. С (жёлтый цвет). Выдерживают 1-2 мин и быстро охлаждают. Перегревать стальные гильзы нельзя, иначе образуется толстый шар окалины, которая во время химической обработки будет разрушаться, и делать тоньше коронку.
После термической обработки гильзу подрезают по шейке штампа, надевают на штамп и переходят к предыдущему штампованию.
Предыдущее штампование заключается в том, чтобы придать гильзе контуры, приблизительные к контурам будущей коронки. Для этого специальным молоточком постукивают по гильзе, которая надета на штамп. Для золотых гильз используют роговые или пластмассовые молоточки, а для стальных – металлические. При штамповании коронок для передних зубов гильзе сначала придают соответственную форму наковальне, потом её надевают на металлический штамп и оббивают молоточком. Коронки на боковые зубы сразу штампуют на металлических штампах. Нужно следить, чтобы во время предыдущего штампования на линии перехода дна гильзы в вертикальную стенку (на ребре гильзы) не образовалась складка. Для этого этот промежуток, от жевательной поверхности до шейки зуба, штампуют первым, а после этого начинают штамповать жевательную поверхность коронки. Можно также закруглить ребро гильзы, а потом оббить гильзу на металлическом штампе.
Отштампованную гильзу снимают со штампа, расплавляют над пламенем газового пальника, чтобы вернуть металлу жесткость и пластичность. Золотую коронку перед термической обработкой обязательно кипятят в 40-50% р-ре HCL или HNO3 , чтобы очистить от остатков легкоплавкого метала. После предыдущего штампования и термической обработки гильзу штампуют окончательно. Эту операцию можно провести тремя способами: наружным, внутренним и комбинированным.
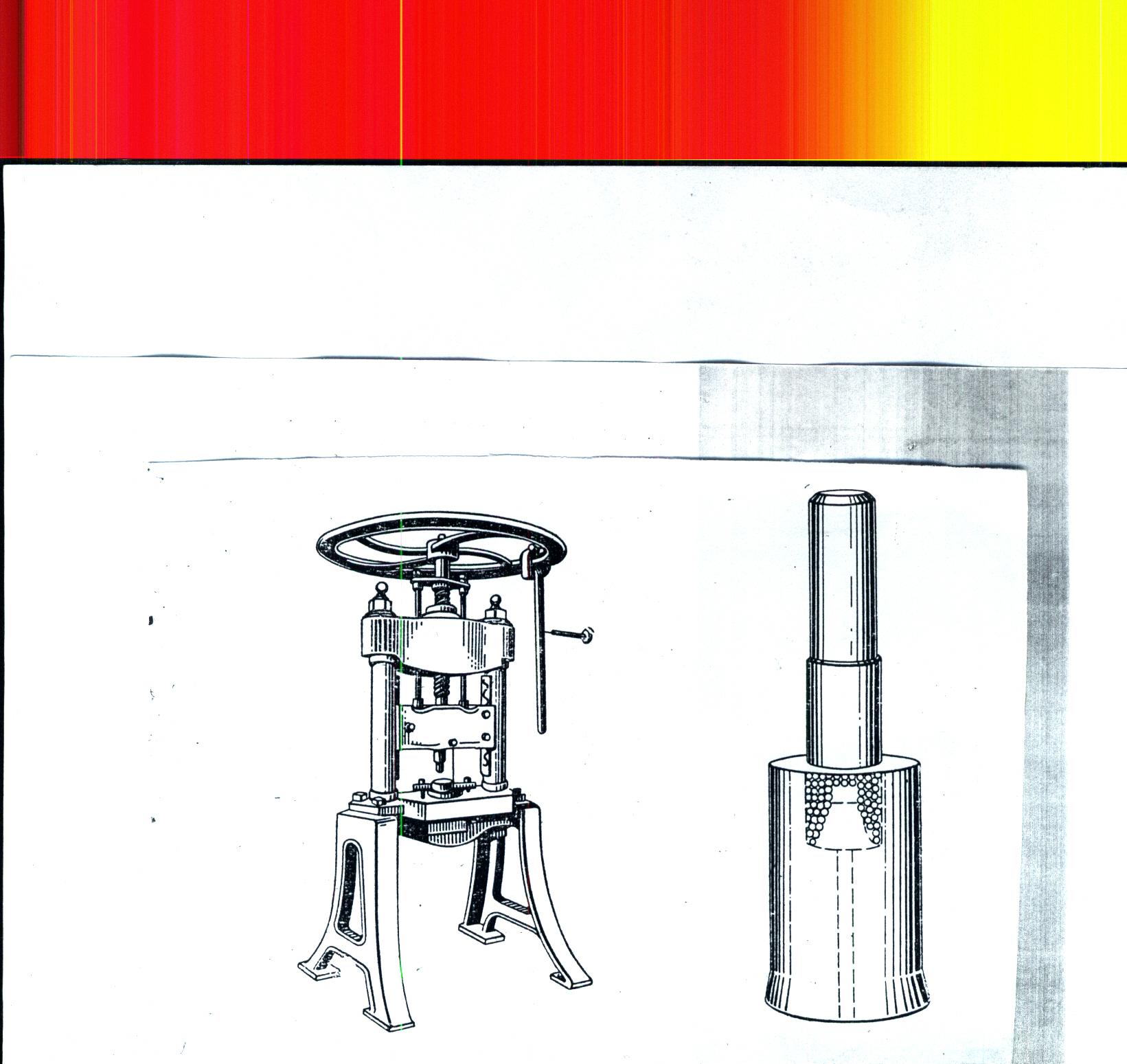
Для штампования коронок по Паркеру (метод наружного штампования) изготовляют только штамп, а контрштампом является мольдин. Штампование коронок этим методом проводят в специальном аппарате, который состоит из основы и цилиндра, и заканчивается массивной площадкой.
Полость основы заполнена мольдином или не вулканизированным каучуком. Подготовленную гильзу надевают на металлический штамп, который обворачивают полотном, чтобы предотвратить попадание в гильзу мольдина, куда её опускают. В полость основы вводят цилиндр и ударами молотка по его наружной площадке штампуют коронку. Масса, которая содержится в середине основы, под ударами молотка уплотняется, равномерно передаёт давление на всю поверхность гильзы и плотно обхватывает её на штампе. Для окончательного штампования коронки этим методом можно использовать пресс.
Способ внутреннего штампования используют при изготовлении коронки по кольцу в случае резкого разрушения зуба, когда на оттиске не чётко виден контур его шейки. Чтобы изготовить коронку по кольцу. Замеряют бендатом объём шейки, по этим размерам из медной пластинки толщиной 0,25- 0,30мм изготавливают кольцо и спаивают его серебреным припоем (2 части серебра и 1 часть латуни). Кольцо отбеливают в спирте и припасовывают на зуб. Поддесневой край кольца должен заходить в десневой карман на 0,5мм, противоположный край обрабатывают так, чтобы он не мешал движению нижней челюсти, а боковые поверхности кольца имели контакт с соседними зубами. Припасовавши кольцо, на жевательную поверхность бокового или нёбную поверхность переднего зуба кладут размягчённую термопластическую массу и просят пациента закрыть рот, чтобы сделать оттиск зубов-антагонистов, а потом осторожно заполнить кольцо гипсом и опустить его в более густой гипс. Налить на стекло, так чтобы на жевательной поверхности и на части кольца, которая прилегает к нему, гипса не было. Когда гипс затвердеет, модели придают удлиненную форму размером 5x7см и толщиной до 3см, с 2-х сторон кольца делают насечку глубиной 4-5мм и опускают на 5-7мин в холодную воду. Вынув модель с воды, на её поверхность наливают новую порцию гипса, чтобы сделать оттиск зубов-антагонистов. Когда гипс затвердеет. Обе части модели разсоединяют, массу оттиска размягчают в горячей воде и осторожно снимают. Модель с оттисками антагонистов на 5-7 мин опускают в холодную воду, а на место массы оттиска в кольцо наливают гипс и быстро соединяют обе модели. Разсоединяют их после того, как гипс затвердеет; на жевательной поверхности срезают избыток гипса, моделируя форму зуба. Закончивши моделирование жевательной поверхности, кольцо с гипсовой основой отсоединяют от модели и углубляют линию соответственно до контуров шейки зуба. Таким образом, изготовленный зуб полностью соответствует форме коронки, его можно использовать для изготовления металлического контрштампа. Для этого его закрепляют в специальном аппарате. Аппарат для внутреннего штампования коронок состоит из медной или стальной кюветы и съёмного дна кюветы или резинового конуса, в центре которого располагается металлический штифтик для становления зуба с кольцом. Толкач и зубило используют для удаления контрштампа из кюветы и для его раскалывания. Сначала в основе гипсового зуба просверливают отверстие и закрепляют его на штифтике. Соединив вместе части кюветы, их до верху заполняют легкоплавким металлом. Когда метал затвердеет, контрштамп удаляют из кюветы и раскалывают. Подобрав соответственную гильзу, накладывают её между половинками контрштампа и втискивают в кювету с некоторыми усилиями, так как гильза не соответствует форме контрштампа. Обычно контрштамп с гильзой загоняют в кювету несколькими ударами молотка. Перед штампованием гильзу наполняют мягким каучуком. Штамповать начинают изнутри: сначала деревянными палочками, а потом металлическими стержнями, пока она полностью не будет прилегать к контрштампу.
Для штампования комбинированным способом изготавливают металлический штамп и контрштамп. Последний отливают из легкоплавкого метала в специальной кювете. Для этого 2-й неиспользованный металлический штамп покрывают шаром лейкопластыря так, чтобы на боковых зубах жевательная поверхность, а на передних - поверхность, контактирующая с зубами-антагонистами, и режущий край передних зубов были свободными. Обязательно нужно перекрыть и острым инструментом выдавить на лейкопластыре шейку зуба. Толщина лейкопластыря 0,25-0,28 мм; она приблизительно такая же, как толщина гильзы, что даёт возможность сделать промежуток для гильзы между штампом и контрштампом. Расплавленный легкоплавкий метал заливают в кювету и опускают в него покрытый лейкопластырем штамп. Когда метал затвердеет, контрштамп выбивают из кюветы и раскалывают, постукивая молоточком по стержню кюветы, или при помощи шпателя. Потом лейкопластырь снимают со штампа, надевают на него подготовленную, на первом штампе гильзу, устанавливают в контрштамп, а затем в кювету и осторожно забивают в штамп.
Контрштамп сначала не плотно охватываетгильзу в штампе и не полностью входит в кювету. Поэтому нужно осторожно постучать молоточком по частях контрштампа, чтобы они заняли правильное положение, и только после этого переходят к штампованию коронки, стуча молотком по металлическому штампу.
Отштампованную коронку выбивают из кюветы вместе со штампом и контрштампом. Она должна быть гладкой и плотно охватывать металлический штамп. Чтобы снять коронку, штамп подогревают в ложке, которой заливают легкоплавкий метал. Золотые коронки нужно снимать очень осторожно, потому что расплавленный легкоплавкий метал легко проникает в золото и разрушает его. Перед штампованием золотой коронки рекомендуется наносить на поверхность металлического штампа тонкий шар масла или вазелина, чтобы изолировать золото от легкоплавкого метала. Перед выплавлением штампа желательно также смазать маслом коронку и штамп. Ждать, пока полностью расплавится штамп, не следует. Как только он немного расплавится на поверхности коронки, то, постукивая пинцетом по ложке, его выбивают. Чтобы легкоплавкий метал не проник в золото, коронку можно снять, расплавивши штамп в кипяченой воде. Но, как бы старательно не удаляли штамп, в середине коронки могут остаться кусочки легкоплавкого метала. Удаляя их острым инструментом, внутреннюю поверхность коронки протирают ватным тампоном, смоченным в р-ре HCL, а потом кипятят в этом р-ре.
После окончательного штампования коронку снова поддают термической обработке и точно по шейке обрезают ножницами. Края коронки сглаживают напильником, а стальных – карборундовыми камнями. Готовые коронки проверяют на гипсовом штампе, где окончательно уточняют линию шейки. Вместе с гипсовыми штампами коронки передают в клинику и цементируют на зубах. Обработать коронку можно и до припасовки в клинике, но отполированную коронку тяжелее припасовать, её можно поцарапать во время примерки и снятия с зуба. При обработке коронку, прежде всего, обрабатывают, тесть удаляют с её поверхности окалину химическим способом (кипятят в отбеливающем растворе). Чтобы снять окалину из стальной коронки, применяют крепкий химический раствор.



По назначению коронки из пластмассы и композитов разделяют на постоянные и временные.
По способу изготовления : прямой, непрямой (лабораторный) .
В зависимости от материала коронки разделяются на химические, термические и фотополимеризованные. Отдельную группу составляют временные стандартные коронки. В последнее время значительно распространились армированные (укрепленные) композитные коронки.
Показания:
1.Дефекты коронковой части фронтального участка верхней и нижней челюстей кариозного и некариозного происхождения.
2.Аномалии формы, размера, положения фронтальных зубов.
3.Дефекты зубного ряда( в качестве опоры в мостовидных протезах при малых включенных дефектах)
4.В качестве шинирующих конструкций при заболеваниях пародонта.
5.Как провизорная коронка на период изготовления фарфоровых, цельнолитых и металлокерамических коронок.
Противопоказания:
1.Глубокое резцовое перекрытие.
2.Аллергия на пластмассу.
3.Низкая и широкая клиническая коронка зуба.
4.Патологическая стираемость зубов.
5.Бруксизм.
Край искусственной коронки не должен заходить в зубо-десневой желобок. Препарирование зуба проводится с формированием наддесневого или придесневого уступа на культе зуба. Уступ должен быть равномерным по всему периметру культи зуба, иметь ширину приблизительно 0,8-1,0 мм, и скос по отношению к вертикальной оси 90-110 градусов. Высота культи зуба должна быть не менее, чем 3 мм. Твердые ткани зуба по всей поверхности снимаются приблизительно на одинаковую толщину:1,5-2 мм, что важно для сохранности прочности искусственной коронки из пластмассы и композитов. Апроксимальные стенки отпрепарированного зуба должны быть почти параллельны, культя приобретает форму усеченного конуса со скосом 6-8 градусов.
Обязательно обезболивать зуб, вести препарирование отрывисто, не надавливая на зуб хорошо центрированными инструментами с водным или воздушным охлаждением с использованием защитных средств, которые обеспечивают противовоспалительные, бактерицидные и регенеративные свойства.
Оттискные материалы :силиконовые, альгинатные.
На цвет коронки может отрицательно повлиять цвет фиксирующего материала. Необходимо также подбирать пластические фиксирующие материалы , учитывая хрупкость полимеров.
Недостатки пластмассовых коронок:
пластмассы, которые используются для изготовления коронок, имеют ряд недостатков: низкий коэффициент стойкости на стирание, пористость, неустойчивый цвет, высокий коэффициент термического расширения, способствуют скоплению микрофлоры в полости рта, содержат остаточный мономер, который раздражает слизистую оболочку десны. Могут вызывать аллергические реакции.
Клинические этапы изготовления пластмассовых коронок:
-препаририрование зуба под коронку
-получение оттисков
-определение цвета пластмассы
-припасовка пластмассовой коронки в полости рта
-выбор цемента для фиксации
-фиксация коронки на цемент
Препарирование твердых тканей зубов под пластмассовые коронки определяется особенностями конструкции коронки и физическими свойствами пластмассы (хрупкостью и недостаточной прочностью).Поэтому стенки искусственной коронки должны быть достаточной толщины, чтобы противостоять жевательному давлению. Для этого сошлифовывают твердые ткани зуба на большую величину, чем при изготовлении металлической или комбинированной коронки.
Известно два способа препарирования зуба под пластмассовую коронку: с уступом и без уступа. Выбор способа зависит от конкретной клинической картины, в частности от степени сохранности зуба. При сохранении пришеечной части зуба культю препарируют с уступом. Он делается для того, чтобы край пластмассовой коронки не погружался в десневой желобок, а сливался с зубом. Препарирование начинают с сепарации апроксимальных поверхностей. Ткани зуба снимают равномерно со всех сторон до получения цилиндрической формы, затем придают зубу незначительную конусность (5-6 градусов). При более выраженном конусе появляется опасность ухудшения фиксации коронки. С жевательной поверхности или режущего края убирают до 1,0-1,5 мм ткани зуба, обязательно учитывая топографию полости зуба. Разобщение с зубами-антагонистами должно быть не менее 1,0-1,5мм.
В пришеечной части зуба формируют круговой уступ шириной от 0,5-0,8 до 1,0 мм., попутно снимая ткани по периметру со всех поверхностей зуба. Уступ делается под углом 90 градусов к оси зуба.
Оттиск, как правило, получают с помощью силиконовой массы. Наиболее целесообразен двойной оттиск. Если зуб отпрепарирован с уступом, то до снятия оттиска проводят ретракцию десны с помощью ретракционной нити. Затем снимают вспомогательный оттиск с противоположной челюсти.
Цвет пластмассы определяется по соответствующей расцветке. При необходимости на отпрепарированный зуб фиксируют провизорную коронку.
После изготовления пластмассовой коронки в лаборатории производится ее припасовка и фиксация. Продезинфицированную коронку накладывают на зуб. Если коронка не накладывается свободно на зуб, то причиной этого может быть неправильная обработка зуба или нарушение технологии ее изготовления. Требуется дополнительное сошлифовывание тех участков зуба, которые мешают наложению коронки. Для этого можно использовать копировальную бумагу, коррегирующую массу оттискного силиконового материала или окклюзионный спрей (зуб обрабатывают кисточкой-маркером, либо средство вносится в коронку и она накладывается на зуб. Отметки, получаемые внутри коронки, соответствуют участкам, мешающим наложению. Припасовка коронки ведется до полного ее наложения, когда край погрузится на 0,1 мм в десневую бороздку, точно прилегая к уступу. Далее проверяют окклюзионные взаимоотношения. Лишняя пластмасса, нарушающая окклюзионные взаимоотношения, сошлифовывается.
Проверку коронки в полости рта завершают оценкой анатомической формы и при необходимости проводят ее коррекцию, окончательную обработку и полировку.
При фиксации коронки обязательно учитывается цвет цемента. Коронку обрабатывают спиртом и воздухом, зуб высушиваю. Коронку фиксируют на цемент того цвета, который соответствует цвету пластмассы.
Используют следующие цементы:
- «Адгезор» - белый
- «Висфат» - желтый
- «Унифас» - светло-желтый
- «Garvard» - различной расцветки
ОДНОМОМЕНТНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ВРЕМЕННОЙ (ПРОВИЗОРНОЙ) КОРОНКИ
Если коронка зуба сохранена (зуб изменен в цвете) и на него будет изготавливаться эстетическая коронка, то до препарирования зуба снимается оттиск силиконовой массой. Затем отпрепарированный зуб смазывается вазелином и в оттиск помещают разведенную быстрополимеризующуюся пластмассу, оттиск вводят в полость рта до затвердения пластмассы. Снятый оттиск помещается в горячую воду для окончательной полимеризации пластмассы. Пластмассовая коронка выводится из оттиска, обрабатывается, полируется и фиксируется на временный цемент.
Пластмассы для изготовления коронок:
1.Синма-м, Синма-74(полимеризируется под давлением и при t-120 С)
2.Акрилоксид (химическая полимеризация).
3.Protemp (ESPE, Германия) для временных коронок. Химическая полимеризация.
4.SR-іsosіt іnlay/onlay (Vіvadent, Германия). Полимеризируется при t и под давлением.
Композиты для изготовления коронок:
1. Євикрол-С+В (Чехия).
2. Atrglass (Heraeus Kulzer).
3. Targіs (Іvoclas)
4. Sculpture (Jenerіc Pentron).
Стандартные временные коронки:
3М ESPE Polycarbonate Crowns.
Лабораторный этап начинается с того, что по рабочему оттиску отливают две модели из гипса. Предпочтение отдается супергипсу, как наиболее прочному. На одной модели техник из воска моделирует будущую пластмассовую коронку, придавая ей анатомическую форму восстанавливаемого зуба. Вторая модель предназначается для ее припасовки. На модели срезают десневой край до самого глубоко проснятого участка в десневой борозде. После подготовки пришеечной области приступают моделированию анатомической формы зуба. При моделировании воском зуб намеренно увеличивают в объеме с расчетом на последующую обработку и полировку после полимеризации, но при этом обязательно восстанавливают плотный контакт с антагонистами и рядом стоящими зубами. Моделирование проводят светлым воском. Не следует пользоваться воском синего , зеленого или другого цвета, т.к. при его удалении из пресс-формы краситель может перейти в гипс, а в последующем и в пластмассу и придать ей нежелательную окраску. Смоделировав восковую композицию коронки, ее вырезают из модели с участком соседних зубов, которые конусовидно срезают. Весь гипсовый блок гипсуют в стоматологической кювете одним из способов ( а)-вертикально, б)-вестибулярной поверхностью вниз, в-)вестибулярной поверхностью вверх, г)-под углом 45 градусов к продольной оси зуба. Поверхность затвердевшего гипса смазывают вазелином , накрывают верхнюю часть кюветы и заливают ее гипсом. После кристаллизации гипса кювету помещают в кипящую воду на 10-15 минут, а затем вскрывают и остатки расплавленного воска вымывают горячей водой. Образуется штамп и контрштамп. Дают кювете остыть при комнатной температуре. Пластмассовое тесто приготавливается в стеклянной или фарфоровой посуде. Вначале наливают мономер , затем насыпают порошок, используя для этого мерники. Смесь тщательно размешивают и сосуд плотно закрывают(периодически открывают и перемешивают), выдержав 30-40 мин. для полимеризации. Время выдержки массы может меняться в зависимости от температуры окружающей среды. Созревшее пластмассовое тесто используют для паковки. Выдержав режим полимеризации, коронку освобождают из кюветы, удаляют с ее поверхности остатки гипса, обрабатывают, шлифуют и полируют, после чего передают в клинику.
СТАДИИ ПОЛИМЕРИЗАЦИИ
У созревающей массы по ее физическому состоянию различают 5 стадий:
1) песочная, характеризующуюся свободным, не связанным положением гранул в смеси. Масса напоминает смоченный водой песок или мокрый снег;
2) тянущихся нитей (коротких или длинных), когда масса становится более вязкой, а при ее растягивании появляются тонкие нити;
3) тестообразная, отличающаяся еще большей плотностью и исчезновением тянущихся нитей при разрыве;
4) резиноподобная с выраженными упругими свойствами;
5) стадия окончательного отверждения.
Приготовленную пластмассу «Синма», «Синма-М» пакуют в кювету. После контрольной прессовки, во время которой удаляют лишнюю пластмассу , обе части кюветы стягивают специальным фиксатором (бюгелем) и проводят полимеризацию пластмассы в кювете.
При выборе режима полимеризации следует придерживаться указаний фирм-производителей выбранной пластмассы.
Существуют также следующие методы полимеризации:
Режим полимеризации по ГЕРНЕРУ: кювету погружают в воду комнатной температуры, постепенно подогреваем в течении 30 минут до температуры 60-65 градусов, поддерживаем такую температуру в течении часа, затем за 30 минут воду доводим до 100 градусов, поддерживаем в течении часа, охлаждаем не вынимая из воды. Кювету раскрываем при 20 градусах.
Режим полимеризации по ВАСИЛЬЕВУ: кювету погружают в воду комнатной температуры, в течение часа подогревают до 95-98 градусов, выдерживают 30 минут, выключают и охлаждают до комнатной температуры, не вынимая из воды.
Режим полимеризации по ШАРГОРОДСКОМУ: кювету погружают в воду комнатной температуры, доводят до кипения за 30-40 минут, выдерживают в кипящей воде 30-40 минут, медленно охлаждают до комнатной температуры, не вынимая из воды.
Пластмассовую коронку можно изготовить и двухцветной, если шейка и режущий край другого оттенка по сравнению со всей поверхностью зуба. Для этого пластмассу замешивают двух цветов, соответственно цвету зуба, выбранного по расцветке. Пакуют основным цветом. После прессования с целлофаном (для изоляции гипса) чистым острием шпателя удаляют часть пластмассы в области шейки или режущего края коронки и на это место укладывают пластмассу другого цвета или оттенка. Пластмассовая коронка извлекается из кюветы с первой модели, обрабатывается и подгоняется уже на второй модели. Готовая коронка после обработки и полировки до момента припасовки и фиксации в полости рта хранится в воде.
Медико-технические требования к пластмассам :
1. Достаточная прочность и необходимая эластичность, которая выключает деформацию под жевательной нагрузкой.
2. Высокую выносливость на изгиб.
3. Высокую стойкость к удару.
4. Достаточная теплопроводность.
5. Достаточная прочность и низкая стираемость.
6. Индифферентность к действию слюны и разнообразной пищи.
7. Стойкость в цвету на действие окружающей среды ( воздух, солнечная радиация и т.д.1. ).
8. Безвредность к тканям полости рта.
9. Отсутствие свойств к сорбции элементов пищи и микрофлоры.
Ингредиенты полимерных материалов :
1. Наполнители (70-80%) - влияют на разные свойства полимеров : прочность, теплопроводность, усадку, стойкость к действию агрессивной среды. По происхождению их делят на минеральные и органические, по структуре - на порошковидные и волокнистые.
2.Пластификаторы - применяют для увеличения пластичности и увеличение интервала високоеластичного состояния полимерных материалов.
3.Стабилизаторы - применяют для защиты полимеров от старения. Стабилизаторы снижают скорость химических процессов которые отвечают за старение полимера.
4. Красители - применяют для получения окрашенных полимерных материалов. Окраска стоматологических материалов проводится с целью добыть необходимый эстетичный эффект (имитации твердых и мягких тканей). Для окраски полимерных материалов применяют органические красители и пигменты.
5.Сшивающие агенты - вводят в полимеры с целью создания в определенной стадии переработки поперечных связей между макромолекулами . Благодаря им материалы становятся прочнее и более выгодными в эксплуатационных отношениях . Сшивагенты делятся на вулканизирующие ( для каучуков ) , и отвердители ( для пластиков).
6.Антимикробные агенты - добавки , которые препятствуют размножению микроорганизмов в полимерных материалах .
Процесс полимеризации состоит из нескольких этапов: инициирования полимеризации , роста полимерной цепи , обрыва цепи , передачи цепи.
На полимеризационный процесс влияют следующие факторы : температура , давление, концентрация инициатора и мономера , также на реакцию влияют активаторы , ингибиторы , регуляторы и растворители .
Пластмассы для изготовления коронок:
1.Синма-м, Синма-74 (полимеризуется под давлением и при t-120 С)
2.Акрилоксид (химическая полимеризация).
3.Protemp (ESPE, Германия) для временных коронок. Химическая полимеризация.
4.SR-іsosіt іnlay/onlay (Vіvadent, Германия). Полимеризуется при t и под давлением.
Композиты для изготовления коронок:
1. Эвикрол-С+В (Чехия).
2. Atrglass (Heraeus Kulzer).
3. Targіs (Іvoclar)
4. Sculpture (Jenerіc Pentron).
Стандартные временные коронки:
3М ESPE Polycarbonate Crowns.