

2. Систематизація матеріалів щодо дипломного проектування
2.1 Технічні вимоги на обробку деталі і засоби їх досягнення.
Розглянута в проекті деталь П3.02.00.001 – «ВАЛ» працює в редукторі вугільного комбайна і призначена для передачі обертаючого моменту з основного вала на допоміжний.
Для проектування деталі використовується сталь 25ХГТ ГОСТ 4543-71 – конструкційна легована хромом, марганцем і титаном.

Рисунок 1 – Вікно програми для автоматизованого вибору хімічного складу сталі 25ХГТ
Вміст легуючих елементів значно зміцнює сталь. Сталі цього складу обробляються задовільно. Деталь підлягає термообробці – цементації з наступним загартуванням і низьким відпуском, що підвищує границю витривалості і різко знижує чутливість до концентраторів напруги завдяки твердому, насиченому вуглецем верхньому шару матеріалу та в’язкій, зі зменшеною хрупкістю серцевині.
Маса деталі – 18,8 кг. Річний випуск деталей Nр = 9000 шт.
Технічні вимоги по точності взаємного розташування поверхонь:
Допуски биття, поверхонь Ø65h9 і торця Ø94; Ø72h8 та Ø72h8 шліцьових поверхонь відносно вісі центрів не більш 0,05 мм;
Загальними конструктивними базами є шийки вала Ø65h9 і шліцові поверхні, якими вона з’єднується у механізмі, що і визначають положення вала в корпусі редуктора. В якості основних технологічних баз використовуються центрові отвори та відповідні торці. Частини вала, на яких виконано шліцьові поверхні використовують для монтування на них зубчастих колес, які і будуть передавати обертаючий момент в редукторі.
Деталь вал є досить жорсткою, має зручні базові поверхні і не викликає особливих технологічних труднощів при обробці.
Простота конструктивних форм, твердість конструкції, надійність технологічних баз і твердість кріплення під обробку забезпечує стабільність і точність обробки. При цьому використовується високопродуктивне устаткування, технологічне оснащення. Так для токарської операції можна застосовувати верстати з ЧПK.
Простота конструктивних елементів деталі дозволяє найбільш продуктивно і точно обробити поверхні деталі застосуванням відносно простих рухів інструмента і заготовки, прямолінійного поступального й обертального рухів.
Задана деталь має нормалізовані ГОСТ6636-69 діаметри та довжини, ГОСТ 1139-80 шліцьові поверхні, ГОСТ 14034-74 центрові отвори.
На поверхнях, що не визначають експлуатаційні параметри вузла, наприклад: 217h12-0.46; 526-1.75; 57+2, допуски призначені в межах ІТ12-ІТ14, що дозволяє одержати задані розміри при чорновій і чистовій обробці, тобто такі, які відповідають економічній точності.
Найбільш відповідальні поверхні Ø65h9, Ø80h6, Ø82d11, Ø80d11, обмежені більш жорсткими умовами роботи деталі. Однак вони, не виходять за межі економічної точності і при механічній обробці досягаються шліфуванням.
Шорсткість вільних поверхонь визначена, в основному, декоративними вимогами і призначена не жорсткіше економічно обґрунтованої (6,3мкм) відповідно до ГОСТ 25142-82 .
Шорсткість технологічних базових, основних конструктивних поверхонь призначена з урахуванням точності обробки нерухомо і рухливо контактних поверхонь і дорівнює 2,5мкм, Шорсткість цих поверхонь конструктивно обґрунтована і цілком досяжна чистовою й оздоблювальною обробками.
Сполучення поверхонь деталі різних класів точності і шорсткості не вимагають застосування спеціальних різальних інструментів, за винятком комбінованого центрового свердла та черв’ячних шліцьових фрез.
Конфігурація деталі забезпечує можливість зручного підведення і висновку ріжучого інструменту.
Постановка розмірів ув'язана з послідовністю обробки і дозволяє вести одночасну обробку декількома інструментами на попередньо набудованих верстатах. Це істотно підвищує технологічність обробки і дозволяє застосовувати стандартні різальні, контрольні, допоміжні інструменти і технологічне оснащення.
Висновок: якісний аналіз технологічності заданої деталі оцінюємо, як позитивний.
2.2 Заготовка для деталі в умовах виробництва.
Всі заготовки, що знаходяться на механічній обробці, виготовляються з припуском під розміри готової деталі. Характер заготовки, прийнятий для виготовлення заданої деталі, залежить від розмірів, конфігурації, технічних вимог, що пред’явлені до неї в процесі виробництва й експлуатації.
Прийнятий тип виробництва повинний забезпечити оптимальні припуски на механічну обробку, а форма і розміри заготовки повинні бути максимально наближені до форми і розмірів готової деталі.
Аналіз конструкції вала вказує на наявність значних перепадів діаметрів, що дозволяє зробити висновок - застосування заготівлі з круглого прокату буде зв'язано зі значними відходами металу, підвищеною трудомісткістю механічної обробки.
Виходячи з цього, та конструктивних особливостей заданого матеріалу приймаємо тип заготовки - штампування.
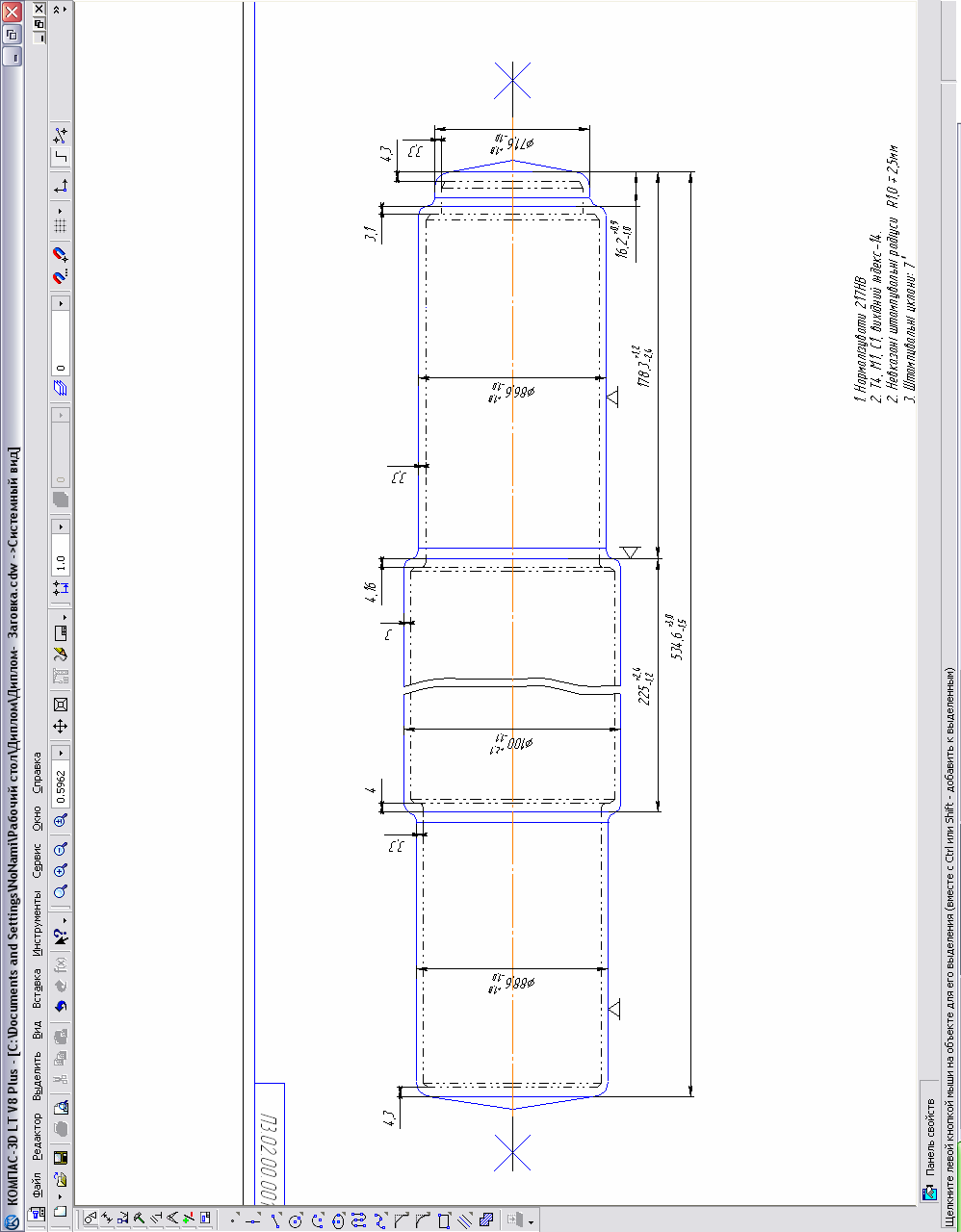 Рисунок
2–
Ескіз заготовки
Рисунок
2–
Ескіз заготовки