

Збірник 04
.pdfПЕРСПЕКТИВНІ ТЕХНОЛОГІЇ ТА ПРИЛАДИ
МІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ Луцький національний технічний університет
ПЕРСПЕКТИВНІ ТЕХНОЛОГІЇ ТА ПРИЛАДИ
Збірник наукових праць
Випуск 4
(червень, 2014)
Луцьк 2014
2
ПЕРСПЕКТИВНІ ТЕХНОЛОГІЇ ТА ПРИЛАДИ
УДК 621
Затверджено до друку науково-методичною радою Луцького Національного технічного університету протокол № 10 від «20» червня 2014року.
Затверджено до друку вченою радою університету Луцького національного технічного університету протокол № 11 від «24» червня 2014року.
«Перспективні технології та прилади» //м.Луцьк червень 2014 р. – Луцьк: ЛНТУ, 2014. - 132 с.
В збірник включені статті, що відображають наукові та практичні результати сучасних розробок технології машинота приладобудування, особливості експлуатації та повірки приладів точної механіки та медичних приладів і систем. Представленні сучасні досягнення та перспективні напрямки розвитку технологічних приладових систем в різних галузях народного господарства.
Адреса організаційного комітету:
Україна, 43018, м. Луцьк, вул. Львівська, 75, Луцький національний технічний університет, факультет екології та приладоенергетичних систем, кафедра приладобудування.
Телефон: (0332) 26-49-43 Факс: (0332) 74-48-40 e-mail: confkptm@gmail.com
© Луцький національний технічний університет, 2014 р.
3
ПЕРСПЕКТИВНІ ТЕХНОЛОГІЇ ТА ПРИЛАДИ
УДК 621
РЕДАКЦІЙНА КОЛЕГІЯ
Головний редактор:
Марчук Віктор Іванович, д.т.н., професор, Луцький національний технічний університет
Заступники головного редактора:
Ларшин Василь Петрович, д.т.н., професор, Одеський національний політехнічний університет Джугурян Тигран Герасимович, д.т.н., професор, Одеська державна академія будівництва та архітектури
Відповідальний секретар:
Лук’янчук Юрій Анатолійович, к.т.н., старший викладач, Луцький національний технічний університет
Члени редколегії:
Божидарнік Віктор Володимирович, д.т.н., професор, Луцький НТУ Гераїмчук Михайло Дем’янович, д.т.н., професор, НТУУ «КПІ» Тимчик Григорій Семенович, д.т.н., професор, НТУУ «КПІ»
Братан Сергій Михайлович, д.т.н., професор, Севастопольський НТУ
Лєбєдєв Володимир Георгійович, д.т.н., професор, Одеський НПУ Тараненко Віктор Анатолійович, д.т.н., професор, Луцький НТУ
Гевко Богдан Матвійович, д.т.н., професор, Тернопільський НТУ ім.. І.Пулюя Пилипець Михайло Ількович, д.т.н., професор, Тернопільський НТУ ім.. І.Пулюя Савчук Петро Петрович, д.т.н., професор, Луцький НТУ
Заблоцький Валенти Юрійович, к.т.н., доцент, Луцький НТУ Лапченко Юрій Сергійович, к.т.н., доцент, Луцький НТУ Денисюк Віктор Юрійович, к.т.н., доцент, Луцький НТУ Михалевич Володимир Теофілович, к.т.н., доцент, Луцький НТУ Кайдик Олег Леонтійович, к.т.н., доцент, Луцький НТУ Терлецький Тарас Володимирович, к.т.н., доцент, Луцький НТУ Симонюк Володимир Павлович, к.т.н., доцент Луцький НТУ Ящинський Леонід Васильович, к.ф-м.н., доцент, Луцький НТУ
Рекомендовано до друку Вченою радою Луцького національного технічного університету.
Засновник Луцький національний технічний університет
Друкується без редакційної правки видавництва.
4
ПЕРСПЕКТИВНІ ТЕХНОЛОГІЇ ТА ПРИЛАДИ
Вступ
Однією з важливих ознак сучасного розвитку Української держави є спрямованість вектора її економіки на підвищення конкурентоспроможності підприємств, модернізацію виробництва, впровадження нових технологій та устаткування. Провідна роль у цих процесах належить галузі приладобудування, що виготовляє засоби вимірювань, аналізу, обробки і надання інформації, обладнання регулювання, автоматичні й автоматизовані системи управління. За рівнем наукоємності вона була і залишається провідною галуззю вітчизняного машинобудування. Наукові ідеї, які народжувались у приладобудуванні, забезпечували надійність роботи пристроїв у космонавтиці, радіоелектроніці, ракетота літакобудуванні, в цілому відображали стан науково-технічного розвитку України.
Основним напрямком в формуваннi та реалiзацiї державної полiтики щодо розвитку галузей радiоелектронної та електротехнiчної промисловостей, засобiв зв'язку та приладобудування є здiйснення заходiв з розробки сучасних конкурентоспроможних виробiв, освоєння їх випуску вiтчизняними товаровиробниками, насичення внутрiшнього ринку вiтчизняною продукцiєю, витiснення iмпорту, нарощування експортного потенцiалу країни.
Вгалузi приладобудування передбачається розширення виробництва приладiв контролю, реєстрацiї даних та систем автоматизацiї для атомної енергетики, подальший розвиток наукового та аналiтичного приладобудування, планується нарощування обсягiв виробництва широкої гами вiтчизняних засобiв облiку витрачання енергоносiїв. Магiстральними напрямами розвитку галузi засобiв зв'язку є телефонний зв'язок; апаратура первинної мережi; наземна апаратура супутникового зв'язку; системи мобiльного радiозв'язку; системи теле- i радiомовлення; контрольно-вимiрювальне обладнання.
Вруслi загальнодержавної полiтики входження України до свiтової спiльноти i, в першу чергу до ЄС, диверсифiкацiї експорту вiдпрацьовуються питання щодо гармонiзацiї нацiональної i мiжнародної нормативної бази, законодавства в областi радiоелектронiки та засобiв зв`язку. На низці пiдприємств впроваджуються мiжнароднi стандарти якостi виробництва серiї ISO, проводиться сертифiкацiя виробництв спецiальної технiки країнами-споживачами.
Передумовою ефективного здiйснення структурної перебудови машинота приладобудування i одночасно механiзмами виконання цiєї роботи є здiйснення реструктуризацiї пiдприємств, змiна їх форм власностi, залучення до управлiння господарством нового власника, поширення iнвестицiйних процесiв, розвинення мережi технопаркiв, технополiсiв та iнших ефективних форм поєднання наукової дiяльностi з промисловим виробництвом, забезпечення випереджаючих темпiв випуску наукоємної продукцiї високого технологiчного рiвня.
5
ПЕРСПЕКТИВНІ ТЕХНОЛОГІЇ ТА ПРИЛАДИ
УДК 621.941.1
АДАМЕНКО Ю.І., РОДІН Р.П., ЦЕМАШКО В.В., Національний технічний університет України «Київський політехнічний інститут»
ЧАШКОВИЙ РІЗЕЦЬ З ЦИЛІНДРИЧНОЮ ЗАДНЬОЮ ПОВЕРХНЕЮ
У статті розглянуті особливості оброблення фасонних поверхонь обертання на токарних верстатах обкатними різцями. Запропоновані обкатні різці з циліндричною формою задньої поверхні. Застосування таких інструментів у порівнянні з інструментами з конічною задньою поверхнею підвищує технологічність їх виготовлення та точність обробки після переточувань. Запропонована методика проектування обкатних різців з циліндричною задньою поверхнею.
Фасонна поверхня, чашковий різець, метод обкатки, точність обробки
В статье рассмотрены особенности обработки фасонных поверхностей вращения на токарных станках обкаточными резцами. Предложены обкаточные резцы с цилиндрической задней поверхностью. Применение таких инструментов по сравнению с инструментами с конической задней поверхностью повышает технологичность их изготовления и точность обработки после переточек. Предложена методика проектирования обкаточных резцов с цилиндрической задней поверхностью.
Фасонная поверхность, чашечный резец, метод обкатки, точность обработки
The paper considers the peculiarities of machining of shaped revolved surfaces on the lathe with break-in chisel. Break-in cutters with cylindrical rear surface were proposed. The use of such tools as compared to instruments with a conical rear surface increases the workability of their construction and cutting accuracy after regrinding. The technique of designing break-cutter with a cylindrical rear surface was proposed.
Shaped surface, cup chisel, run-in method, machining accuracy
Для обробки фасонних поверхонь обертання можуть бути застосовані різноманітні методи обробки, зокрема фасонне точіння на верстатах з ЧПК, точіння із застосуванням копірувальних пристроїв, обробка фасонними радіальними та тангенціальними різцями, точіння за методом обкатки чашковими різцями та ін. Крім того, обкатними різцями можна також виготовляти кільцеві рейки, деталі з різьбою, черв’яки та зубчасті колеса за методом зуботочіння.
Зуботочіння є високопродуктивним методом обробки циліндричних зубчастих коліс зовнішнього та внутрішнього зачеплення за методом обкатки [1]. Інструмент та деталь являють собою пару, що знаходяться у зачепленні та обертаються у процесі обробки навколо мимобіжних осей. При цьому за рахунок взаємного проковзування заготовки та інструменту відбувається обробка заданої поверхні зубчастого колеса. За конструкцією обкатний різець подібний до зуборізального довбача з гвинтовою лінією зуба. На базі аналітичного визначення оптимального значення кута зачеплення передачі визначаються параметри інструменту, такі як коефіцієнт зміщення вихідного контуру, величина зточування та геометричні параметри різальної частини [2].
Вибір методу обробки деталей залежить від ряду технічних та економічних умов, і відповідно кожний з наведених методів обробки має власну область застосування.
Відомі чашкові різці для обробки фасонних поверхонь за методом обкатки [3]. Центроїдою деталі є пряма, центроїдою інструменту – коло. Головний рух заготовки – це обертальний рух навколо своєї осі, а обкатний рух інструменту – це обертальний та прямолінійно-поступальний вздовж початкової прямої. За конструкцією чашкові різці нагадують довбачі. Передня поверхня чашкового різця має конічну форму, а задня – фасонну конічну.
Недоліком обкатних різців є зміна фасонного профілю, а відповідно, і розмірів обробленої деталі після переточувань. При переточуваннях по передній поверхні зменшуються зовнішні розміри різця внаслідок наявності на різці задніх кутів . Тому допускається суворо обмежена кількість переточувань обкатних фасонних різців, що робить їх застосування мало рентабельним [4].
Виходячи з цього, метою даної роботи є підвищення ефективності застосування обкатних різців шляхом поліпшення точності обробки деталей, а також розробка методики проектування таких інструментів.
Теоретично шляхи підвищення точності інструменту сформульовані в роботі [5], а саме – задня поверхня теоретично точного обкатного різця вибирається такою, щоб забезпечити збереження
6
ПЕРСПЕКТИВНІ ТЕХНОЛОГІЇ ТА ПРИЛАДИ
профілю деталі при переточуваннях інструменту і створити на різальних кромках необхідні величини задніх кутів. Задля створення позитивного заднього кута форма задньої поверхні чашкових різців прийнята конічною. Проте така форма має певні недоліки, по-перше, на стадії виготовлення чашкового різця шліфування задньої поверхні зазвичай виконують методом обкатки фасонним шліфувальним кругом. При цьому вісь різця зміщується відносно основної поверхні різця у
вершинній точці на величину H Rк sin в , де Rк радіус шліфувального круга, в задній кут у вершинній точці різця. При такій обробці різець буде мати на задній поверхні увігнутість, яка викликає певні неточності профілю. Проте ці похибки будуть тим меншими, чим більшим є радіус шліфувального круга і є меншою висота чашкового різця.
По-друге, як було відзначено вище, переточування різця по передній конічній поверхні зменшує розміри різця, а відповідно і вносить похибки у профіль інструменту.
Тому, з метою удосконалення конструкції інструменту було запропоновано задню поверхню різця виконувати у вигляді циліндричної поверхні обертання [6].
Необхідний задній кут отримують шляхом установки різця нижче осі обертання деталі на
величину h R sin , де R – радіус кола базової точки деталі; |
– задній кут у вершинній точці |
леза різця (рис.1). |
|
Рис.1 Схема установки чашкового різця
Форма задньої поверхні у вигляді циліндричної фасонної поверхні обертання суттєво спрощує виготовлення інструменту на токарних та шліфувальних верстатах і забезпечує до десяти разів більшу кількість переточувань. При цьому переточування різця по передній конічній поверхні не змінює профіль інструменту, тобто новим і переточеним інструментом можна обробляти ідентичні за формою і розмірами деталі.
Передня поверхня чашкового різця задля створення позитивного переднього куту виконується конічною. Різальна кромка різця визначається як лінія перетину передньої конічної поверхні та вихідної інструментальної поверхні. Вихідна інструментальна поверхня визначається як обвідна поверхні деталі під час руху поверхні деталі відносно інструменту.
Розглянемо кінематику обробки деталі обертання чашковими різцями. Деталь обертається навколо своєї осі, як звичайно під час точіння. Чашковий різець встановлюється на оправці пристосування токарного верстата, причому вершинна точка різця розташована нижче від осі
обертання деталі на величину h R sin , де R – радіус кола базової точки деталі; – задній кут у вершинній точці леза різця. Різцю надається складний рух подачі, що складається із його обертання навколо своєї осі і одночасного поступального переміщення вздовж осі деталі. Цей рух зводиться до обкатки початкового кола, зв’язаного з інструментом по початковій прямій, зв’язаній з профілем деталі. В результаті різальна кромка різця займає ряд послідовних положень, обвідна до яких буде профілем деталі. Профіль деталі при тих же рухах буде займати ряд послідовних положень, рухаючись відносно інструменту, обвідна до якої буде різальною кромкою чашкового різця.
Проте є певні обмеження щодо можливості обробки заданого профілю деталі. Згідно з роботою [5] мають бути виконані наступні умови. Деталь та різальний інструмент у процесі обробки обкочуються один по одному, тобто їх профілі мають бути взаємно спряженими. Але для того, щоб деталь мала спряжений профіль, то необхідно, щоб нормалі у кожній точці деталі перетинали початкову пряму. Ця умова не може бути виконана у разі, якщо ділянка поверхні деталі є перпендикулярною до початкової прямої, адже у цьому випадку нормалі будуть паралельними до початкової прямої. Теоретично ця проблема може бути вирішена за рахунок похилого розташування
7
ПЕРСПЕКТИВНІ ТЕХНОЛОГІЇ ТА ПРИЛАДИ
початкової прямої, але по-перше, це ускладнює схему обробки, а по-друге, такий спосіб може бути застосований для деталей одностороннього профілю.
Під час обробки обкатними різцями можливе підрізання увігнутого профілю деталі випуклим профілем інструменту. Для усунення цього явища необхідно правильно вибрати положення початкової прямої, зв’язаної з профілем деталі, тобто необхідно, щоб радіус кривизни профілю деталі у точках дотику був більший, ніж радіус кривизни профілю інструменту. У ряді випадків під час обробки деталей увігнутої форми значної глибини профілю може виявитись, що деталь оброблена не повністю, тому необхідно перевірити можливість точної обробки.
Під час проектування обкатних різців необхідно забезпечити зовнішній дотик профілів інструменту та деталі. У разі внутрішнього дотику вказаних профілів відбувається підрізання деталі інструментом, і обробка деталі згідно з кресленням є неможливою.
Залежно від профілю деталі може виявитися, що обробка повного профілю є неможливою через утворення перехідних кривих. Щоб перехідна крива не утворювалась, необхідно щоб суміжні ділянки профілю інструменту не перетиналися один з одним. Цього можна досягти за рахунок правильного вибору положення початкового кола та початкової прямої.
Вибір радіуса початкового кола є одним з найважливіших етапів проектування. Для обробки коротких деталей обертання обкатний різець варто проектувати з кількома однаковими різальними секторами. У випадку, коли профіль деталі не повторюється доцільно виготовляти обкатний різець з одним зубом і при цьому передбачити ділянку під відрізку.
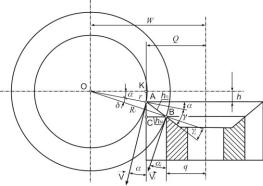
Оскільки обкатний різець з циліндричною задньою поверхнею встановлюється нижче від осі обертання деталі, то виникає необхідність визначення профілю інструменту в передній площині та у нормальному перерізі. Визначимо глибину профілю чашкового різця для обробки заданої поверхні обертання. Відомими будемо вважати форму та розміри деталі, що обробляється, максимальний радіус різця Q , а також статичні кути передній γ та задній .
Розглянемо трикутник АОВ. У ньому OA r , де r |
- радіус обертання базової точки А деталі, |
тобто точки мінімального радіуса обертання; OB Ri , де |
Ri – радіус обертання довільної точки В; |
AB hП , де hП - висота профілю різця в перерізі передньої поверхні.
У цьому ж трикутнику АОВ запишемо значення кутів. Отже кут при вершині А дорівнює 180 ; кут при вершині О позначимо ; тоді кут при вершині В буде 180 (180 ) .
Знаючи довжину трьох сторін трикутника та величну кутів, запишемо теорему синусів. |
|
|||||||||||||
|
Ri |
|
|
|
r |
|
|
|
|
|
hП |
|
||
|
|
|
|
|
|
|
|
|
|
|
||||
|
sin |
sin( ) |
sin |
(1) |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Знаходимо кут δ: |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
sin( ) |
r |
sin |
|
|||||||||
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
Ri |
(2) |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Тоді висота профілю різця у перерізі передньої конічної поверхні площиною визначається за |
||||||||||||||
формулою: |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
hП |
|
Ri sin |
|
|||||||||
|
|
sin |
|
|
|
|
|
|
(3) |
|||||
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Для визначення профілю різця у нормальному перерізі із точки В опустимо перпендикуляр на |
||||||||||||||
твірну задньої поверхні чашкового різця до точки С. Із трикутника АВС визначимо hN : |
|
|||||||||||||
|
|
hN |
hП sin( ) |
(4) |
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
hN |
|
Ri sin |
sin( ) |
|
|||||||||
|
|
|
sin |
|
||||||||||
або |
|
|
|
|
|
|
|
|
|
(5) |
||||
|
|
|
|
|
|
|
|
|
|
|
||||
Якщо відомий радіус чашкового різця Q, то міжосьову відстань можна визначити за формулою:
W Q hN |
(6) |
|
Радіус довільної точки різця визначається за залежністю:
q Q hN |
(7) |
|
|
8 |
|
ПЕРСПЕКТИВНІ ТЕХНОЛОГІЇ ТА ПРИЛАДИ
Отже, задавшись координатами точок деталі (x; y), за формулами (2)-(7) визначаються параметри чашкового різця.
|
Визначимо передні та задні кути у |
довільній точці |
різальної кромки. Отже |
i |
|
, |
|
|
|
||||
i |
, де α і - задній і передній кути |
у базовій точці А, |
- кут, що визначається за формулою |
|||
(2). Як видно з наведених формул, значення передніх та задніх кутів будуть змінюватись тим інтенсивніше, чим більшим є кут .
Для аналізу різальної здатності інструменту важливо знати задній кут |
N |
у перерізі, |
|
||
нормальному до різальної кромки в заданій точці. Цей кут визначається |
за формулою |
|
tg N tg i sin i , де i - кут між радіальною прямою та дотичною до профілю різальної кромки у даній точці, його визначають графічно або аналітично.
Виготовлення задньої поверхні обкатних різців у вигляді циліндричної поверхні обертання суттєво спрощує конструкцію інструменту. Циліндрична форма задньої поверхні є більш технологічною і біль точною у порівнянні з конічною через відсутність сідловини. Переточування інструменту по передній конічній поверхні не викликає зміни профілю інструменту, а отже новим і переточеним інструментом можна виготовляти ідентичні деталі. У роботі запропонована методика профілювання інструменту та наведені рекомендації щодо вибору конструктивних параметрів чашкових різців.
Інформаційні джерела
1.Крупина Н.П., Гаврилов Ю.В. Оптимальные параметры обкаточных резцов для зуботочения. Изв. Челябинского научн. центра, вып.2, 2007. С.49-54.
2.Патент на изобретение №2165339. Способ изготовления цилиндрических зубчатых колес/ Н.П. Крупина, А.П. Карасев, В.И. Захаров. Опубликовано 20.04.2001. Бюл. №11.
3.Металлорежущие инструменты / Г.Н.Сахаров, О.Б. Арбузов, Ю.Л. Боровой и др. – М.: Машиностроение, 1989. –328 с.
4.Грановский Г.И., Панченко К.П. Фасонные резцы – М.: Машиностроение, 1975. –309 с.
5.Металлорежущие инструменты. Родин П.Р. К.: «Вища школа», 1986, 455 с.
6.Патент на корисну модель UA 70045, МПК B23B 27/00, Опубл. 25.05.2012, Бюл.10. Чашковий різець. Адаменко Ю.І., Родін Р.П., Цемашко В.В.
УДК 621.315.592 С.В. Луньов, О.В.Бурбан, Л.А. Косинець, А.І. Цизь, Т.В. Максимчук
Луцький національний технічний університет
РОЗСІЯННЯ ЕЛЕКТРОНІВ ДЛЯ РІЗНИХ Δ1 МОДЕЛЕЙ ЗОНИ ПРОВІДНОСТІ МОНОКРИСТАЛІВ n-Ge
Досліджено розсіяння електронів на акустичних фононах, іонах домішки та міждолинних фононах для різних Δ1 моделей зони провідності германію утворених гідростатичним тиском та одновісним тиском у випадках X // J //[100] , X // J //[110] . На основі теорії анізотропного розсіювання отримано температурні залежності параметра анізотропії часів релаксації для різних моделей Δ1зони провідності кристалів германію. Показано, що ефективність міждолинного розсіяння в Δ1 – моделі залежить також від самої структури Δ1 – зони, тобто числа еквівалентних еліпсоїдів, які її утворюють.
Ключові слова: міждолинне розсіяння, Δ1 модель зони провідності,час релаксації.
Исследовано рассеяние электронов на акустических фононах, ионах примеси и междолинных
фононах в разных ∆1 моделях зоны проводимости германия образованных |
гидростатическим |
давлением и одноосным давлением в случаях X // J //[100] , X // J //[110] . На |
основании теории |
анизотропного рассеивания получено температурные зависимости параметра анизотропии времен релаксации для разных моделей Δ1-зоны проводимости кристаллов германия. Показано, что эффективность междолинного рассеяния в Δ1-модели зависит также от самой структуры Δ1зоны, тесть числа эквивалентных эллипсоидов, которые ее образовывают.
Ключевые слова: междолинное рассеяние, Δ1 модель зоны проводимости, время релаксации.
9

ПЕРСПЕКТИВНІ ТЕХНОЛОГІЇ ТА ПРИЛАДИ
The electron scattering by acoustic phonons, impurity ions and intervalley phonons in case different
Δ1 models of the conduction band of germanium are investigated. The different Δ1 models of conduction band are implemented hydrostatic pressure and uniaxial pressure when P // J //[100] and P // J //[110] .
Temperature dependences of anisotropy parameter of relaxation times for different ∆1 models of conduction band of germanium have been obtained on the basis of the theory of anisotropic scattering. The efficiency of intervalley scattering in Δ1 model depends on the structure of Δ1 band, i.e. the number of equivalent ellipsoids that form it are shown.
Keywords: intervalley scattering, Δ1 model of conduction band, relaxation time.
Стрімкий розвиток наноелектроніки та мікропроцесорної техніки вимагає створення нових матеріалів, які можуть бути використані для створення різного роду приладів, та вдосконалення тих, які вже використовуються. Одним з таких перспективних матеріалів, незважаючи на всебічну вивченість його властивостей, є германій.
Для передбачення фізичних властивостей даного матеріалу в екстремальних умовах направленої дії електричних, деформаційних, оптичних та температурних полів, необхідно знати особливості зміни зонної структури германію при дії даних факторів.
Наприклад, розрахунки, які виконанні в роботі [1] на основі методу Монте – Карло показують, що заселеність електронами ∆1 – мінімумів зони провідності германію може відбуватись при
електричних полях напруженістю E 3 4 ê / ñì .
Дослідження різних кінетичних ефектів в сильно деформованих кристалах n-Ge є актуальним з точки зору вивчення властивостей наноструктур.
Однією |
з |
основних проблем |
при задані |
необхідних |
електрофізичних властивостях |
таких |
наноструктур |
є врахування впливу деформацій на їх кількісні характеристики. Тому при |
|||||
конструюванні |
та моделюванні |
необхідних |
елементів |
мікро та наноелектроніки, в |
яких |
|
використовується германій, необхідно враховути не мало важливий вплив деформації. Нанотехнології напруженого германію знайшли широке практичне використання в NMOSFET
та CMOS електронних приладах [2-4]. Зокрема в роботі [2] показано, що в наноструктурах з
компонентою n Ge розмірами до 20 нм за рахунок значних внутрішніх напруг відбувається перебудова зонної структури кристалу. Внаслідок цього виникає гігантське збільшення рухливості
порівняно з недеформованими кристалами n Ge та n Si , яке має широке практичне використання в CMOS приладах. Дані внутрішні напруження можуть бути за величиною такими, що відбувається радикальна перебудова зонної структури кристалів германію, яка має багатодолинний характер [5]. При цьому необхідно вже враховувати вклад в різні кінетичні та оптичні ефекти високоенергетичних мінімумів зони провідності германію.
Тому нами досліджувалось розсіяння носіїв заряду в різних Δ1-моделях зони провідності кристалів n-Ge. В роботі [6] було показано, що енергетична щілина між L1 та Δ1 – мінімумами буде зменшуватись при гідростатичному тискові та одновісних тисках вздовж кристалографічних напрямків [100] та [110]. При цьому інверсію типу L1 –Δ1 абсолютного мінімуму можна реалізувати при гідростатичному тиску порядку 6 ГПа або одновісних тисках X≈3 ГПа, коли X // J //[100] , та X≈8 ГПа, коли X // J //[110] . Внаслідок чого для випадку гідростатичного тиску можна отримати шестиеліпсоїдну Δ1-модель зони провідності кристалів n-Ge, а при одновісному тискові – двохеліпсоїдну або чотирьохеліпсоїдну. Нами розглядався випадок змішаного розсіяння електронів на акустичних фононах (внутрідолинне розсіяння), іонах домішки та міждолинних фононах в даних Δ1-моделях. Як було показано в роботі [7], міждолинне розсіяння для Δ1 – мінімуму спричинене взаємодією електронів з акустичними та оптичними фононами з частотами, що відповідають температурам TC1=320 K (міждолинне розсіяння f – типу), TC2=430 K і TC3=100 K (міждолинне
розсіяння g – типу). Таке розсіяння описується скалярним часом релаксації j [7]:
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
a |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
j |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
j |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
j |
|
|
, |
|
|
|
|
|
(1) |
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
2 |
|
|
|
j |
3 |
2 |
|
|
|
|
|
12 |
|
|
|
|
|
|
|
|
|
|
|
12 |
|
TCj |
|
|
|
|
12 |
|
|
|
|
|
|
|
m |
|
|
|
|
|
|
T |
|
|
|
|
|
|
|
|
1 |
|
TCj |
|
|
|
|
TCj |
|
TCj |
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
j |
|
|
d |
|
|
|
|
|
|
|
|
|
(x) |
|
|
|
|
x |
|
|
|
e T (x; |
|
) x |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
a j |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
|
|
|
|
|
|
kTCj |
1 |
|
T |
|
|
|
j |
|
|
|
|
TCj |
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
2 |
2 |
|
2 |
|
|
|
|
|
|
|
|
|
|
T |
|
|
|
|
|
T |
|
T |
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||
де |
|
|
|
|
|
|
Cj |
, |
|
|
|
|
|
e T 1 |
|
|
|
|
|
|
|
|
|
|
, |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
|
|
|
|
|
|
|
|
|
|
|