

9 Определение необходимого количества оборудования, построение графиков
Определяем количество единиц оборудования по формуле [2]
 (9.1)
(9.1)
где
 ―
штучное или штучно-калькуляционное
время выполнения
―
штучное или штучно-калькуляционное
время выполнения
операции, мин;
 ―годовой
объём выпуска деталей, шт.;
―годовой
объём выпуска деталей, шт.;
 ―действительный
годовой фонд времени, ч (при двухсменном
―действительный
годовой фонд времени, ч (при двухсменном
режиме
работы
 );
);
 ―нормативный
коэффициент загрузки оборудования,
равный 0,8.
―нормативный
коэффициент загрузки оборудования,
равный 0,8.
Расчётный
коэффициент загрузки оборудования по
данной операции
 определяем по формуле [2]
определяем по формуле [2]
 (9.2)
(9.2)
где
 ―
расчётное количество станков по данной
операции;
―
расчётное количество станков по данной
операции;
 ―принятое
количество станков по данной операции,
полученное
―принятое
количество станков по данной операции,
полученное
округлением до ближайшего большего целого числа полученного
значения
 .
.
Коэффициент
использования оборудования по основному
(технологическому) времени
 свидетельствует о доле машинного времени
в общем времени работы станка:
свидетельствует о доле машинного времени
в общем времени работы станка:
 (9.3)
(9.3)
где tО — основное (машинное) время, мин.
Произведём расчёт для операции «005 Токарная с ЧПУ»:
 ;
;
 ;
; .
.
По аналогии рассчитаем показатели для всех остальных операций. Расчеты по определению необходимого количества оборудования и его загрузки сводим в таблицу 9.1 и строим график загрузки оборудования (рисунок 9.1) и график использования оборудования по основному времени (рисунок 9.2).
Таблица 9.1 — Расчёт требуемого количества станков
|
№ операции |
Модель станка |
tО, мин |
tШТ.-К., мин |
mp |
Р |
ηз.ф. |
ηо | ||||||
|
005 |
Токарный с ЧПУ 16К20Ф3 |
1,38 |
4,7 |
0,073 |
1 |
0,073 |
0,29 | ||||||
|
010 |
3,7 |
7,2 |
0,112 |
1 |
0,112 |
0,51 | |||||||
|
015 |
1,94 |
5,3 |
0,082 |
1 |
0,082 |
0,37 | |||||||
|
020 |
Вертикально-сверлильный с ЧПУ 2Р135Ф2-1 |
1,7 |
4,0 |
0,062 |
1 |
0,062 |
0,43 | ||||||
|
025 |
Горизонтально-фрезерный 6Р83 |
3,6 |
7,3 |
0,114 |
1 |
0,114 |
0,50 | ||||||
|
030 |
1,17 |
4,6 |
0,071 |
1 |
0,071 |
0,25 | |||||||
|
035 |
Вертикально-сверлильный с ЧПУ 2Р135Ф2-1 |
1,82 |
6,4 |
0,100 |
1 |
0,100 |
0,28 | ||||||
|
040 |
0,09 |
2,1 |
0,033 |
1 |
0,033 |
0,04 | |||||||
|
045 |
Горизонтально-фрезерный станок 6Р83 |
1,2 |
4,6 |
0,071 |
1 |
0,071 |
0,26 | ||||||
|
050 |
Вертикально-сверлильный с ЧПУ 2Р135Ф2-1 |
0,82 |
4,5 |
0,070 |
1 |
0,070 |
0,18 | ||||||
|
∑ |
17,42 |
50,7 |
|
|
|
| |||||||
Средний коэффициент использования группы станков по основному времени определим по формуле
 .
(9.4)
.
(9.4)

Рисунок 9.1 — График загрузки оборудования
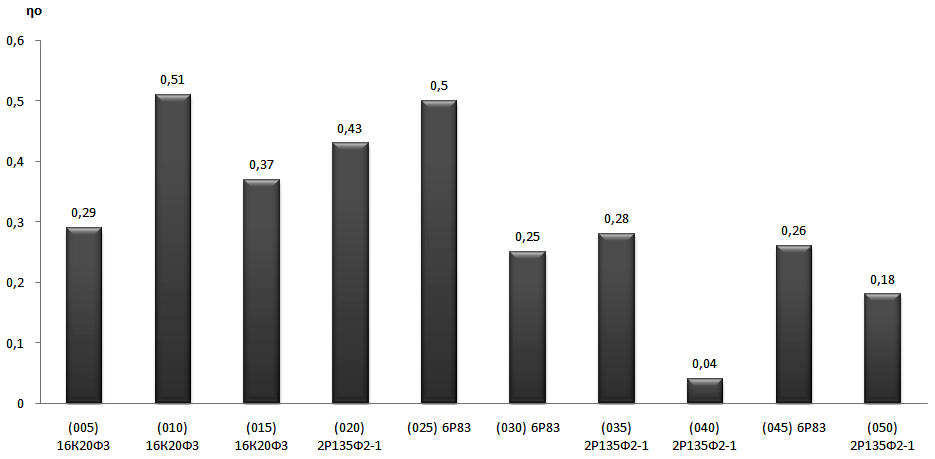
Рисунок 9.2 — График использования оборудования по основному времени
Поскольку полученные коэффициенты загрузки меньше, чем нормативный коэффициент загрузки, то необходимо провести дозагрузку станка деталями, имеющими сходные конструктивно-технологические признаки.