

4.2 Геометричні параметри
До геометричних параметрів відносять: макрогеометрію поверхні, мікрогеометрію поверхні, хвилястість.
Макрогеометріяповерхні характеризується похибками форми (овальність, конусність, бочкоподібність), які відносяться до параметрів точності обробки.
Мікрогеометріяповерхні (шорсткість) обумовлена наявністю мікро нерівностей, які є результатом взаємодії оброблюваної поверхні з різальним інструментом на фінішних операціях. Шорсткість прийнято визначати за профілем, який утворюється в перерізі цієї поверхні площиною, перпендикулярною до номінальної (зображеної на кресленні) поверхні. При цьому профіль розглядається на довжині базової лінії, яка використовується для виділення нерівностей і кількісного визначення їх параметрів.
При стандартизації шорсткості поверхні за основу прийнята система відліку, в якій у якості базової лінії служить середня лінія профілю.
Висота нерівностей профілю по десяти
точках
![]() уявляє собою суму середніх абсолютних
значень висот п’яти найбільших виступів
профілю і глибин п’яти найбільших
западин профілю в межах базової довжини,
тобто:
уявляє собою суму середніх абсолютних
значень висот п’яти найбільших виступів
профілю і глибин п’яти найбільших
западин профілю в межах базової довжини,
тобто:
![]() (4.11)
(4.11)
де
![]() – висота і-го найбільшого виступу
профілю;
– висота і-го найбільшого виступу
профілю;
![]() – глибина і-ї найбільшої западини
профілю.
– глибина і-ї найбільшої западини
профілю.
Таке ж велике значення в машинобудуванні
при оцінці шорсткості поверхні має і
критерій
![]() .
.
Середнє арифметичне
відхилення
![]() профілю - є середнє арифметичне абсолютних
значень відхилень профілю в межах
базової довжини
профілю - є середнє арифметичне абсолютних
значень відхилень профілю в межах
базової довжини![]() :
:
![]()
або приблизно
![]() (4.12)
(4.12)
де
![]() – відхилення профілю, яке визначається
відстанню між будь-якою точкою профілю
і середньою лінією і виміряне по нормалі,
проведеній до середньої лінії через цю
точку;
– відхилення профілю, яке визначається
відстанню між будь-якою точкою профілю
і середньою лінією і виміряне по нормалі,
проведеній до середньої лінії через цю
точку;
![]() –
базова довжина;
–
базова довжина;
![]() –
число вибраних точок на базовій довжині.
–
число вибраних точок на базовій довжині.
При проектуванні виробу, залежно від функціональних вимог, які ставляться до його робочих поверхонь, параметри шорсткості вибирають за державним стандартом.
Примітка. Значення шорсткості, що рекомендується для використання при конструюванні та технологічному проектуванні надано в кафедральному довіднику у таблицях додатку М 2.10.
Параметри шорсткості поверхні для різних умов обробки можна визначити за емпіричними залежностями.
Зокрема, при чистовій обробці середньо вуглецевих сталей точінням різцями марки Т15К6 середнє арифметичне відхилення профілю Rаможна визначити за [1]:
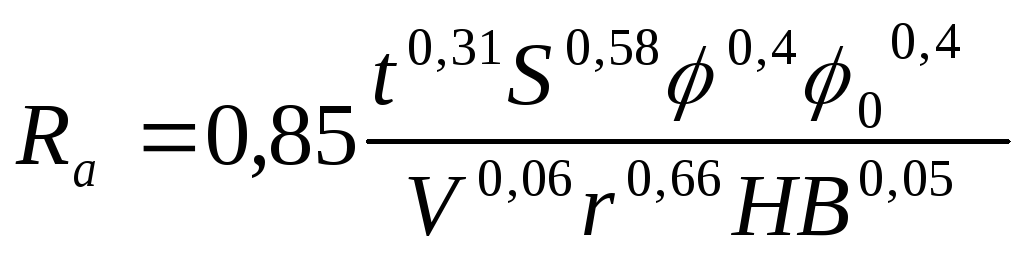 мкм (4.13)
мкм (4.13)
де t – глибина різання, мм;
S – подача, мм/об;
φ і φ0– головний і допоміжний кути в плані, градусах;
V – швидкість різання, м/хв;
r – радіус при вершині різця, мм;
HB – твердість за Брінелем.
При алмазному точінні різцями з композиту 01 загартованих сталей [1]:
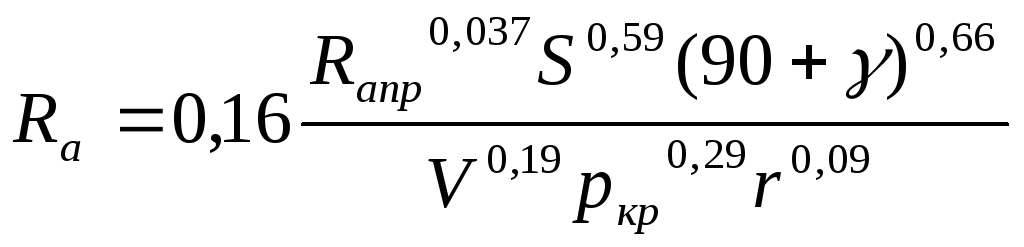 (4.14)
(4.14)
Rапр– попередня шорсткість, мкм;
γ – передній кут різця, град.;
ркр - радіус округлення головної різальної кромки, мм.
Наведені залежності дозволяють як прогнозувати очікувану шорсткість поверхні, так і визначати елементи режимів обробки та геометричні параметри інструментів відповідно до заданих значень шорсткості.
Приклад перший до п.4.2
Визначити очікувану шорсткість поверхні при точінні середньо вуглецевої сталі твердістю 180 НВ різцем із Т15К6 з геометричними параметрами: φ = 600, φ1 = 300, r = 0,8 мм; і режимами різання: t = 1,2 мм, S = 0,12 мм/об, V = 80 м/хв.
Розв’язання
Підставляючи вихідні дані у залежність (4.13), отримаємо:
![]()