

Производительность находится по формуле 1.15.
![]() (1.15)
(1.15)
QТ = 9704 / 114,02 = 95 (изделий/час).
Доля простоев находится как отношение времени затрачиваемого на устранение простоев t5 к времени на сборку 9704 изделий t3 (формула 1.15).
![]() (1.15)
(1.15)
D = 49,33 / 114,02 = 0,43 = 43 %
Суммарное время технологического воздействия на заготовку с учетом того, что сбои сборочных устройств имеют место определяется по формуле 1.16.
![]() (1.16)
(1.16)
t∑р = 60 · 30 / 95=18,95 (мин).
в) Заклинивание из-за некачественных деталей. Предположим, что 0,5% количества деталей в партии – брак. Определите фактическую производительность автоматической линии QФ?
Решение. Фактическая производительность – это производительность с учетом всех видов потерь: собственных и организационных. Вероятность того, что данная позиция не заклинится на данном цикле:
р3 = р1 · (1-0,005) = 0,999 · (1 - 0,005) = 0,994.
Вероятность того, что цикл не прервется, т.е. вся линия будет работать без сбоев:
р4 = (p3)n = 0,99430 = 0,8349;
Вероятность того, что цикл прервется:
р5 = 1 - 0,8349 = 0,1651 (N2 = 1651);
Определим
время, затрачиваемое на сборку 8349 изделий
(N1
= 8349),
![]() (формула 1.17), при суммарном времени
безотказной работы
(формула 1.17), при суммарном времени
безотказной работы![]() и времени на устранение отказовtВНЕ
(время внецикловых потерь, которое
складывается из собственных и
организационных потерь
которое складывается из собственных и
автоматической линии).
Количество отказов при сборке 8349 изделий
будет равно N2
= 1651.
и времени на устранение отказовtВНЕ
(время внецикловых потерь, которое
складывается из собственных и
организационных потерь
которое складывается из собственных и
автоматической линии).
Количество отказов при сборке 8349 изделий
будет равно N2
= 1651.
![]() (1.17)
(1.17)
t2 = 8349 * 24 / 3600 + 1651 * 10 / 60 = 55,55 + 215,16 = 330,82 (час).
Фактическая производительность находится по формуле 1.18.
![]() (1.18)
(1.18)
QФ = 8349 / 330,82 = 25 (изделий/чac).
Доля простоев определяется по формуле 1.19.
![]() (1.19)
(1.19)
D = 275,16 / 330,82 = 0,83 = 83%.
Время производства находится согласно формуле 1.20.
![]() (1.20)
(1.20)
t∑р = 60 * 30 / 25 = 72 мин = 1,2 (чac).
Таким образом, всего 0,5% некачественных деталей, как в нашем случае, сокращает производительность с 95 изделий/ч до 25 изделий/ч, увеличивает время простоев с 43% до 83% и время производства с 20 мин до более чем 1 ч.
Задача 7. Восьмипозиционная (N= 8) карусельная установка приводимая мальтийским механизмом, у которого время индексацииtх= 3 с, а время выстояtр= 5 с. На каждой позиции происходит один сбой на каждые 100 циклов. Сбой на одной или нескольких позициях вызовет перебой в работе тактовой установки, что потребует вмешательства оператора для наладки и повторного запуска. На это требуется приблизительно 10 мин.
а) Какова цикловая производительность линии при полном отсутствии сбоев? Каково суммарное время технологического воздействия на заготовку?
б) Какова техническая производительность линии, если сбои сборочных устройств имеют место? Какую долю составляет время простоев? Каково суммарное время технологического воздействия на заготовку?
2. Построение циклограмм работы автоматов и автоматизированных участков.
За время рабочего цикла станок выдает одну или несколько деталей, т.е. каждый механизм за цикл обработки одной детали, как правило, срабатывает один раз.
Так как большинство движений и процессов являются циклическими, то для увязки работы отдельных механизмов удобно пользоваться условными диаграммами – циклограммами.
Циклограммы чаще всего показывают зависимость перемещения рабочих органов от времени или от соответствующих углов поворота распределительного вала и бывают нескольких видов.
Линейная циклограмма
Работе каждого механизма соответствует отрезок прямой (или полосы) с изображением фаз движения и поясняющими надписями. Количество полос равно количеству агрегатов, движение которых необходимо согласовывать. Циклограмма строится во временном масштабе. Штриховка каждой полосы должна быть разной. Квадрат с обозначением (БП – быстрый подвод, РХ – рабочий ход, БО – быстрый отвод) не штрихуется. Если неудобно строить циклограмму во временном масштабе, от она сопровождается таблицей, в которой указывается № и содержание перехода, длительность перехода, время начала и конца перехода. Линейная циклограмма представлена на рис. 1.

Рис. 1. Линейная циклограмма
Круговая циклограмма (циклограмма в полярной системе координат)
Круговая циклограмма – это циклограмма, где циклу движения каждого механизма соответствует окружность произвольного радиуса, на которой изображены фазы движения с поясняющими надписями. Такая циклограмма строится для механизмов с распределительным валом, для проектирования кулачков, строится всегда после построения линейной циклограммы. Круговая циклограмма представлена на рис. 2.

Рис. 2. Круговая циклограмма
Циклограмма с условным изображением рабочих органов в прямоугольной системе координат
Наиболее часто применяемые, такие циклограммы могут строится для перемещений (s-t), скоростей (v-t, w-t), ускорений (a-t), нагрузок (F-t), нагрузок в гидросистеме (p-t) и т.д. Синхронные диаграммы дают возможность проверить правильность цикла и по возможности совместить по времени, т.е «уплотнить» цикл. Обычно такая циклограмма строится для разработки системы управления станком. На рис. 3 изображена диаграмма нарезания резьбы метчиком.

Рис. 3. Диаграмма нарезания резьбы метчиком
Совмещенная диаграмма движения рабочих органов и органов управления
В данном типе диаграмм числами обозначены моменты подачи команд и положения органов управления в течении цикла, каждое одновременное переключение органов управления называется тактом, а последовательность переключений изображают в виде тактограмм (рис. 4).
Циклограмма упрощенная линейная
Упрощенная линейная циклограмма изображена на рис. 5.
Циклограмма в координатах v-s для возвратно-поступательного движения рабочего органа (рис. 6)
Такая циклограмма строится для рабочих органов, двигающихся поступательно.
 Рис.
4. Тактограмма:
Рис.
4. Тактограмма:
1 – начало подачи прутка, патрон разжат, давления нет; 2 – конец подачи прутка, начало зажима патрона; 3 – патрон зажат, давление подано; 4 - начало отвода механизма подачи прутка в исходное положение; 5 – разжим патрона.
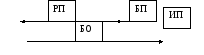
Рис. 5. Упрощенная линейная циклограмма

Рис. 6. Циклограмма в координатах v-s для возвратно-поступательного движения рабочего органа
Задача 8. Построить линейную и круговую циклограмму работы токарного горизонтального пруткового многошпиндельного автомата. Время работы различных механизмов следующее:
время на зажим-разжим прутка механизмом зажима прутка – 0,1 мин;
время на выдвижение прутка механизмом подачи прутка – 0,5 мин;
время на поворот барабана на одну позицию механизмом поворота барабана – 0,3 мин;
время на фиксацию барабана механизмом фиксации барабана – 0,1 мин;
время работы продольного суппорта:
- быстрый отвод – 0,4 мин,
- быстрый подвод – 0,2 мин,
- рабочий ход – 1,5 мин;
6. время работы поперечного суппорта:
- быстрый отвод – 0,3 мин,
- быстрый подвод – 0,2 мин,
- рабочий ход – 1 мин.
Решение. Перед построение циклограммы необходимо определить последовательность действий станка-автомата. Принцип действия токарного горизонтального пруткового многошпиндельного автомата заключается в следующем. Пруток подается в одной из позиций до упора и зажимается. Затем следует поворот шпиндельного блока, и заготовка попадает в первую позицию, где происходит обработка в осевом и поперечном направлениях. В это время на следующем шпинделе происходит подача и зажим прутка. Переходя последовательно из позиции в позицию, заготовка обрабатывается. В последней позиции производится отрезка готовой детали, после чего следует разжим и подача новой порции прутка до упора.
Далее необходимо определить те механизмы станка-автомата, работу которых нам необходимо согласовывать. В нашей задаче это будут:
механизм зажима прутка;
механизм подачи прутка;
механизм поворота барабана;
механизм фиксации барабана;
продольный суппорт;
поперечный суппорт.
Первой строится линейная циклограмма, а затем на ее основе строится круговая циклограмма.
При построении линейной циклограммы работе каждого механизма соответствует отрезок прямой (или полосы) с изображением фаз движения и поясняющими надписями. Количество полос равно количеству агрегатов, движение которых необходимо согласовывать. Циклограмма строится во временном масштабе. Штриховка каждой полосы должна быть различной Построение циклограммы начинается с момента окончания обработки детали. Линейная циклограмма работы токарного горизонтального пруткового многошпиндельного автомата представлена на рис. 7.
Зная время работы каждого механизма можно определить время цикла работы станка автомата:
ТРЦ = 0,1+0,5+0,1+0,3+0,1+0,2+1,5+0,4=3,2 мин
После построения линейной циклограммы строится круговая (в полярной системе координат), где циклу движения каждого механизма соответствует окружность произвольного радиуса, на которой изображены фазы движения с поясняющими надписями. Циклограмма показывает зависимость перемещения рабочих органов от соответствующих углов поворота распределительного вала. Линейная и круговая циклограммы связаны между собой следующей формулой 2.1, выражающей значение цены деления круговой циклограммы:
![]() (2.1)
(2.1)
Таким образом, если время рабочего цикла 3,2 мин, то получаем что 1 минута соответствует 112,50 на круговой циклограмме. Круговая циклограмма работы токарного горизонтального пруткового многошпиндельного автомата представлена на рис. 7.


Рис. 7. Линейная циклограмма работы токарного горизонтального пруткового многошпиндельного автомата

Рис. 8. Круговая циклограмма работы токарного горизонтального пруткового многошпиндельного автомата
Задача
9. 











 Загрузка
и разгрузка фрезерного станка. Робот,
связанный с
центральным конвейером, загружает и
разгружает станок для обточки торцов
деталей.
Положим, что отдельные операции имеют
следующую среднюю продолжительность:
Загрузка
и разгрузка фрезерного станка. Робот,
связанный с
центральным конвейером, загружает и
разгружает станок для обточки торцов
деталей.
Положим, что отдельные операции имеют
следующую среднюю продолжительность: