

Забрать деталь с конвейера (включая среднее время
ожидания подхода детали в позицию для захвата) 2,6 с
Переместить руку робота от конвейера до станка1,7 с
Загрузить деталь в станок и отвести руку от станка,
чтобы станок мог начать обработку 1,1 с
Разгрузить станок 0,8 с
Переместить руку робота от станка до конвейера 1,7 с
Поместить деталь на конвейере 0,3 с
Предположим, что цикл обработки на станке составляет Тр = 24 с. Приняв, что время простоев, связанных с обслуживанием, восстановлением после сбоев и другими причинами, составляет в среднем Тцр = 0,2 Трц, определить, каков будет выпуск деталей за смену Т = 8 ч:
а) при роботе с одинарным захватом,
б) при роботе с двойным захватом?
Решение. Перед построение линейной циклограммы, необходимо определить последовательность операций при работе роботизированного технологического комплекса. При одинарном захвате предположим, что робот ожидает станок, чтобы разгрузить его, как только цикл обработки закончен. Произвольно приняв начало цикла обработки на станке за начало цикла системы, запишем типичную последовательность операций:
Разгрузить станок 0,8 с
Переместить детали к конвейеру 1,7 с
Поместить обработанную деталь на конвейер 0,3 с
Забрать новую деталь 2,6 с
Переместить деталь к станку 1,7 с
Загрузить станок 1,1 с
Обработать деталь 24 с
И т о г о Трц 32,2 с
После записи последовательности действий РТК, стоится циклограмма его работы. В процессе построения необходимо согласовать работу промышленного робота и станка. Циклограмма работы РТК с промышленным роботом с двойным захватом представлена на рис. 9.
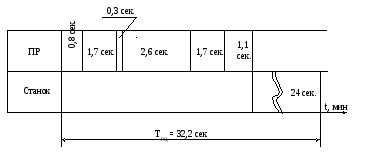
Рис. 9. Циклограмма работы РТК с промышленным роботом с одним захватом
При двойном захвате последовательность операций будет следующей:
Разгрузить станок 0,8 с
Загрузить станок 1,1 с
Обработка детали на станке 24 с
Итого Трц 25,9 с
Обратите внимание, что при двойном захвате такие операции робота, как перемещение к конвейеру, установка детали, захват новой детали и перемещение к станку, могут быть осуществлены во время цикла обработки и поэтому опущены в приведенной последовательности. Циклограмма работы РТК с двойным захватом представлена на рис. 10.
1,1 сек.
t,
мин
ПР
Станок
ТРЦ= 25,9 сек












Рис. 10. Циклограмма работы РТК с промышленным роботом с двумя захватами
Задача 10. В предыдущем примере длительность цикла обработки (Tрц = 24 с) значительно превышает время, занимаемое собственно загрузкой и разгрузкой с помощью робота. Сейчас давайте посмотрим, как изменяется картина, если цикл обработки значительно короче, как например, при штамповке на механическом прессе. Положим, что длительность цикла штамповки составляет Tр = 0,9 с, и сравним, как и в предыдущем примере, работу с одинарным и двойным захватом?
Задача 11. Промышленный робот обслуживает участок из двух станков, работающих последовательно (рис. 11). Детали подаются на участок транспортером А, удаляются с участка транспортером Б.
Время работы станков: № 1 –3.6 мин., № 2 –2.4 мин.
Время на выполнение переходов:
Взять деталь (оставить деталь) – 0.1 мин.
Переместить руку между станком и транспортером – 0.5 мин.
Переместить руку между транспортерами – 0.2 мин.
Количество захватов:
а) один; б) два.
Построить линейную циклограмму работы РТК.

Рис. 11. Схема работы РТК
а) Решение. Рекомендации по решению задачи. Построение циклограммы начинается с момента окончания обработки детали. Циклограмма строится для устойчивого режима работы. Результат приведен в табл. 2.
Таблица 2
|
Номер перехода |
Содержание перехода |
Длительность перехода, мин. |
Время начала перехода, мин. |
Время конца перехода, мин. |
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Разгрузить станок №2 |
0,1 |
0 |
0,1 |
|
2 |
Переместить руку робота между станком №2 и транспортером Б |
0,5 |
0,1 |
0,6 |
|
3 |
Установить готовую деталь на транспортере Б |
0,1 |
0,6 |
0,7 |
|
4 |
Переместить руку робота между транспортерами |
0,2 |
0,7 |
0,9 |
|
5 |
Переместить руку робота между транспортером А и станком №1 |
0,5 |
0,9 |
1,4 |
|
6 |
Разгрузить станок №1 |
0,1 |
1,4 |
1,5 |
|
7 |
Переместить руку робота между станком №1 и транспортером А |
0,5 |
1,5 |
2,0 |
|
8 |
Переместить руку робота между транспортерами |
0,2 |
2,0 |
2,2 |
|
9 |
Переместить руку робота между транспортером Б и станком №2 |
0,5 |
2,2 |
2,7 |
|
10 |
Загрузить станок № 2 |
0,1 |
2,7 |
2,8 |
|
11 |
Обработать деталь на станке №2 |
2,4 |
2,8 |
5,2 |
|
12 |
Переместить руку робота между станком №2 и транспортером Б |
0,5 |
2,8 |
3,3 |
|
13 |
Переместить руку робота между транспортерами |
0,2 |
3,3 |
3,5 |
|
14 |
Взять заготовку на транспортере А |
0,1 |
3,5 |
3,6 |
Продолжение таблицы 2
|
1 |
2 |
3 |
4 |
5 |
|
15 |
Переместить руку робота между транспортером А и станком №1 |
0,5 |
3,6 |
4,1 |
|
16 |
Загрузить станок №1 |
0,1 |
4,1 |
4,2 |
|
17 |
Обработать деталь на станке №1 |
3,6 |
4,2 |
7,8 |
|
18 |
Переместить руку робота между станком №1 и транспортером А |
0,5 |
4,2 |
4,7 |
|
19 |
Переместить руку робота между транспортерами |
0,2 |
4,7 |
4,9 |
|
20 |
Переместить руку робота между транспортером Б и станком №2 |
0,5 |
4,9 |
5,4 |
Из таблицы следует, что время цикла работы РТК – 5,4 минуты. Но в процессе составления таблицы не было учтено время простоя. После выполнения перехода 5 (рука робота перемещается от транспортера А к станку №1) мы не могли определенно сказать закончил станок обработку детали или нет. Предположим, что цикл обработки продолжается далее: робот переместиться к станку 1, для того чтобы забрать деталь через 1,4 мин, соответственно время будет 1,4 (переход 5) + 5,4 (время цикла) = 6,8 мин. А обработка на станке 1 закончится в 7,8 мин. (переход 17). Соответственно время простоя составит 7,8 – 6,8 = 1,0 мин. И время цикла увеличится на одну минуту и составит 5,4 + 1,0 = 6,4 мин. Циклограмма работы РТК представлена на рис. 12.

Рис. 12. Циклограмма работы РТК с промышленным роботом с одним захватами
б) Решение. Построение циклограммы начинается с момента окончания обработки детали. Результат приведен в табл. 3.
Таблица 3
|
Номер перехода |
Содержание перехода |
Длительность перехода, мин. |
Время начала перехода, мин. |
Время конца перехода, мин. |
|
1 |
2 |
3 |
4 |
5 |
|
1 |
Разгрузить станок №2 |
0,1 |
0 |
0,1 |
|
2 |
Загрузить станок №2 |
0,1 |
0,1 |
0,2 |
|
3 |
Обработать деталь на станке №2 |
2,4 |
0,2 |
2,6 |
|
4 |
Переместить руку робота между станком №2 и транспортером Б |
0,5 |
0,2 |
0,7 |
|
5 |
Установить готовую деталь на транспортере Б |
0,1 |
0,7 |
0,8 |
|
6 |
Переместить руку робота между транспортерами |
0,2 |
0,8 |
1,0 |
|
7 |
Взять заготовку на транспортере А |
0,1 |
1,0 |
1,1 |
|
8 |
Переместить руку робота между транспортером А и станком №1 |
0,5 |
1,1 |
1,6 |
|
9 |
Разгрузить станок №1 |
0,1 |
1,6 |
1,7 |
|
10 |
Загрузить станок № 1 |
0,1 |
1,7 |
1,8 |
|
11 |
Обработать деталь на станке №1 |
3,6 |
1,8 |
5,4 |
|
12 |
Переместить руку робота между станком №1 и транспортером А |
0,5 |
1,8 |
2,3 |
|
13 |
Переместить руку робота между транспортерами |
0,2 |
2,3 |
2,5 |
|
14 |
Переместить руку робота между транспортером Б и станком №2 |
0,5 |
2,5 |
3,0 |
Из таблицы следует что время цикла РТК с двумя захватами – 3,0 мин. Но в процессе составления таблицы не было учтено время простоя. После выполнения перехода 8 (рука робота перемещается от транспортера А к станку №1) мы не могли определенно сказать закончил станок обработку детали или нет. Предположим, что цикл обработки продолжается далее: робот переместиться к станку 1, для того чтобы забрать деталь через 1,6 мин, соответственно время будет 1,6 (переход 5) + 3,0 (время цикла) = 4,6 мин. А обработка на станке 1 закончится в 5,4 мин. (переход 11). Соответственно время простоя составит 5,4 – 4,6 = 0,8 мин. И время цикла увеличится на одну минуту и составит 3,0 + 0,8 = 3,8 мин.Циклограмма РТК представлена на рис. 13.
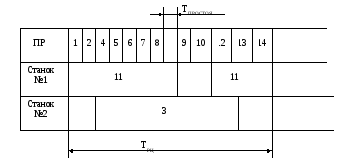
Рис. 13. Циклограмма работы РТК с промышленным роботом с двумя захватами
Задача 12. Промышленный робот обслуживает участок из двух станков, работающих параллельно (рис. 11). Детали подаются на участок транспортером А, удаляются с участка транспортером Б.
Время работы станков: № 1 и № 2 –2.5 мин.
Время на выполнение переходов:
Взять деталь (оставить деталь) – 0.1 мин.
Переместить руку между станком и транспортером – 0.5 мин.
Переместить руку между транспортерами – 0.2 мин.
Количество захватов:
а) один; б) два.
Построить циклограмму.