

4. Расчет возможности автоматической сборки деталей
На практике для обеспечения требуемой точности замыкающих звеньев сборочных размерных цепей при автоматической сборке используют следующие методы:
полной взаимозаменяемости;
неполной взаимозаменяемости;
групповой взаимозаменяемости (метод селективной сборки);
4.1. Метод полной взаимозаменяемости
Сущность метода заключается в том, что требуется точность замыкающего звена достигается на сборке без какого-либо выбора, подбора или дополнительной обработки деталей, размеры которых включаются в сборочную размерную цепь.
Основными преимуществами этого метода являются простота процесса сборки, сводящегося к выполнению различных соединений без пригоночных и регулировочных работ, обеспечение предпосылок для организации поточной сборки и ее автоматизации и простое решение вопроса об обеспечении изделия запасными частями. Этот метод достижения точности замыкающего звена используется тогда, когда допуск на его размер установлен достаточно широким, что позволяет назначить на составляющие звенья размерной цепи выполнимые в производственных условиях допуски.
Для определения допусков на составляющие звенья размерной цепи по заданному допуску на замыкающее звено и при использовании метода полной взаимозаменяемости осуществляется способом единого квалитета.
Этот способ используется для многозвенных линейных размерных цепей с простыми ошибками и заключается в том, что на все составляющие звенья размерной цепи назначаются допуски одного класса точности.
Последовательность расчета:
составляется уравнение сборочной размерной цепи, замыкающее звено выражается через составляющее звенья;
определяется число единиц допуска а, по следующим формулам:
- для сборочных цепей, где стандартных деталей нет
 , (4.1)
, (4.1)
где δΔ – допуск на замыкающее звено, мкм;
n – число звеньев в размерной цепи.
- для сборочных цепей, где есть стандартные детали (например, подшипники), допуски на размеры которых уже назначены
 , (4.2)
, (4.2)
где δΔ – допуск на замыкающее звено, мкм;
δi – допуск на стандартные звенья размерной цепи, мкм;
n – число звеньев в размерной цепи;
nС – число стандартных звеньев размерной цепи.
Значения
![]() для
всех интервалов размеров приведены в
Приложении 1.
для
всех интервалов размеров приведены в
Приложении 1.
определить номер квалитета по Приложению 2.
выбрать регулирующее звено;
назначается допуск на остальные звенья по ГОСТ 25347-82 «Единая система допусков и посадок. Поля допусков и рекомендуемые посадки», в зависимости от номера квалитета;
определить допуск на регулирующее звено по формуле 4.3:
![]() , (4.3)
, (4.3)
где δΔ – допуск на замыкающее звено;
δР – допуск на регулирующее звено;
δi – допуск на остальные звенья размерной цепи.
составить уравнение относительно регулирующего звена;
определить координаты середины поля допуска ΔОР регулирующего звена. Для этого в уравнение для определения допуска регулирующего звена подставить координаты середины полей допусков звеньев. Формула примет вид:
![]() , (4.4)
, (4.4)
где ΔОΔ – координата середины поля допуска замыкающего звена;
ΔОР – координата середины поля допуска регулирующего звена;
ΔОi – координата середины поля допуска остальных звеньев размерной цепи.
определить предельные отклонения регулирующего звена по формулам:
![]() , (4.5)
, (4.5)
![]() , (4.6)
, (4.6)
где ΔВР – верхнее предельное отклонение регулирующего звена;
ΔНР – ниже предельное отклонение регулирующего звена;
ΔОР – координата середины поля допуска регулирующего звена;
δР – допуск на регулирующее звено.
Задача
14.
Установить
допуски
и предельные отклонения
на линейные
размеры деталей,
входящих в
сборочную
единицу
(см.
рис. 15). Задачу
решить методом полной взаимозаменяемости
для значений ε: 0,1±0,1; 0+0,2;
0,2-0,2;
0,05![]() ;
0,15
;
0,15![]() мм.
мм.
Размер А1 = 80 мм, А2 = 120 мм, А3 = 39,9 мм.
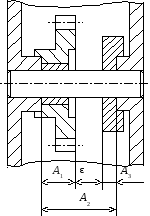
Рис. 15. Эскиз сборочной единицы (к задачам 14, 15)
Решение. Решим задачу для ε = 0,1±0,1 мм.
1. Составим уравнение размерной цепи, выразив ε через А.
![]()
2. Определяем значение числа единиц допуска для размерной цепи без стандартных звеньев (формула 4.1):
 (4.1)
(4.1)
Значение
![]() для
всех интервалов размеров приведены в
Приложении 1. ДляА1
=
80
мм
–
для
всех интервалов размеров приведены в
Приложении 1. ДляА1
=
80
мм
–
![]() =3,96;
дляА2
=
120
мм
–
=3,96;
дляА2
=
120
мм
–
![]() =
4,60; дляА3
=
39,9 мм –
=
4,60; дляА3
=
39,9 мм –
![]() = 3,36. Допуск на замыкающее звено δΔ
= 0,2 мм = 200 мкм. Подставим эти значения в
формулу.
= 3,36. Допуск на замыкающее звено δΔ
= 0,2 мм = 200 мкм. Подставим эти значения в
формулу.
![]()
3. номер квалитета (по Приложению 2) – 9.
4. регулирующее звено размер – А2.
5. допуски на остальные звенья назначаем по 9 квалитету по ГОСТ 25347-82 «Единая система допусков и посадок. Поля допусков и рекомендуемые посадки». Допуск на А1 = 80 мм – 0,074 мм, А3 = 39,9 мм – 0,062 мм. Получаем А1 = 80±0,037 мм, А3 = 39,9±0,031 мм.
6. допуск на регулирующее звено
![]() мм
мм
7. выражаем регулирующее звено из размерной цепи:
![]()
8. определяем координаты середины поля допуска регулирующего звена:
![]() мм
мм
9. верхнее предельное отклонение регулирующее звена:
![]() мм
мм
![]() мм
мм
Регулирующее звено имеет значение А2 = 120±0,032 мм.