

2. Назначение и условия работы детали в сборочной единице
Деталь «Винт» является телом вращения и принадлежит к группе сплошных цилиндров. Конструкция изделия представляет собой цилиндр, имеющий небольшие перепады диаметров, как на наружных, так и на внутренних поверхностях.
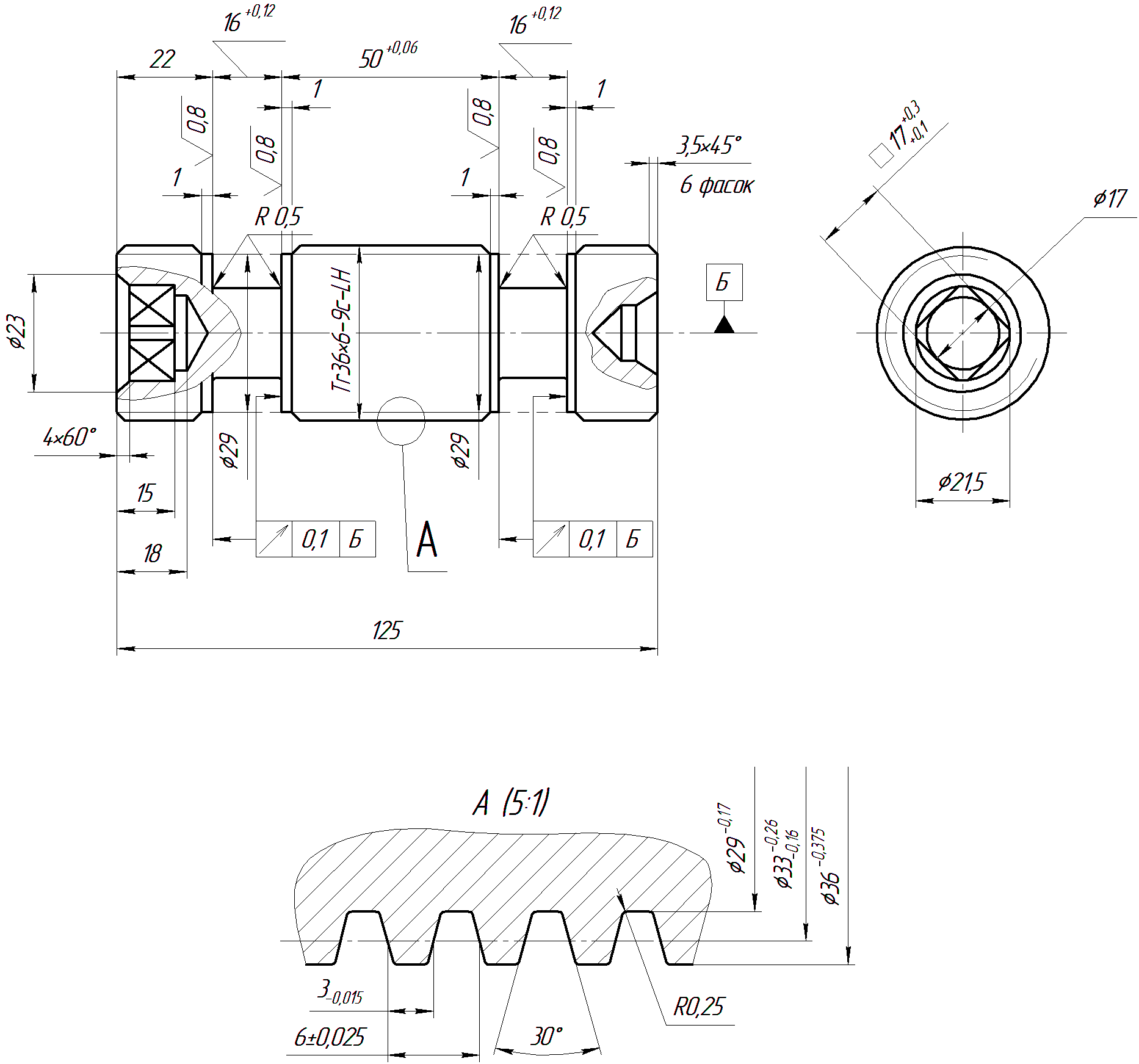
Рисунок 2.1 – Эскиз детали
Максимальный наружный диаметр детали составляет 36 мм, минимальный наружный диаметр – 20 мм. Минимальное значение внутреннего диаметра составляет 4 мм, максимальное значение внутреннего диаметра 23мм. На внутренней поверхности детали есть трапецеидальная резьба, для обработки которой требуется специальная оправка. На торце с правой стороны есть центровое отверстие ГОСТ 14034-74, а слева квадратное, оси отверстий параллельны оси детали.
К детали предъявляют следующие технические требования:
1. Твердость 40…45 HRC;
2. Заход и выход витка притупить до толщины не менее 1 миллиметра.
«Винт» в данном случае применяется для регулировки верхней поточной ленты ленточного элеватора Э650-01. Он необходим для перемещения ленты вправо или влево. Регулируется вручную с помощью ключа.
3. Материал заготовки, способ её получения
Деталь «Винт» изготавливается из конструкционной легированной Стали 40Х ГОСТ 4543-71. Легирующим элементом является хром (Cr).Данная сталь предназначена для изготовления деталей повышенной прочности, испытывающих высокие напряжения – оси, валы, плунжеры, штоки, коленчатые и кулачковые валы, кольца, шпиндели, оправки, рейки, зубчатые венцы, болты, полуоси, втулки и другие детали.
Таблица 3.1 – Химический состав Стали 40Х в % ГОСТ 4543-71
|
С |
Si |
Mn |
Cr |
Ni |
S |
P |
Cu |
|
до | |||||||
|
0,36-0,44 |
0,17-0,37 |
0,5-0,8 |
0,8-1,1 |
0,3 |
0,035 |
0,035 |
0,3 |
Таблица 3.2 – Механические свойства Стали 40Х ГОСТ 4543-71
|
σт, МПа |
σв, МПа |
δ , % |
Ψ, % |
αн, Дж/м2 |
|
780 |
980 |
10 |
45 |
59 |
где σт – предел текучести;
σв– предел прочности;
δ – относительное удлинение;
Ψ – относительное сужение;
αн – ударная вязкость.
Материал стали выбран с учетом эксплуатационных характеристик детали и стоимости самого материала. В качестве заготовки для данной детали используется стальной горячекатаный прокат. Данный вариант получения заготовки максимально приближает форму заготовки к форме готовой детали при небольшой стоимости заготовки. С точки зрения механической обработки деталь достаточно технологична. Она имеет простую форму (нет больших перепадов диаметров), для получения которой не требуется длительного цикла обработки. Форма детали может быть получена как на универсальном, так и на специализированном оборудовании.
4. Технологический процесс изготовления детали
Технологический процесс представляет собой совокупность операций, направленных на получение детали в соответствии с требованиями размеров, допусков и посадок, параметров шероховатости и точности формы, а также технических требований и других условий.
005 Заготовительная
010 Токарно-винторезная 16К20
1. Закрепить деталь в патроне.
2. Подрезать торец в размер L-0,3, шероховатость 6,3. Резец 2100-1958 Т15К6 ГОСТ 26611-85.
3.
Центровать торец глубиной 5 0,2.
Сверло 2317-0107 ГОСТ 14952-75.
0,2.
Сверло 2317-0107 ГОСТ 14952-75.
4. Снять деталь, уложить в тару.
5. Контроль исполнителем.
015 Токарно-винторезная 16К20
1. Закрепить деталь в патроне.
2. Подрезать торец, выдерживая размер l1-05. Резец 2100-1958 Т15К6 ГОСТ 26611-85.
3. Центровать торец. Сверло 2317-0107 ГОСТ 14952-75.
4. Сверлить отверстие диаметром 17+0,73. Сверло 2301-0057 ГОСТ 10903-77.
5.
Зенковать фаску
 .
Зенковка 2353-0124 ГОСТ 14953-80.
.
Зенковка 2353-0124 ГОСТ 14953-80.
6. Снять деталь, уложить в тару.
7. Контроль исполнителем.
020 Токарно-винторезная 16К20
1. Закрепить деталь в патроне.
2.
Притереть фаску
 .
Зенковка 43.2353-4390-02.
.
Зенковка 43.2353-4390-02.
3. Контроль исполнителем.
Токарно-винторезная 16К20
1. Установить оправку в шпиндель станка и закрепить. Оправка 43.7910-5067-02.
2. Установить деталь на оправку и поджать центром.
3. Точить диаметр 36,5-0,1 на проход. Резец 2100-1641 Т15К6 ГОСТ 26611-85.
4. Точить канавку в размер 15,3+0,1 до диаметра 20, выдерживая размер l-0,2. Резец 43.2120-4566-02.
5. Точить канавку в размер 15,3+0,1 до диаметра D, выдерживая размер 50,6-0,17. Резец 43.2120-4566-02.
6.
Обточить 6 фасок
 .
Резец 2102-1958 Т15К6 ГОСТ 26611-85.
.
Резец 2102-1958 Т15К6 ГОСТ 26611-85.
7. Контроль исполнителем.
030 Токарно-винторезная 1К62
1. Установить деталь на оправку и поджать центром. Оправка 43.7910-5067-02. Центр А-1-5-Н ГОСТ 8742-75.
2.
Нарезать резьбу
 сприпускам
0,6 мм шлифование. Вихревая головка
43.7919-4028. Резец 43.2664-4072.
сприпускам
0,6 мм шлифование. Вихревая головка
43.7919-4028. Резец 43.2664-4072.
3. Контроль исполнителем.
035 Токарно-винторезная 1К62
1. Закрепить деталь в патроне.
2. Фрезеровать заходы резьбы до толщины зуба не менее 1 мм. Фреза 43.2241-4641-03.
3. Переустановить деталь.
4. Повторить переход 2.
5. Контроль исполнителем.
040 Токарно-винторезная 16К20
1. Закрепить деталь в патроне.
2.
Притереть центровое отверстие и фаску
 .
Зенковка 43.2353-4390-02.
.
Зенковка 43.2353-4390-02.
3. Контроль исполнителем.
045 Круглошлифовальная 3Б151
1. Установить деталь на оправку, поджать центром. Оправка 43.7113-4448-05. Центр 7032-0029. Центровые отверстия смазать солидолам УС-2.
2.
Шлифовать диаметр
 шероховатость 1,25. Круг шлифовальный
ПП
шероховатость 1,25. Круг шлифовальный
ПП 24А25ПСМ15К8 ГОСТ 2424-83.
24А25ПСМ15К8 ГОСТ 2424-83.
3. Контроль исполнителем.
050 Круглошлифовальная 3Б12
1.Установить деталь на оправку, поджать центром. Оправка 43.7113-4448-05. Центр 7032-0029. Центровые отверстия смазать солидолам УС-2.
2.
Шлифовать шейку диаметром
 с подшлифовкой торца, шероховатость
0,8. Круг шлифовальный ПП
с подшлифовкой торца, шероховатость
0,8. Круг шлифовальный ПП 25А25ПС17К5 ГОСТ 2424-83.
25А25ПС17К5 ГОСТ 2424-83.
3. Перевести шлифовальный круг.
4.
Шлифовать шейку до диаметра с подшлифовкой торца выдерживая размер
16+0,12,
50,3-0,1,
шероховатость Ra
08.
с подшлифовкой торца выдерживая размер
16+0,12,
50,3-0,1,
шероховатость Ra
08.
5. Повторить переход 2,3,4.
6. Контроль исполнителем.
055 Резьбошлифовальная 5822
1. Установить деталь на оправку, поджать центром. Оправка 43.7113-4448-05. Центр 7032-0029. Центровые отверстия смазать солидолам УС-2.
2.
Шлифовать резьбу
 .
Круг шлифовальный ПП4
.
Круг шлифовальный ПП4 91А25ПС17К8 ГОСТ 2424-83.
91А25ПС17К8 ГОСТ 2424-83.
3. Контроль исполнителем.
060 Токарно-винторезная 16К20
1. Установить деталь на оправку, поджать центром. Оправка 43.7910-5067-02.
2.
Притупить острые кромки по вершине
резьбы. Брусок БП 25А16ПСТ17К8 ГОСТ 2424-83.
25А16ПСТ17К8 ГОСТ 2424-83.
3. Контроль исполнителем.
Таким образом, сделав анализ технологического процесса, можно сделать вывод, что технологический процесс рассматриваемой детали составлен в соответствии с условиями производства завода такими, как наличие оборудования, обеспечивающего получение требуемого качества, метод получения заготовки, организация производства и другие факторы.