

5. Обзор конструкции приспособления
5.1 Станочное приспособление
Оправка 43.7910-5967 (рис.5.1) служит для закрепления изделия, обрабатываемого снаружи. Поэтому оправки можно закреплять на станке различными способами-на центрах, в кулачковых патронах или непосредственно на шпинделе.

Рисунок 5.1 – Оправка 43.7910-5067
Применение оправки позволяет повысить производительность и точность изготовления детали. Она имеет несложную конструкцию. Проста в использовании и обслуживании.
5.2 Контрольное приспособление
Для контроля размера 16+0,12 используется специальное измерительное приспособление 43.8360-6547(рис. 5.2).
Основные элементы приспособления:
1 – Стойка;
2 – Рычаг;
3 – Плунжер;
4 – Упор;
5 – Эталон;
6 – Пружина
7 – Винт;
8 – Втулка индикатора;
9 – Индикатор;
10 – Винт.

Рисунок 5.2 –Измерительное приспособление 43.8360-6547
Контрольные приспособления являются основой внедрения прогрессивных методов и форм технического контроля при использовании измерительной техники и принципа неразрывной связи технологии изготовления и контроля деталей. Они расширяют возможности анализа состояния и устойчивости производственных процессов и контроля обработки детали на станках. Использование данного приспособления позволяет увеличить точность измерения, повысить производительность контроля.
6. Обзор конструкции режущего инструмента
6.1 Специальная зенковка
Зенковка — многолезвийный режущий инструмент для снятия фасок в деталях с целью получения конических или цилиндрических углублений, опорных плоскостей вокруг отверстий или снятия фасок центровых отверстий. Применяется для обработки просверлённых отверстий под головки болтов, винтов и заклёпок.
Виды зенковок:
специальные;
торцовые (цековки);
Для обработки «Винта» используют коническую зенковку 2353-4390. Материал корпуса зенковки 2353-4390 изготовлен из стали 45 ГОСТ 1050-74. Рабочая часть представляет собой пластины твердого сплава 26070 ВК8 ГОСТ 25425-82. Стыки пластин расположены в шахматном порядке.
Основные элементы зенковки 2353-4390 (рис. 6.1):

Рисунок. 6.1 –Зенковка 2353-4390
1 – Рабочая часть;
2 – Хвостовик;
3 – Лопатка.
6.2 Токарный проходной резец
Для изготовления «Винта» применяют токарный проходной резец 2100-1958 ГОСТ 26611-85, оснащенный сменными многогранными пластинами с механическим креплением из твердосплавного материала Т15К6.
Основные элементы резца 2100-1958 ГОСТ 26611-85 (рис.6.3):
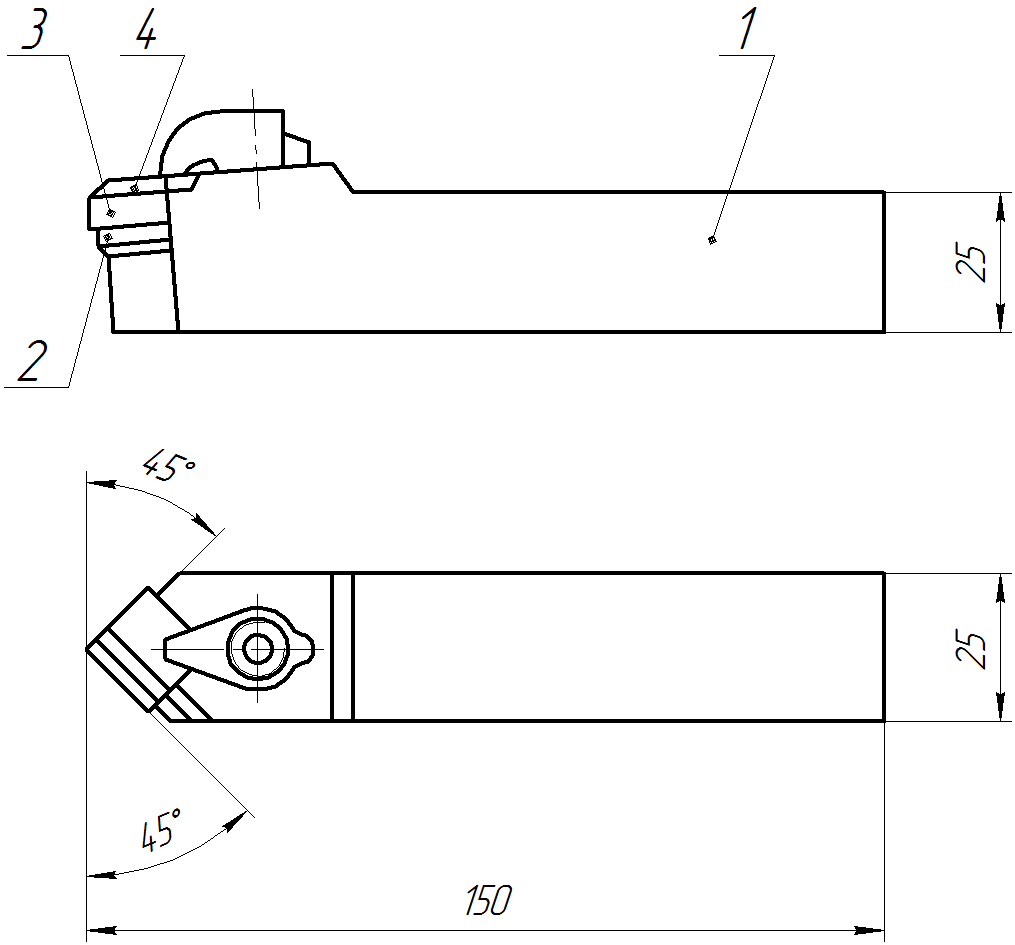
Рисунок. 6.3 –Резца 2100-1558 ГОСТ 266611-85
1. Державка;
2. Опорная пластина;
3. Режущая пластина;
4. Стружколом.
Резец предназначен для работы на станках токарной группы, в том числе на станках с числовым программным управлением и на гибких производственных системах, при комплектации пластинами. Длячистовой, получистовой и черновой обточки и подрезки торцев из сырых, термообработанных, улучшенных и нормализованных сталей и серых чугунов.
7. Контроль и качество выпускаемой продукции
Контроль производится инспектором по качеству на участке винтов и планок цеха №2 согласно предъявительской записи.
Порядок контроля:
1. Контроль отсутствия на поверхности детали вмятин, черноты, острых кромок, заусенцев;
2. Контроль качества термообработки;
3. Контроль шероховатости обработки;
4. Контроль размеров.
При обнаружении несоответствия размеров детали и чертежа, проверку производят на удвоенном количестве деталей. При обнаружении несоответствия в удвоенной выборке, партия в количестве согласно предъявительской записке откланяется. Оформляются документы согласно СТП 00222918-036-99.