

Глава 9. Производственная деятельность предприятия
9.1. Принципы рациональной организации производственных процессов
Современное производство товаров и услуг представляет сложный процесс превращения предметов труда в готовые товары и услуги. Основными его моментами являются: труд, средства, предметы труда. Это процесс непосредственного приложения живого труда к предметам и средствам труда в целях создания необходимых товаров.
Традиционные подходы, рассматривающие организацию производства как его специализацию, кооперирование и концентрацию, как своеобразный «усилитель» использования основных фондов, отходят на второй план.
Переход на рыночные отношения кардинально меняет взгляды на организацию производства, создающую условия для наилучшего использования техники и людей в процессе производства и тем самым повышающую его эффективность.
На первый план выдвигаются новые цели производства, рассматривающие его как гибкое, способное в любой момент перестроиться на производство других видов продукции при изменении спроса; как оптимальное, функционирующее с наименьшими затратами, и как производство высокой культуры, создающее условия для выпуска высококачественной продукции, способной противостоять конкурентной.
Поскольку на практике многие задачи организации производства решают технологии, важно различать функции технологии и функции организации производства.
Технология определяет способы и варианты изготовления продукции. Функцией технологии является определение возможных типов машин для производства каждого вида продукции других параметров технологических процессов, т.е. технология определяет, что нужно сделать с предметом труда и при помощи каких средств производства, чтобы превратить его в продукт нужных свойств.
Функцией организации производства является определение конкретных значений параметров технологического процесса на основе анализа возможных вариантов и выбора наиболее эффективного в соответствии с целью и условиями производства. Например, оптимизировать загрузку оборудования по определенному критерию оптимизации с учетом ограничений по использованию ресурсов или выбрать оптимальную производительность того или иного оборудования с учетом его наличия, квалификации рабочих, экономических критериев эффективности производства. Иными словами, организация производства определяет, как лучше сочетать предмет и орудия труда, а также сам труд, чтобы превратить предмет труда в продукт необходимых свойств с наименьшими затратами рабочей силы и средств производства.
В каждом конкретном случае организация производства экономически обосновывает эффективность осуществляемого мероприятия, поскольку для ее повышения недостаточно внедрить отдельные мероприятия, обеспечивающие повышение производительности оборудования или снижение трудоемкости продукции, или улучшение ее качества, или снижение затрат сырья. Эффективность производства определяется методами эффективного использования элементов производства в их совокупности. Особенностями организации производства являются рассмотрение во взаимосвязи элементов производства и выбор таких методов и условий их использования, в наибольшей степени соответствующих цели производства.
Так, в ряде случаев целесообразно изменить планы технологического процесса, в частности, уменьшить производительность отдельных машин для обеспечения сопряженности производства или увеличения фронта обслуживания рабочих и включения в работу большего количества машин.
Если задачами технологии являются повышение потенциальных возможностей увеличения объема производимой продукции, улучшение ее качества, снижение норм расхода ресурсов при ее изготовлении, то задачей организации производства ― определение методов и условий для достижения этих возможностей с учетом внешних и внутренних условий работы предприятия.
В этой связи многие вопросы организации производства рассматриваются совместно с технологией. Однако организация производства имеет присущие только ей задачи: углубление специализации; для совершенствования форм организации этого процесса должны быть созданы определенные предпосылки и, прежде всего, экономическая ответственность.
Сектор обслуживания и сектор производства равно важны для экономики развитых государств. В настоящее время сектор предоставления услуг обеспечивает более 70 % всех рабочих мест в Европе и США. Более того, число работающих в этом секторе продолжает расти.
Поэтому было бы очень удобно, рассматривать производственные системы в чистом виде, производящие только услуги или только товары. В действительности большинство систем представляют собой смешанные типы. Например, сервисное обслуживание и ремонт выпускаемой техники и оборудования ― это услуги, которые представляет практически каждая производственная фирма. Подобным образом большинство предприятий сферы обслуживания обычно продают товары, дополняющие их услуги. Более того, производство запасных частей и узлов и установка их на станциях сервиса являются одним производственным процессом, связанным единым планированием и управлением.
Производство и сфера обслуживания отличаются главным образом в том, что производство ориентировано на изделие, а обслуживание ― на действие. Различия включают в себя следующее:
контакт с потребителем;
однородность вложений в производство;
характер и содержание трудового процесса;
однородность конечного продукта;
меры производительности;
гарантии качества.
Рассмотрим каждую из этих отличительных черт.
По своей природе обслуживание подразумевает большую степень контакта с потребителем, чем производство. Предоставление услуги обычно совпадает с потреблением. Со своей стороны, производство допускает разделение между производством и потреблением, так что производство может происходить далеко от потребителя. Это расширяет возможности выбора места и методов работы, планирования рабочего графика и осуществления контроля над производством по сравнению со сферой обслуживания. Производство за счет создания производственных запасов может лучше сглаживать неравномерность потребительского спроса.
Производство услуг предполагает большее разнообразие вложений, чем типичное промышленное производство. Каждый авторемонт является специфической проблемой, которую сначала нужно диагностировать, а уже потом только решать. Процесс промышленного производства часто может контролировать изменения во вложениях и таким образом снижать изменения конечного продукта. Соответственно, производственные требования в этом случае будут более однородны чем в сфере услуг.
Ввиду спонтанного потребления услуг и значительной изменчивости вложений, сфера услуг требует более разнообразного содержания труда, в то время как промышленное производство, за несколькими исключениями, может быть более интенсивным и механизированным.
В связи с тем, что высокая механизированность ведет к производству товаров более однородных, сам процесс производства также тяготеет к однородности и эффективности. Деятельность сферы услуг по сравнению с этим кажется более медленной и неуклюжей, а ее конечный продукт более изменчив.
Измерение производительности труда на производстве точнее благодаря высокой степени однородности большинства произведенных изделий.
В сфере обслуживания гарантировать качество труднее, так как производство и потребление происходят одновременно. Кроме того, высокая неоднородность вложений создает дополнительную угрозу снижения качества продукции, если за этим качеством не следить строго и постоянно. Качество в момент создания обычно важнее для обслуживания, чем для производства, где ошибки можно исправить прежде, чем заказчик получит продукцию.
Производственный процесс ― совокупность взаимосвязанных процессов труда и естественных процессов, в результате которых исходное сырье и материалы превращаются в готовую продукцию. В зависимости от назначения продукции все производственные процессы подразделяются на основное, вспомогательные и обслуживающие.
Основные ― это технологические процессы, превращающие сырье и материалы в готовую продукцию, на выпуске которой специализируется предприятие. При их выполнении изменяются формы и размеры предмета труда, его внутренняя структура, вид и качественная характеристика исходного материала. К ним относятся и естественные процессы, которые происходят под воздействием сил природы без участия труда человека, но под его контролем (естественная сушка древесины, остывание отливок).
Вспомогательные процессы способствуют бесперебойному протеканию основных производственных процессов. Полученная посредством их продукция используется на предприятии для обслуживания основного производства.
Обслуживающие процессы призваны создавать условия для успешного выполнения основных и вспомогательных. К ним относятся: меж- и внутрицеховые транспортные операции; обслуживание рабочих мест; складские операции; контроль качества продукции.
Определяющую роль на предприятии занимают основные процессы производства, но их нормальное функционирование возможно только при четкой организации всех вспомогательных и обслуживающих процессов.
Производственные процессы предприятия являются весьма сложными и обычно расчленяются на стадии, фазы. Такими фазами на машиностроительных предприятиях являются заготовительные, обрабатывающие, сборочные. Каждая фаза состоит из частичных процессов, характеризующихся определенной законченностью этапа производства продукции.
Частичные процессы подразделяются на технологические операции, представляющие собой часть технологического процесса, выполняемые рабочим или группой рабочих на одном рабочем месте при неизменных орудиях и предметах труда без переналадки оборудования.
Операции подразделяются на основные, в результате которых изменяются форма, размеры, свойства, взаимное расположение деталей, и вспомогательные, связанные с перемещением предмета труда с одного рабочего места на другое, складированием и контролем качества.
В зависимости от уровня технической оснащенности все операции делятся на ручные, машинно-ручные, машинные, автоматические, аппаратные.
По характеру объекта производства различают простые и сложные производственные процессы. Простыми называются процессы, состоящие из последовательно выполняемых операций. Обрабатываемые детали обязательно имеют технологическое сходство. Сложные процессы состоят из последовательных и параллельно выполняемых операций.
Различные способы классификации производственных процессов имеют важное значение для их проектирования и эксплуатации. Степень стандартизации конечного продукта, тип производства, общая ориентированность на товары или услуги, или же на некую комбинацию товаров и услуг ― все это диктует требования по капиталовложениям, выбору оборудования, планированию мощности производства, определению местоположения предприятия, управлению запасами и ресурсами, найму рабочей силы, определенному графику производства и обеспечению качества.
Выбор производственного процесса ― занятие весьма сложное: технологические новшества в сфере производства представляют много новых возможностей для достижения конкурентного преимущества, но они также создают много потенциальных опасностей для руководителя, ибо в конечном счете выбор процесса в большой степени определяет успех дела.
Выбор процесса происходит естественно, когда планируются новые изделия или услуги. Однако периодически он становится необходим, еще и когда возникают технологические изменения в оборудовании (рис. 9.1).

Рис. 9.1. Выбор процесса
Самый первый шаг в планировании процесса ― это решить: самим производить или покупать часть продукта или весь продукт (или же нанять субподрядчика для производства части услуг или полностью всей услуги). Производитель может решить, что лучше закупить определенные части, чем производить их; иногда все комплектующие закупаются, а производитель лишь осуществляет сборку изделия. Многие фирмы заключают контракт на ремонтные услуги или обслуживание оборудования.
В решении по производству или закупкам обычно учитывается ряд факторов:
Имеющиеся мощности. Если у организации имеются достаточные мощности, то часто разумнее самим производить комплектующие или создать услуги. Дополнительные расходы будут относительно невелики по сравнению с теми, что требуются на закупку частей или заключение субподрядов.
Специальные знания. Если фирме недостает опыта и квалификации для качественного выполнения работы, то разумной альтернативой будет закупка.
Факторы качества. Предприятия узкой специализации обычно могут предложить более высокое качество, чем может обеспечить сама организация. И наоборот, специальные требования к качеству или способность самостоятельно контролировать качество могут позволить компании полностью выполнить все работы.
Природа спроса. Когда спрос на изделие высок и стабилен, то для организации бывает выгоднее выполнять работу самой. Однако при больших колебаниях спроса или малом объеме заказов обычно бывает лучше поручить работу другим, кто сможет получать заказы из разных источников ― это приведет к увеличению объема выпуска и компенсирует колебания покупательского спроса.
Расходы. Любая экономия затрат за счет закупок или производства должна соотноситься с предшествующими факторами. Экономия затрат может происходить из самого изделия или из экономии на транспортных расходах.
В последнее время компании часто принимают решение выполнять ту часть самостоятельно, которая определяет суть изделия или ноу-хау фирмы, а оставшуюся часть, обычно стандартные узлы, передают субподрядчикам, чтобы сохранить гибкость своего производства.
Так, например, компания «Боинг» самостоятельно производит корпус самолета, а остальные узлы закупает у субподрядчиков по всему миру.
Ключевая концепция в выборе производственного процесса ― необходимость увязать требования изделия с производственными возможностями. Продукция имеет широкий диапазон ― от уникальной до высокостандартизированной. Обычно требования по объему увеличиваются по мере роста стандартизации: уникальные товары имеют малый объем, а стандартные ― большой. Эти факторы следует учитывать при определении, какой процесс использовать. Добиваясь соответствия требований по изделию и выбору процесса, производители могут достичь высочайшей степени эффективности производства.
Следует принимать во внимание еще тот факт, что товары и услуги часто проходят через определенный жизненный цикл, который начинается с малого объема, но этот объем увеличивается по мере распространения товаров или услуг. Поэтому при проектировании производственного процесса должна учитываться возможность перехода от единичного изготовления до стойкого и массового производства изделия.
Правильный учет всех приведенных факторов ― залог эффективной организации производственного процесса. Построение производственного процесса должно удовлетворять требованиям неуклонного роста эффективности труда. В основе такой организации на предприятии лежит рациональное сочетание в пространстве и во времени всех основных и вспомогательных процессов. Однако при всем многообразии различных форм этого сочетания организация производственных процессов на всех промышленных предприятиях должна быть подчинена следующим общим принципам: дифференциации, концентрации и интеграции, специализации параллельности, пропорциональности, непрерывности, ритмичности, гибкости, автоматичности, электронизации.
Дифференциация предполагает разделение производственного процесса на отдельные технологические процессы, операции, переходы, приемы.
Необходимо иметь в виду, что ручные операции нельзя подвергать чрезмерной дифференциации, так как это повышает утомляемость рабочих за счет монотонности и высокой интенсивности их труда. Кроме того, большое количество операций приводит к излишним затратам на установку, закрепление деталей, снятие их с рабочего места, на перемещение орудий труда и т. п.
При использовании современного высокопроизводительного оборудования (станков с ЧПУ, обрабатывающих центров и др.) операции становятся сложными. В едином комплексе решаются задачи обработки, сборки, транспортировки деталей, удаления отходов. Таким образом, здесь принцип дифференциации переходит в принцип концентрации операций и интеграции производственных процессов. Существуют гибкие производственные системы полного технологического цикла, на которых детали или изделия обрабатываются без участия человека со 100%-ной готовностью для сборки.
В результате специализации за каждым производственным подразделением (цех, участок, рабочее место) закрепляется ограниченная номенклатура продукции или выполнение технологически однородных работ для изготовления конструктивно различной продукции.
Уровень специализации зависит от масштабов выпуска одноименной продукции и ее трудоемкости. Уровень специализации рабочего места определяется коэффициентом закрепления операнда, т.е. количеством деталеопераций, выполняемых на рабочем месте. Повышение степени однородности выполняемых работ создает условия для применения специального оборудования, более прогрессивной технологии, позволяет повысить производительность труда и снизить затраты. Однако целесообразная организация производства в ряде случаев требует овладения рабочими смежными профессиями, чтобы снизить нагрузки, вызываемые монотонностью труда, и обеспечить взаимозаменяемость.
Повышению уровня внутрипроизводственной специализации способствует унификация, т.е. приведение к единой форме, размерам, структуре, составу продукции и методам ее производства или их элементов. Это позволяет уменьшать номенклатуру деталей и узлов, сокращать разнообразие технологических методов их изготовления, увеличивать масштабы одноименной продукции, повышать эффективность производства. На это же направлена и стандартизация.
Параллельность предусматривает одновременное выполнение отдельных частей производственного процесса по изготовлению изделия. Она обеспечивает одновременность выполнения работ, применение многопредметной обработки, совмещение по времени выполнения технологических и вспомогательных операций (машинная обработка детали и контроль качества).
Прямоточность состоит в обеспечении кратчайшего пути прохождения предметов труда по всем стадиям и операциям производственного процесса. Она характеризуется коэффициентом, представляющим соотношение длительности транспортных операций к общей продолжительности производственного цикла. Прямоточность требует исключения возвратных движений деталей в процессе их обработки, сокращения транспортных маршрутов. Это достигается, прежде всего, рациональным расположением зданий и сооружений на территории предприятия, технологического оборудования в цехах и на участках в соответствии с ходом технологического процесса. Наиболее полно она достигается при поточной организации производства.
Автоматичность предполагает автоматизацию производственных процессов, обеспечивающую увеличение объемов производства, сокращение затрат живого труда, замену ручного труда интеллектуальным трудом операторов, наладчиков, исключение ручного труда на вредных работах, повышение качества работ. Особо важна автоматизация обслуживающих процессов.
Степень автоматизации определяется соотношением трудоемкости работ, выполняемых автоматизированным способом, к общей трудоемкости работ. Данный коэффициент может рассчитываться как по всему предприятию, так и по каждому его подразделению отдельно.
Гибкость― мобильный переход на выпуск иной или новой продукции при освоении производства. Она обеспечивает сокращение времени и затрат на переналадку оборудования при выпуске деталей и изделий широкой номенклатуры. Основной показатель ― степень гибкости ― определяется количеством затрачиваемого времени и необходимых дополнительных расходов при переходе на выпуск новой продукции.
Наибольшее развитие этот принцип получил в условиях высокоорганизованного производства, где используются станки с ЧПУ, обрабатывающие центры, переналаживаемые автоматические средства контроля, складирования, перемещения объектов производства.
Электронизация предполагает использование быстродействующих машин различных классов и совершенствование средств общения человека с ними. На основе электронизации производственных процессов с наименьшими потерями обеспечивается гибкость производства, поддерживается необходимый ритм и равномерность хода производства. Наиболее эффективным является использование персональных ЭВМ с развитым программным обеспечением. Они становятся неотъемлемой частью всех видов производственных процессов.
Правильное использование перечисленных принципов с учетом методов организации производства обеспечивает сокращение продолжительности производственного процесса и повышение его эффективности.
Характеристика типов организации производства
Одним из основных признаков, характеризующих предприятие, является производственно-техническое единство всех подразделений. Количество и деятельность их зависит от специфики производства, т.е. применяемого оборудования, характера воздействия на предмет труда, размера подразделения, масштаба и вида кооперированных связей с другими предприятиями, физического состояния, формы предмета труда и др. Каждое из этих подразделений выполняет строго определенную функцию, необходимую для выпуска вида продукции, но они все связаны между собой единым производственным процессом.
В зависимости от степени специализации технологического процесса и масштаба выпуска однородной продукции на предприятиях функционируют производства различных типов.
Совокупность организационно-технических и экономических характеристик и особенностей сочетания факторов и элементов организации производства, обусловленных его специализацией, объемом и устойчивостью номенклатуры, формой движения изделий по рабочим местам, называется типом производства.
В зависимости от сочетания перечисленных форм организации производства и его элементов бывают следующие типы производства: единичное, серийное, крупносерийное и массовое производство.
Тип производства, прежде всего, определяет степень специализации рабочих мест, которая, в свою очередь, зависит от конструктивно-технических особенностей продукции и планово-организационных факторов производства.
Степень
специализации рабочих мест характеризует
количество операций, закрепленных
за рабочим местом, и определяется
коэффициентом специализации рабочих
мест ( ).
).

где т― число операций;
с― число станков.
При внешней простоте этот коэффициент объединяет в себе значительное число факторов, которые в большей степени характеризуют условия производства, его важнейшие параметры. Все эти параметры можно объединить в три группы: первая группа ― параметры конструктивно-технологического порядка, определяющие основу производственного процесса; вторая ― объемные параметры, характеризующие статику производственного процесса; третья ― календарные параметры, определяющие динамику производственного процесса.
К первой группе относятся такие параметры, как: коэффициент подготовительно-заключительного времени; число операций; нормы времени операций; число наименований изделий.
Ко второй группе параметров относятся: явочное число основных рабочих; фонд времени рабочего; программа выпуска; коэффициент выполнения норм времени; число рабочих мест.
Третья группа включает следующие параметры: размер и ритм партии изделий; ритм выпуска изделия; коэффициент межоперационного времени; длительность производственного цикла партии изделий.
Поэтому вполне
полно характеризует тип производства
(табл.9.1).
вполне
полно характеризует тип производства
(табл.9.1).
Таблица 9.1
|
Тип производства |
|
|
1. Массовое 2. Крупносерийное 3. Серийное 4. Единичное |
1 25 610 более 11 |

Массовое производство характеризуется выпуском однотипной продукции в больших объемах. Важнейшей особенностью массового производства является ограничение номенклатуры выпускаемых изделий несколькими наименованиями, но большим количествам модификаций.
Так, автомобиль может иметь несколько сот модификаций по цвету, по комплектации различными приборами и т.д. Это создает экономическую целесообразность широкого применения в конструкциях изделий унифицированных и взаимозаменяемых элементов и узлов, модулей. Обычно массовое производство трудно переходит на изготовление новых изделий, что является его большим недостатком. Большая модульность и взаимозаменяемость узлов, применение гибких рабочих мест дают возможность, например, фирме «Хонда» каждую неделю менять модель мотоцикла, что является выдающимся достижением в организации массового производства.
Пока же в большинстве случаев смена изделия в массовом производстве сопровождается реконструкцией предприятия или цеха.
Будущность, конечно же, за гибким массовым производством, тем более, что такие решения уже реализованы.
Серийное производство характеризуется выпуском большой номенклатуры изделий. Другим признаком серийного производства является повторяемость выпуска изделий. Это позволяет организовать выпуск продукции более или менее ритмично.
Выпуск изделий в больших или относительно больших количествах позволяет проводить значительную унификацию выпускаемых изделий и технологических процессов, изготовлять стандартные или нормализованные детали, входящие в конструктивные ряды, большими партиями, что уменьшает их себестоимость.
Организация труда в серийном производстве отличается высокой специализацией. За каждым рабочим местом закрепляется выполнение нескольких определенных деталеопераций.
Так как в серийном производстве применяется большое количество сложного оборудования и специальной оснастки, наладка оборудования осуществляется специальными рабочими-наладчиками.
Особенности серийного производства обусловливают экономическую целесообразность выпуска продукции по циклически повторяющемуся графику.
Единичное производство характеризуется широкой номенклатурой изделий различного назначения, выпуск каждого изделия запланирован в ограниченных количествах.
Неустойчивость номенклатуры, ее разнотипность, ограниченность выпуска приводят к ограничению возможностей использования стандартизированных конструктивно-технологических решений. В этом случае велик удельный вес оригинальных и весьма мал удельный вес унифицированных деталей.
Технологические процессы обработки деталей и сборки машин разрабатываются укрупненно. Это объясняется тем, что выполняемые заказы обычно не повторяются, поэтому затраты на детальную разработку технологических процессов экономически не оправданы. Исходя из этих же соображений обычно стремятся сократить количество специальной оснастки, используя универсальные приспособления и универсальный режущий инструмент.
Отсутствие специальной оснастки делает невозможным или экономически невыгодным обеспечение требуемой точности размеров некоторых деталей, что естественно, увеличивает число подгоночных работ в процессе сборки, зачастую выполняемых вручную.
Применение универсального оборудования и оснастки требует использования в единичном производстве труда высококвалифицированных рабочих. Выполнение работ на универсальном оборудовании без специальной оснастки, большая доля ручных работ вызывают значительное удлинение производственного цикла.
Цехи заводов единичного производства обычно состоят из участков, организованных по технологическому принципу.
Тип производства оказывает решающее влияние на особенности его организации управления и экономические показатели. Организационно-технические особенности типов производства влияют на экономические показатели предприятия, на эффективность его деятельности. С повышением технической вооруженности труда и ростом объема выпуска продукции при переходе от единичного к серийному и массовому типам производства уменьшается доля живого труда и возрастают расходы, связанные с содержанием и эксплуатацией оборудования. Эти процессы на предприятиях осуществляются непрерывно, что создает предпосылки для перехода от единичного к серийному и массовому типам производства. Это ведет к снижению себестоимости продукции и изменению ее структуры (табл. 9.2).
Таблица 9.2
|
Элементы производственного процесса |
Единичное производство |
Серийное производство |
Массовое производство |
|
1. Объём выпускаемой продукции за год, шт. |
110 |
до 1000 |
1000 и более |
|
2. Уровень межпроектной и внутривидовой унификации изделия и его элементов |
Низкий |
Высокий |
Более высокий |
|
3. Технологическое оборудование |
Универсальное |
Универсальное и специальное |
Специальное |
|
4. Рабочие |
Высокой квалификации |
Высокой квалификации |
Низкой квалификации |
|
5. Коэффициент использования металлов |
0,400,60 |
0,60,8 |
0,800,95 |
|
6. Уровень автоматизации производства |
0,300,50 |
0,500,90 |
0,90,99 |
|
7. Себестоимость изготовления продукции; в т.ч. в % от себестоимости: а) материал б) заработная плата в) цеховые г) общезаводские |
Высокая 35% 20% 30% 15% |
Средняя 40% 14,5% 31,8% 13,7% |
Низкая 56% 8% 26% 10% |
|
8. Качество продукции |
Удовлетворительное |
Хорошее |
Высокое |
Длительность и структура производственного цикла
Длительностью производственного цикла изделия называется отрезок времени от момента начала первой операции его технологического процесса до момента полного окончания сборки, включая и испытание в готовом виде.
Для экономики машиностроительного предприятия основное значение имеет сокращение длительности цикла изделия, так как прямо пропорционально уменьшается норматив оборотных средств, необходимый для изготовления изделия.
В реальных условиях длительность производственного цикла изделия образуется в результате совмещения в календаре производственных циклов многих его частей, проходящих разнообразные технологические операции в различной последовательности. Следовательно, чтобы знать длительность цикла изделия, необходимо предварительно определить длительности производственных циклов отдельных его частей. Их определение особенно важно для обеспечения своевременности производства каждой отдельной детали (заготовки узла): своевременного начала производства; своевременного перехода от одной операции и стадии технологического на другую операционную стадию; своевременного выпуска детали в готовом виде для обеспечения на завершающей сборочной стадии директивного срока выпуска готового изделия.
Таким образом, в сложных условиях производства, календарный план которого обычно содержит тысячи таких частных сроков, соблюдение принципа своевременности возможно лишь при наличии правильно рассчитанной нормы длительности производственного цикла не только изделия в целом, но и, что более важно, отдельных заготовок, деталей, сборки узлов и изделия.
В условиях серийного производства деталь как и изделие в целом проходит свой технологический процесс не изолированно, а в сочетании с другими деталями, совместно с которыми она загружает рабочие места участков и цехов завода. Расчеты длительности цикла детали каждого наименования, как и построение календарного плана, должны отразить эту основную особенность серийного производства.
Длительность производственного цикла зависит от:
- трудоемкости объекта, т.е. рабочего времени, необходимого для получения готового изделия, определяемого технически обоснованными нормами времени;
- количества одновременно запускаемых в производство предметов труда (размера партии);
- продолжительности нетехнологических операций;
- продолжительности перерывов в производственном процессе;
- принятого вида движения обрабатываемого предмета в процессе производства.
Длительность производственного цикла изготовления любой продукции состоит из рабочего периода, времени естественных процессов и времени перерывов.
В течение рабочего периода при перемещении предметов труда в производственном процессе происходит изменение их формы, размера, свойств. Оно включает время на проведение технологических операций (технологический цикл), транспортировку обрабатываемых предметов труда, контроль качества и др. Затраты времени, включаемые в состав производственного цикла, представлены в таблице 1.3.
В производственном процессе различают пять видов перерывов: обусловленные режимом работы предприятия и зависящие от числа рабочих смен, длительности перерывов между ними, а также количеством выходных и нерабочих дней (межсменные перерывы); вызываемые случайными обстоятельствами, в частности, задержка поступления материала от поставщика, отключение электроэнергии, аварии оборудования, брак деталей и т.п.
При расчете длительности производственного цикла перерывы, возникающие в результате неудовлетворительной организации производства и случайных обстоятельств, не учитываются.
На предприятиях с непрерывным процессом производства (химической, металлургической, угольной промышленности) длительность производственного цикла почти совпадает по времени с технологическим циклом. На предприятиях же с прерывным процессом производства длительность производственного цикла намного превышает длительность технологического.
В
общем виде длительность производственного
цикла
 можно
представить в виде формулы
можно
представить в виде формулы

где
 ,
, ,
, ,
, ,
, ,
, —сумма
времени технологических операций,
естественных процессов, транспортных
операций, контрольных операций,
межоперационного пролеживания деталей
в ожидании обработки и межсменного
пролеживания деталей;
—сумма
времени технологических операций,
естественных процессов, транспортных
операций, контрольных операций,
межоперационного пролеживания деталей
в ожидании обработки и межсменного
пролеживания деталей;
n, i, j, х, у,z― количество технологических, естественных, транспортных, контрольных операций и перерывов.
Длительность структурных составляющих производственного цикла зависит от факторов конструкторского, технологического и организационного характера (табл. 9.3).
На длительность производственного цикла существенное влияние оказывают величина партий деталей и вид движения предметов труда в процессе их обработки.
Партией называют количество деталей, которые непрерывно обрабатываются на каждой операции производственного цикла с однократной затратой подготовительно-заключительного времени. Работа партиями организуется в серийном и крупносерийном производстве. Ее величина оказывает влияние на многие стороны производственной деятельности предприятия. Чем больше партия, тем реже осуществляется переналадка оборудования, обеспечивается лучшее его использование, повышается производительность труда, снижается себестоимость продукции. Однако большие партии увеличивают незавершенное производство, сокращают оборачиваемость оборотных средств, удлиняют цикл производства.
Таблица
1.3
|
Структурные составляющие цикла |
Факторы | ||
|
конструкторские |
технологические |
организационные | |
|
Время непосредственного изготовления |
Структурный и количественный состав изделия. Габариты, масса изделия, Сложность и точность деталей. Материалоемкость конструкции. Уровень унификации |
Рациональность технологического процесса и его соответствие типу и объему производства. Технический уровень орудий труда. Коэффициент обеспеченности прогрессивной технологической оснасткой |
Рациональность организации рабочего места и характер его обслуживания. Формы оплаты труда и их прогрессивность. |
|
Время вспомогательных процессов, технологического контроля и др. |
Сложность деталей и требования, предъявляемые к их качеству, состав изделия, габариты |
Рациональность технологических процессов контроля. Технологический уровень контрольно-измерительной аппаратуры и приспособлений |
Рациональность организации технологического контроля(охват контрольными операциями, размещение контрольных точек) |
|
Время транспортировки |
Габариты и масса |
Соответствие применяемых транспортных средств и операций прогрессивному уровню |
Рациональность организации транспорта, наличие транспортных средств и их соответствие перемещаемым предметам труда, маршрутизация перевозок и т.п. |
Полученная величина партии корректируется с учетом сменной производительности оборудования, стойкости оснастки, оперативных графиков производства, емкости тары и т.д.
Если участок, цех работают непосредственно на потребителя, то величина партии деталей должна быть равной или кратной дневной (недельной) потребности потребителей и обеспечивать их равномерную работу.
Пути сокращения производственного цикла. В интересах экономии оборотных средств, ускорения их оборачиваемости необходимо сократить длительность производственного цикла путем уменьшения времени рабочего периода и перерывов в производственном процессе. Это обеспечивается двумя путями:
а)совершенствованием техники и технологии;
б)повышением уровня организации производства.
Технологическое время и время перерывов значительно сокращается в результате совершенствования конструкций выпускаемой продукции, повышения уровня ее технологичности, внедрения наиболее рациональных высокоэффективных технологических процессов, повышения уровня механизации и автоматизации, применения робототехники. Сокращение трудоемкости технологических операций достигается путем использования более совершенного инструмента, замены металла пластмассами, применения эффективной специальной и универсальной оснастки, использования ПЭВМ, позволяющих выбирать оптимальные режимы обработки деталей.
Сокращение времени транспортных и складских операций достигается с помощью их механизации и автоматизации, благодаря чему не только ускоряется их выполнение, но и создается высокая степень надежности обслуживания производственного процесса.
Сократить производственный цикл можно путем снижения времени естественных процессов, например, внедрения при естественном охлаждении принудительной циркуляции воздуха, а также путем сокращения времени перерывов, вызываемых авариями оборудования, нехваткой материалов, оснастки, и другими причинами неудовлетворительной организации производства.
Итак, основными путями сокращения длительности производственного цикла являются:
продуктивность ― максимальная отдача всех производственных ресурсов, способствующая минимизации издержек;
механизация ― использование машин для работы, ранее выполняемой людьми;
стандартизация ― единообразие товаров или деталей, сделавшее их взаимозаменяемыми;
конвейер (сборочная линия) ― ряд рабочих мест, на которых каждый работник выполняет определенную операцию в производственном процессе;
автоматизация ― выполнение механических операций при абсолютно минимальном участии человека;
массовое производство ―производство однородной продукции в значительных объемах.
Применяемые методы организации производства оказывают влияние на все элементы производственного цикла.
Повышение параллельности выполняемых работ сокращает технологическую трудоемкость и время на транспортировку.
При параллельном виде движения каждое изделие после первой операции немедленно передается на вторую, после второй ― на третью, не дожидаясь окончания обработки всей партии.
Длительность технологической части производственного цикла при этом виде движения можно определить по следующей формуле:

где п― число изделий в партии;
m― число операций;
 ―время
обработки одного изделия по соответствующим
операциям, или штучное время;
―время
обработки одного изделия по соответствующим
операциям, или штучное время;
 ―время
наибольшей по времени операции.
―время
наибольшей по времени операции.
Расчеты и опыт показывают, что при этом виде движения длительность технологической части производственного цикла уменьшается на 3040%. Если операция по производительности не равномерна, то целесообразно применить параллельно-последовательный вид движения.
При параллельно-последовательном виде движения изделия переходят на последующие операции не после окончания обработки всей партии, а передаточными партиями при условии соблюдения непрерывности обработки изделия на каждой операции. При этом применяются различные приемы передачи деталей с одной операции на другую. Обычно они осуществляются транспортными партиями.
Длительность технологической части производственного цикла при этом виде движения определяется по следующей формуле:

где ― продолжительность минимальной
операции из двух смежных операций;
― продолжительность минимальной
операции из двух смежных операций;
р― число изделий передаточной партии.
Расчеты и практика показывают, что при таком виде движения длительность технологической части производственного цикла уменьшается на 2530%.
Сокращение перерывов достигается путем увеличения сменности работы, применения параллельно-последовательного способа обработки партии вместо последовательного, рационализации отдыха рабочих, применения эффективных систем оперативно-календарного планирования.
С целью выявления резервов сокращения длительности производственного цикла проводятся маршрутные фотографии. Их анализ дает возможность выявить отдельные стадии цикла, где имеются возможности их сокращения, благодаря чему может быть получен значительный эффект.
В результате анализа формул расчета длительности производственного цикла можно выявить такие пути его сокращения, как: уменьшение партии деталей; определение порядка запуска деталей в обработку; расширение сменности работы оборудования; оптимизация производственного цикла при обработке деталей нескольких наименований за счет определения очередности их запуска. Последняя задача может решаться методами линейного и динамического программирования, последовательного конструирования с помощью ветвей и границ в виде дерева, матричными методами моделирования производственного процесса.
При разработке сетевых графиков изготовления сложной и трудоемкой продукции анализируется критический путь с целью его сокращения.
9.2. Производственная мощность предприятия и методика ее расчета
Производственная мощность является исходным пунктом планирования производственной программы предприятия. Она отражает потенциальные возможности объединений, предприятий, цехов по выпуску продукции. Определение величины производственной мощности занимает ведущее место в выявлении и оценке резервов производства.
Установленное в производственной программе задание по объему выпуска продукции может быть выполнено при условии обеспечения производства необходимым количеством производственных ресурсов (факторов): трудовых, материальных и основного капитала. Основной капитал является определяющим производственную мощность предприятия.
Под производственной мощностью предприятия понимается максимально возможный выпуск продукции и объем переработки сырья в заданной номенклатуре и ассортименте, при полном использовании рабочего времени, производительности машин, оборудования и производственных площадей с учетом применения прогрессивной технологии и передовых методов организации и управления производством.
Производственная мощность предприятия измеряется, как правило, в натуральных или условно-натуральных единицах, в каких измеряется объем производства. Так, мощность текстильных предприятий определяется максимально возможным выпуском тканей в погонных и квадратных метрах, прядильных фабрик ― в тоннах пряжи, кирпичных заводов ― в тыс. штук условного кирпича, тракторного завода ― в количестве тракторов, угольной шахты ― в млн тонн угля и т.д.
Вместе с тем метод измерения производственной мощности количеством выпускаемой продукции не является всеобщим. На предприятиях, перерабатывающих сельскохозяйственную продукцию, объем выпуска конечной продукции зависит от качества исходного сырья и содержания в нем полезного компонента, Чем хуже качество перерабатываемого сырья, тем меньше будет произведено конечной продукции при неизменных или даже больших затратах труда и капитала. Поэтому мощность подобных предприятий измеряется не объемом выпуска продукции, а количеством перерабатываемого сырья. Например, мощность сахарных заводов определяется в тоннах перерабатываемой свеклы в сутки, масло-сыродельных заводов — в тоннах перерабатываемого молока и т.д.
Использование натуральных показателей для измерения производственной мощности возможно только на узкоспециализированных предприятиях, выпускающих однородную несложную продукцию. При многономенклатурном производстве суммарная мощность предприятия определяется в денежном выражении суммой всех выпущенных товаров по номенклатуре.
На величину производственной мощности оказывает влияние освоение прогрессивной технологии, которое дает возможность интенсифицировать и ускорить производственный процесс, а также производительность технологического оборудования. Чем совершеннее машины и оборудование, чем выше их производительность в единицу времени, тем больше производственная мощность.
Производственная мощность зависит от специализации предприятия, перечня и количественного соотношения изделий. В условиях рыночной экономики частая смена выпускаемых изделий обусловливает и соответствующее изменение мощности предприятия. Расчет мощности по плану производится по номенклатуре продукции и в ассортименте, предусмотренными планами производства и реализации продукции.
Важный фактор, влияющий на величину производственной мощности, ― уровень организации труда и производства, одним из элементов которого является режим работы предприятия (сменность, продолжительность рабочего дня, число рабочих дней в году). Последний определяется характером процесса производства. Различают непрерывный и прерывный процессы производства.
К непрерывному относится производство продукции, технологический процесс изготовления которой носит непрерывный характер (предприятия черной и цветной металлургии, энергетики, химической промышленности), а остановка процесса, связанная с длительными простоями, приводит к потере сырья, порче оборудования и другим потерям.
К прерывному процессу относится производство продукции, остановка изготовления которой в любой момент не приводит к потере изделий и сырья (предприятия машиностроительной, легкой, мясной и других отраслей промышленности).
Таким образом, можно подытожить, что производственная мощность зависит от ряда факторов. Важнейшие из них следующие:
- количество и производительность оборудования;
- качественный состав оборудования, уровень физического и морального износа;
- степень прогрессивности техники и технологии производства, качество сырья, материалов, своевременность их поставок;
- уровень специализации предприятия;
- уровень организации производства и труда, фонд времени работы оборудования.
Выбытие мощности происходит по следующим причинам:
- износ оборудования;
- уменьшение часов работы оборудования, изменение номенклатуры или увеличение трудоемкости продукции;
- окончание срока лизинга оборудования.
Мощность производственной единицы ― важная часть информации для планирования: она позволяет менеджеру рассчитать производственные возможности с точки зрения входных или выходных параметров и на основе этих объемов принимать решения или составлять производственные планы. Основными вопросами любого планирования производственных мощностей являются:
какая мощность требуется (тип)?
сколько машин требуется (объем)?
когда она требуется (срок)?
Вопрос о типе мощностей решается в зависимости от товаров и услуг, которые компания решила производить, т.е. планирование мощности полностью зависит от этого первоначального выбора.
Самые фундаментальные решения любой организации определяются видом товаров и услуг, которые она будет производить. Практически все остальные решения по мощностям, оборудованию, размещению производства и т.п. определяются именно выбором товаров и услуг. Так, решение производить высококачественную сталь потребует определенного типа производственного оборудования, определенной специализации и квалификации рабочих и обусловит тип размещения оборудования. Это решение повлияет на размер и тип производственных зданий, а также на место расположения предприятия. Обратите внимание, насколько иными будут эти факторы, если принять решение открыть семейный ресторан или предприятие по производству электротоваров. В некоторых случаях решения по производственным мощностям производятся достаточно редко, в других случаях они возникают регулярно и являются частью действующего производственного процесса. Обычно на частоту принятия подобных решений оказывают влияние такие факторы, как стабильность спроса, темпы технологических изменений в оборудовании или дизайне продукции, а также конкуренция. Другие факторы связаны с типом изделия или услуги и степенью важности стилистических изменений (автомобили, одежда). В любом случае руководство компании обязано периодически пересматривать свои решения по выбору изделия или услуги и вносить изменения, когда они бывают необходимы, в связи с расходами, конкурентоспособностью или по другим причинам.
По ряду причин решения по производственным мощностям ― самые фундаментальные из всех проектных решений, которые должен принимать менеджер.
Важность подобных решений определяется их потенциальным воздействием на способность организации удовлетворять будущий спрос на товары и услуги; по своей природе мощности ограничивают возможный объем выпуска.
Большое значение мощности вытекает из отношений между мощностью и производственными расходами. В идеале, правильный баланс спроса и производственных мощностей сводит к минимуму производственные расходы. На практике этого не всегда удается достичь из-за отличия реального спроса от ожидаемого либо его колебания (т.е. цикличности). В подобных случаях необходимо попытаться сбалансировать издержки избыточной и недостаточной мощности.
Кроме того, важность решений по производственным мощностям ― в величине первоначальных затрат, для которых мощность является основным определяющим фактором. Как правило, чем больше мощность производственной единицы, тем выше расходы. Эго соотношение не всегда оправдано; крупные производственные единицы обходятся пропорционально дешевле, чем малые.
Важность этих решений часто определяется также необходимостью долгосрочного распределения ресурсов и тем фактом, что, однажды приняв решение, его будет трудно или невозможно изменить без привлечения крупных дополнительных затрат.
До этого момента мы использовали рабочее определение мощности. Хотя это определение достаточно удобно, его можно уточнить вводом трех дополнительных определений:
проектной мощности: максимальный объем выпуска, которого в принципе можно добиться;
эффективной мощности: максимально возможный объем выпуска с учетом видов продукции, рабочих графиков, эксплуатации оборудования, факторов качества и т.д.;
реального выпуска: действительный объем выпуска. Он не может превышать эффективную мощность и даже часто бывает гораздо ниже эффективной мощности из-за поломок оборудования, процента брака, нехватки материалов и подобных факторов.
Проектная мощность― максимальный объем выпуска при идеальных условиях. Эффективная мощность обычно бывает ниже проектной (и никогда не может ее превышать) из-за изменений в структуре выпуска, планового ремонта оборудования, регламентированных перерывов (обеденные перерывы, перекуры и т.п.) и других подобных факторов. Реальные мощности не могут быть больше эффективных и часто бывают даже меньше за счет поломок оборудования, отсутствия рабочих на местах и иных проблем, неподконтрольных производственному менеджеру.
Различные единицы измерения мощности полезны при определении двух показателей эффективности системы: эффективность (производительность, продуктивность) и нагрузка. Эффективность― это отношение реального объема выпуска к эффективной мощности. Нагрузка ― это отношение реального объема выпуска к проектной мощности.
Менеджеры обычно делают акцент исключительно на эффективности, но часто это приводит к нежелательным последствиям. Это происходит при малом значении эффективной мощности по сравнению с проектной. В таких случаях высокая эффективность будет показывать эффективное использование ресурсов, хотя на самом деле это не так. Следующий пример поясняет это.
Пример. Нужно рассчитать эффективность и нагрузку тракторного завода, используя следующие данные:
проектная мощность ― 50 тракторов в день;
эффективная мощность ― 40 тракторов в день;
реальный выпуск ― 36 тракторов в день.
Решение:
Эффективность = (36х100%)/40 = 90%
Нагрузка = (36х100%)/50 = 72%
Таким образом, по сравнению с эффективной мощностью в 40 тракторов, 36 тракторов в день выглядят достаточно неплохо. Тем не менее, по сравнению с проектной мощностью в 50 тракторов, 36 тракторов гораздо меньше впечатляют, хотя в большей степени отражают реальную ситуацию.
Так как эффективная мощность определяет реальный объем выпуска, то по-настоящему действенным способом увеличить полезную нагрузку является увеличение эффективной мощности.
Рассмотрим факторы эффективных возможностей.
Многие решения, принятые в процессе разработки производственной системы, оказывают воздействие на производственную мощность. То же относится и ко многим производственным решениям. К основным факторам относятся: оборудование, товары или услуги, процессы, человеческий фактор, рабочие операции, внешние факторы.
Факторы оборудования. Очень важно планирование оборудования и мощностей, включая размеры и возможности для расширения. Также важны факторы размещения производства, включая транспортные расходы, близость крынкам сбыта, доступность трудовых ресурсов, источники энергии, пространство для расширения. Сходным образом размещение оборудования определяет плавность течения рабочего процесса, а также пространственные факторы, такие, как освещение, температура и вентиляция, в значительной степени определяют, сможет ли персонал эффективно работать, либо ему придется преодолевать неудобства, вызванные ошибками в проектировании.
Изделия или услуги. Проект изделия или услуги может иметь огромное влияние на производственную мощность. Например, если изделия однородны, то способность системы к их производству, как правило, гораздо выше, чем в случае последовательного производства несходных между собой изделий. Например, в ресторане с ограниченным меню клиента обычно обслуживают быстрее, чем в ресторане с разнообразным меню. В общем, чем более однороден выпуск, тем больше возможности для стандартизации методов и материалов, что ведет к увеличению производственной мощности.
Процесс. Количественные показатели процесса определяют производственные мощности; это достаточно очевидно. Менее явная детерминанта ― влияние качества выпуска. Например, если качество выпуска не соответствует стандартам, то темп выпуска будет замедлен из-за необходимости проверки и исправления дефектов.
Человеческий фактор. Элементы производственной операции, разнообразие задач, подготовка, квалификация и опыт персонала, которые требуются для выполнения производственного задания, ― все это оказывает воздействие на потенциальный и реальный объем выпуска. В дополнение к этому, мотивация работников также влияет на производственные возможности, как и время отсутствия сотрудников на рабочих местах, текучесть кадров и т.п.
Факторы рабочего процесса. Могут возникнуть проблемы с составлением рабочих графиков, когда имеются различия в мощностях оборудования или различия в технологических требованиях на разных участках производства. Решение по поддержанию запасов, просроченные поставки, пригодность закупленных частей и материалов, проверка качества и контрольные процедуры ― все это может оказывать воздействие на эффективную мощность. Например, когда General Motors впервые предложила автомобили с передним приводом, проблемы с запасами оказали негативное влияние на производственную мощность. Неожиданно высокий спрос, вызванный дефицитом предложения и быстрым ростом цен на бензин, превысил предложение. Руководители компании жаловались, что не могут воспользоваться возможностью увеличить продажи из-за нехватки комплектующих, которую компания не смогла быстро преодолеть. Таким образом, недостаточные мощности в одной области повлияли на общую производственную мощность.
Внешние факторы. Стандарты продукции, особенно заданный минимальный уровень качества и эксплуатации, могут ограничить возможности менеджера по увеличению и использованию производственных мощностей. Так, экологические нормы допустимого уровня загрязнения окружающей среды часто снижают эффективную мощность так же, как и требуемая правительственными учреждениями канцелярская документация, вовлекающая работников в непроизводственную деятельность. Тот же эффект дают ограничения по продолжительности рабочего дня и по роду деятельности работника предприятия, указанные в его трудовом контракте.
Все эти факторы обобщенно представлены в таблице 9.4. В общем, основным фактором, ограничивающим эффективную мощность, является некомпетентное планирование.
Таблица 9.4 - Факторы, определяющие эффективную мощность
|
А. Производственное предприятие |
1. Проект. 2. Размещение предприятия. 3. Размещение оборудования. 4. Окружающая среда. |
|
B. Изделие/услуги |
1. Проект. 2. Ассортимент. |
|
С. Производственный процесс |
1. Количественные показатели. 2. Качественные показатели. |
|
D. Человеческий фактор |
1. Содержание трудового процесса. 2. Проект трудового процесса. 3. Опыт и подготовленность. 4. Мотивация. 5. Система компенсации. 6. Уровень образования. 7. Отсутствие персонала на местах и текучесть кадров |
|
Е. Производственные факторы |
1. Рабочие графики. 2. Управление материалами. 3. Гарантия качества. 4. Эксплуатация оборудования. 5. Поломки оборудования. |
|
F. Внешние факторы |
1. Стандарты продукции. 2. Меры безопасности. 3. Профсоюзы. 4. Нормы контроля за загрязнением окружающей среды. |
Планирование производственных мощностей включает краткосрочные и долгосрочные факторы. Долгосрочные факторы ― общий уровень производственных возможностей предприятия. Например, объем мощностей (их величина); краткосрочные ― возможные изменения в требованиях по мощности, которые могут быть вызваны сезонными, случайными и нерегулярными колебаниями спроса. Так как временные интервалы для каждой категории меняются в зависимости от отрасли промышленности, то не имеет смысла называть определенные временные параметры для этих интервалов. Тем не менее, понимание различия между краткосрочными и долгосрочными факторами послужит нам основой для обсуждения планирования производственных мощностей.
Долгосрочные требования по мощности определяются с помощью прогнозирования спроса на определенный период времени, а затем прогнозы переводятся в категории требований по мощности. Помимо основных, существуют также и более сложные варианты. Например, комбинация циклов и тенденций.
Когда выявлена тенденция, основными вопросами являются:
Как долго сохранится данная тенденция, так как ничего не длится вечно?
Масштаб этой тенденции. Если выявлен цикл, внимание сосредоточивается на следующих вопросах:
приблизительная длина цикла (у каждого цикла своя);
амплитуда колебания цикла (отклонение от среднего значения).
Краткосрочные требования по мощности определяются нестолько тенденциями и циклами, сколько сезонными колебаниями и иными отклонениями от среднего значения. Эти отклонения важны, так как они могут значительно ограничить способность системы удовлетворять имеющийся спрос, а в иное время приводят к простою.
Помимо самых общих соображений по развитию альтернативных вариантов производственных мощностей (т.е. проводить разумный поиск возможных альтернатив, или ничего не предпринимать, стараться не упустить из внимания неколичественные факторы), необходимо принять во внимание некоторые специфические моменты. В этом разделе обсуждаются следующие из них:
- внедрить в производственную систему гибкость;
- постараться увидеть общую картину при изменении мощности;
- подготовиться к последствиям резких изменений мощности;
- попытаться сбалансировать требования по мощности;
- определить оптимальный уровень производства.
Долгосрочная природа решений по производственным мощностям и риск, неизбежно присутствующий в долгосрочных прогнозах, подчеркивают потенциальные преимущества от разработки гибких систем. Например, проект системы, предусматривающий возможность будущего расширения производства, обойдется гораздо дешевле, чем перестройка уже существующей структуры, которая не предусматривала подобной возможности. Следовательно, если существует вероятность расширения завода, то необходимо с самого начала провести соответствующую систему водо- и энергоснабжения и канализации, чтобы в случае расширения модификация существующей структуры была бы минимальной. Другие элементы гибкого проекта касаются размещения оборудования; выбора места под производство; производственного планирования; составления рабочих графиков; политики в области производственных ресурсов.
Другой важный фактор для менеджера, рассматривающего вопрос увеличения мощностей: для какого вида продукции предназначены мощности ― нового вида или уже давно производимого. Продукция (услуги), достигающая стадии зрелости, более предсказуема в смысле требований по мощности и может иметь ограниченный жизненный цикл. Предсказуемость спроса снижает риск неудачного выбора мощности, но ограниченный цикл жизни приводит к необходимости искать вариант альтернативного использования производственных мощностей. Новые товары несут с собой риск, связанный с неуверенностью относительно объема и периода спроса. Все это делает гибкость особо привлекательной для менеджера.
Разрабатывая альтернативные варианты по мощности, необходимо принять во внимание взаимодействие различных частей системы. Например, принимая решение увеличить число номеров в мотеле, необходимо учесть дополнительные потребности в питании, сервис в местах парковки и отдыха. Это и называется рассмотреть общую картину.
Увеличение возможностей часто осуществляется не плавно и постепенно, а достаточно резкими скачками, что затрудняет установление равновесия между желаемой мощностью и гибкостью. Например, желаемая мощность определенной операции ― 55 изделий в час, но предположим, что возможности каждой единицы использованного оборудования составляют 40 изделий в час. При работе одной машины появляется нехватка в количестве 15 изделий в час, а две машины превысят желаемую мощность на 25 изделий в час.
Необходимость требований по мощности также может вызывать серьезные проблемы. Например, в плохую погоду спрос на услуги общественного транспорта резко возрастает. Соответственно, система постоянно испытывает колебания между недозагруженностью и перегруженностью. Увеличение числа автобусов или поездов в метро поможет снизить перегрузку в час пик, но приведет к увеличению недогруженности в остальное время и, разумеется, увеличит рабочие расходы. К сожалению, простого решения этой проблемы не существует.
Колебания спроса представляют для менеджера серьезную проблему. Простое увеличение производственной мощности (т.е. увеличение размера предприятия, рабочей силы или оборудования) не всегда является лучшим выходом, так как при этом снижается гибкость и увеличиваются постоянные затраты. Следовательно, менеджер должен найти иной отклик на повышенный спрос. Одним из вариантов является использование сверхурочных работ. Другим вариантом может стать передача части работ на основе субконтракта. Третьим способом является компенсирование спроса запасами готовой продукции и возмещение этих запасов в период спада спроса. Особо эффективным способом является производство товаров (А и В) с взаимодополняющим спросом (рис. 9.2).

Рис. 9.2. А и В являются товарами с взаимодополняющим спросом
Производственная единица обычно имеет идеальный или оптимальный уровень производства, с точки зрения себестоимости единицы продукции. Идеальный уровень соответствует минимальной стоимости; больший или меньший объем выпуска приведет к росту затрат. Это положение проиллюстрировано на рис. 9.3. Обратите внимание на рост затрат при отклонении объема производства от оптимального уровня.
Форма кривой объясняется тем, что при небольших объемах выпуска фиксированные производственные расходы переносятся на малое число изделий, следовательно, затраты на единицу очень высоки. По мере увеличения объема выпуска эти расходы распределяются на большое число единиц продукции, следовательно, уменьшаются постоянные затраты на каждую единицу Тем не менее, на определенном этапе затраты начинают возрастать. Конечно, постоянные расходы распределяются на еще больший объем продукции, так что причина не в этом. Здесь вступают в действие иные факторы: повышение утомляемости рабочих; поломки оборудования, потеря гибкости, уменьшающая допуск на возможные ошибки; трудности координирования производственной деятельности.
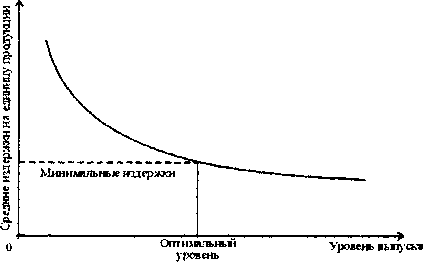
Рис. 9.3. Производственная единица имеет оптимальный объем выпуска при минимальных затратах
Оптимальный объем производства и минимальные затраты на единицу являются функцией общей мощности производственной единицы. Например, при повышении общей производственной мощности предприятия повышается и оптимальный объем выпуска, а минимальные затраты на оптимальный выпуск снижаются. Таким образом, более крупные предприятия имеют более высокие оптимальные объемы производства и меньшую величину минимальных затрат. Эти положения иллюстрируются на рис. 9.4.

Рис. 9.4. Минимальные затраты и оптимальный объем производства являются функцией величины производственной единицы
Выбирая мощность производственной единицы, менеджер должен принять во внимание все эти факторы наряду с имеющимися финансовыми и иными ресурсами и прогнозами ожидаемого спроса. Для этого необходимо определить показатели для различных видов мощности, чтобы провести полноценные сравнения. В некоторых случаях объем производства задан изначально, в остальных ― является переменной величиной (т.е. может быть выбран любой размер производственной мощности). В последнем случае можно выбрать идеальный вариант. Обычно менеджер должен выбирать из набора заданных вариантов, которые не всегда являются оптимальными с точки зрения затрат при требуемой мощности.
Альтернативы будущих производственных мощностей необходимо изучать с различных точек зрения. Наиболее очевидны экономические соображения: является ли вариант экономически осуществимым? Сколько он будет стоить? Как скоро его можно осуществить? Каковы производственные и эксплуатационные расходы? Каков срок его полезной жизни? Совместим ли он с наличным персоналом и процессами?
Существует определенное число методик для оценки альтернативных мощностей с экономической точки зрения. Самыми распространенными являются: анализ по затратам-объему; финансовый анализ; теория решения и анализ очередей. Анализ по затратам-объему описан ниже. При оценке альтернатив по мощности необходимая часть информации ― требования по мощности для тex изделий, которые будут производиться при данном варианте. Чтобы получить эту информацию, нужно иметь достаточно точный прогноз спроса по каждому виду продукции, значь средние сроки обработки каждой единицы продукции для каждой альтернативной единицы оборудования, число рабочих дней в году и число смен. Данный анализ сфокусирован на соотношении между затратами, доходами и объемом выпуска. Целью анализа является оценка прибыли организации при различных производственных условиях. Этот метод особенно эффективен при сравнении альтернативных вариантов мощности.
Использование данного метода требует определения всех видов затрат, связанных с производством данного товара. Эти затраты подразделяются на постоянные (фиксированные) и переменные.
Постоянные затраты не меняются при изменении объема выпуска. Примерами могут служить арендные платежи, налог на имущество, затраты на оборудование, затраты на отопление и кондиционирование, а также определенные административные расходы. Переменные затраты меняются вместе с изменением объема выпуска. Основными компонентами переменных затрат являются расходы на материалы и труд. Для простоты изложения мы предположим, что переменные затраты на единицу продукции не меняются с изменением объема.
Обозначения, используемые в формулах данного вида анализа, сведены в табл.9.5.
Таблица 9.5
|
ПЗ |
постоянные затраты |
|
Пер. З |
переменные затраты на единицу продукции |
|
ОЗ |
общие затраты |
|
ОД |
общий доход |
|
Д |
доход на единицу продукции |
|
М |
количество или объем выпуска |
|
Т без. |
точка безубыточности |
|
Р |
прибыль |
|
ЗР |
заданная прибыль |
Суммарные затраты для данного объема выпуска складываются из постоянных затрат и произведения переменных затрат на объем:

На рис. 9.5 показана взаимосвязь между объемом выпуска, постоянными затратами, общими переменными затратами и суммарными затратами (постоянные плюс переменные).
Для анализа мы предположим, что доход на единицу продукции (как и переменные затраты на единицу) не меняется независимо от объема выпуска. Как показано на рис. 1.5, общий доход находится в линейном соотношении с объемом выпуска. Предположим, что весь выпуск удается продать. Суммарный доход для данного объема выпуска равен

На рис. 9.5 показано отношение между прибылью (т.е. разницей между общим доходом и общими ― постоянными + переменными затратами) и объемом выпуска.
Объем, при котором общий доход равен общим затратам, носит название точки безубыточности (Тбез.).
Точка безубыточности ― объем выпуска,
при котором общие затраты и общий доход равны.
Если объем выпуска ниже точки безубыточности, затраты превысят доход; если объем выпуска выше точки безубыточности, появляется прибыль. Чем больше отклонение от этой точки, тем выше прибыль или убыток. Суммарная прибыль рассчитывается по следующей формуле:
РОД03 = Д хТбез. (ПЗ + Пер. ЗхМ).
Объем выпуска для получения заданной прибыли равен:

Рис. 9.5. Точка безубыточности при постоянных затратах
Особым случаем является здесь объем, при котором суммарный доход равен суммарным затратам. Эго точка безубыточности, рассчитываемая по следующей формуле:
Альтернативы по мощности могут включать ступенчатые затраты, т.е. затраты, меняющиеся по ступенчатому закону при изменении объема выпуска. Например, компания имеет возможность приобрести один, два или три станка, при этом каждый станок увеличивает постоянные затраты, хотя и не по линейному закону (рис. 9.6).
В этом случае постоянные затраты и потенциальный объем выпуска зависят от числа закупленных станков. При этом возникает несколько точек безубыточности, одна для каждого диапазона выпуска. Заметьте, тем не менее, что на графике линия общего дохода может не пересекать линию постоянных затрат в определенном диапазоне. Такая возможность показана, где в первом диапазоне нет точки безубыточности. Чтобы определить, сколько же станков приобретать, менеджер должен соотнести ожидаемый уровень спроса (объема) с точками безубыточности и выбрать наиболее подходящее число станков, как показано в примере.
Пример. Менеджер рассматривает вопрос о покупке одного, двух либо трех станков. Постоянные затраты и потенциальные объемы производства указаны в табл. 9.6.
Таблица 9.6 - Затраты и объемы производства
|
Число станков |
Общие годовые фиксированные затраты |
Соответствующий уровень запаса |
|
1 |
9600 тыс. руб. |
0 300 |
|
2 |
15 000 тыс. руб. |
301 600 |
|
3 |
20 000 тыс. руб. |
601 900 |
Переменные затраты составляют 10 тыс. руб., доход ― 40 тыс. руб.:
а) определить точку безубыточности для каждого случая;
б) если планируемый спрос лежит в диапазоне 580660 ед., сколько станков должен приобрести менеджер?
Решение:
а) рассчитаем точку безубыточности для каждого случая с использованием формулы
Для
одного станка
 един.
един.
Для
двух станков
 един.
един.
Для
трех станков
 един.
един.
Сравнивая ожидаемый спрос с точками безубыточности видим, что в интервале 301600 точкой безубыточности является 500. Это означает, что даже при спросе с самым нижним значением данного диапазона (580) эта величина будет выше точки безубыточности и принесет прибыль. Для диапазона 601900 это не так. Даже для верхней границы диапазона спроса (660) данный объем ниже точки безубыточности, т.е. прибыли не будет. Таким образом, менеджер должен принять решение о покупке 2 станков.

Рис. 9.6. Точки безубыточности при ступенчатых постоянных затратах
Необходимые допущения для анализа типа «затраты - объем»:
производится только один вид продукции;
вся производимая продукция распродается;
переменные затраты не меняются с изменением объема выпуска;
постоянные затраты не меняются при изменении объема выпуска либо меняются по ступенчатому закону;
доход на единицу продукции не меняется с изменением объема.
Анализ «затраты - объем» является ценным методом сравнения альтернатив производных мощностей. Как и для любого количественного метода, здесь важно проверить соответствие допущений данной ситуации. Например, переменные затраты или доход на единицу продукции могут не быть постоянными величинами. Кроме того, постоянные затраты могут меняться при изменении объема. Если возможны случайные колебания спроса, это тоже необходимо учесть при анализе. Анализ «затраты - объем» требует возможности четкого разграничения постоянных и переменных затрат, а это иногда бывает сложно осуществить.
Данный анализ лучше всего применять для одного вида продукта либо нескольких видов, имеющих схожие показатели затрат. В противном случае анализ становится более сложным. Тем не менее, существенное достоинство этого вида анализа состоит в том, что он обеспечивает принципиальную основу для интеграции оценки затрат доходов и прибыли в решении по мощности.
Теория решений
Теория решений является полезным инструментом финансового сравнения альтернатив в условиях риска или неопределенности. Ее можно применить к решениям по производственным мощностям и к широкому диапазону других решений. Теория решений описывается в приложении.
Анализ очередей
Анализ очередей очень полезен при разработке сервисных систем. Очереди формируются в самых различных системах обслуживания (кассы аэропорта, телефонные звонки в компанию кабельного телевидения и отделения скорой помощи и т.п.). Очереди являются симптомом заторов в производственной операции.
Анализ очередей помогает менеджерам выбрать уровень мощности, который будет оптимальным с точки зрения баланса расходов на увеличение мощности и расходов, связанных с ожиданием клиента. Он может помочь в определении ожидаемых затрат для каждого уровня сервисных возможностей.
Анализ очередей подробнее рассматривается в приложении.
Расчет производственной мощности
Расчет производственной мощности действующего завода ведется по всем его подразделениям в следующей последовательности:
по агрегатам и группам технологического оборудования;
по производственным участкам;
по основным цехам и заводу в целом.
Производственная мощность предприятия определяется по мощности ведущих цехов, участков, агрегатов. К ведущим относятся цеха, участки, агрегаты, в которых выполняются основные наиболее трудоемкие технологические процессы и операции по изготовлению изделий или полуфабрикатов и сосредоточено наибольшее количество машин и оборудования. Такой подход к определению производственной мощности позволяет выявить несопряженность мощностей ведущих и вспомогательных производств и агрегатов и разработать план организационно-технических мероприятий по их выравниванию.
Производственная мощность ведущих подразделений определяется по формуле
ПМ = nHm Ф,
где ПМ ― производственная мощность подразделения (цеха, участка);
n ― количество единиц одноименного ведущего оборудования;
Нт ― часовая техническая (паспортная) мощность единицы оборудования;
Ф ― фонд времени работы оборудования, часов.
При необходимости ― учесть все оборудование, закрепленное за цехом, включая бездействующее вследствие неисправности, находящееся в ремонте и подлежащее установке в плановом периоде. Не учитывается только оборудование, находящееся в резерве, а также на опытно-экспериментальных и специальных участках для профессионально-технического обучения.
Под «узким местом» понимается несоответствие производственной мощности отдельных цехов, участков и агрегатов возможности ведущего оборудования.
Наличие «узких мест» на промежуточных стадиях производственного процесса не должно учитываться в расчетах производственной мощности предприятия.
Для выявления «узких мест» в пропускной способности ведущих цехов и участков рассчитываются коэффициенты сопряженности их мощностей по формуле

где
 ― коэффициент сопряженности;
― коэффициент сопряженности;
 и
и
 ― мощность ведущих цехов и участков,
ед.;
― мощность ведущих цехов и участков,
ед.;
Ру ― удельный расход продукции первой операции (цеха, участка) для выработки продукции второй, шт.
Производственная мощность изменяется в течение года. В краткосрочном периоде производственная мощность является постоянной величиной. В долгосрочном периоде она может быть уменьшена за счет вывода из производства физически или морально устаревших, излишних машин, оборудования и площадей или увеличена путем технического перевооружения производства, реконструкции и расширения предприятия. В связи с этим при обосновании производственной программы производственными мощностями рассчитываются входная, выходная и среднегодовая производственная мощность.
Входная производственная мощность ― это мощность на начало отчетного или планируемого периода.
Выходная производственная мощность ― это мощность предприятия на конец отчетного или планируемого периода. При этом выходная мощность предыдущего периода является входной мощностью последующего периода. Выходная мощность рассчитывается по формуле
ПМвых. = ПМвх. + ПМт + ПМр + ПМнсПмвыб.,
где ПМвых. ― выходная производственная мощность;
ПМвх.― входная производственная мощность;
ПМт― прирост производственной мощности за счет технического перевооружения производства;
ПМр― прирост производственной мощности за счет реконструкции предприятия;
ПМнс― прирост производственной мощности за счет расширения (нового строительства) предприятия;
ПМвыб.― выбывающая производственная мощность.
Поскольку ввод и выбытие мощности производится не одновременно, а происходит на протяжении всего планируемого периода, то возникает необходимость расчета среднегодовой производственной мощности. Среднегодовая мощность (ПМс) рассчитывается путем прибавления к входной мощности (ПМвх) среднегодовой вводимой (ПМвв) и вычитания среднегодовой выбывающей мощности (Пм выб) с учетом срока действия (Тн):
ПМс = ПМвх + ПМвв*Тн/12Пмвыб* (12-Тн)/12.
Увеличение производственной мощности возможно за счет:
- ввода в действие новых и расширения действующих цехов;
- реконструкции;
- технического перевооружения производства;
- организационно-технических мероприятий, из них: увеличение часов работы оборудования, изменение номенклатуры продукции или уменьшение трудоемкости, использование технического оборудования на условиях лизинга с возвратом в сроки, установленные лизинговым соглашением.
Для расчета производственной мощности необходимо иметь следующие исходные данные:
- плановый фонд рабочего времени одного станка;
- количество машин;
- производительность оборудования;
- трудоемкость производственной программы, достигнутый процент выполнения норм выработки.
Определение фонда времени рабочего оборудования
В зависимости от режима работы определяются фонды времени: календарный (Фк), режимный (номинальный) (Фр) и плановый (Фп).
Для каждой единицы оборудования календарный фонд времени Фк определяется, как Фк = 365*24.
Режимный фонд равен календарному фонду в днях за вычетом выходных и праздничных дней с учетом сокращенного рабочего дня в предпраздничные дни:
Фр = (Дсм (365-Дв-Дп)-tn*Дпд)*Ксм,
где Дсм ― длительность рабочей смены, ч;
Дв― количество выходных дней в плановом периоде;
Тн― количество нерабочих часов в праздничные дни;
Дпд ― количество предпраздничных дней;
Ксм ― количество смен работы.
Плановый фонд времени рассчитывается исходя из режимного с учетом остановок на капитальный и планово-предупредительный ремонт. В условиях непрерывного процесса производства величина этого фонда равна
Фнд = Фк-(Рк+Рпп)
и, соответственно, для прерывного процесса производства
Фд = Фр-(Рк+Рпп),
где Рк и Рпп ― плановые затраты времени на капитальный и планово-предупредительный ремонт соответственно, ч.
Плановый фонд времени при непрерывном процессе производства равен режимному, если ремонты выполняются в выходные и праздничные дни Фп=Фр.
Для предприятий с прерывным процессом производства режимный, следовательно, и плановый фонды времени рассчитываются исходя из трехмесячного, а при работе в четыре смены ― из четырехмесячного режима работы оборудования. Если предприятие работает в две смены (или меньше), расчет мощностей производится исходя из двухмесячного режима работы, а уникального и дефицитного оборудования ― из трехмесячного.
Для предприятий с сезонным производством фонд времени работы оборудования определяется по техническому проекту или утвержденному режиму работы с учетом максимально возможного числа смен его работы в течение сезона поступления или добычи сырья. Для этих предприятий время на капитальный ремонт в расчет не принимается.