

Ремонт рессорного подвешивания
Неисправности рессор и пружин, их причины
Исправное состояние рессорного подвешивания обеспечивает необходимую плавность хода вагонов, снижение динамических нагрузок на их узлы и детали уменьшает количество изломов и интенсивность нарастания взносов во всех узлах и деталях вагонов.
В эксплуатации рессоры и пружины имеют различные износы. Наиболее частыми неисправностями являются изломы и трещины в листах рессор и витках пружин, их просадка и протертости. В пружинах, кроме того, встречаются неровности опорных витков и выпадание из посадочных мест. Рессоры могут иметь сдвиги листов и хомутов, ослабление и отсутствие заклепок наконечников, износы наконечников.
Причинами трещин, изломов, просадки рессор и пружин являются нарушения режимов термообработки при изготовлении или ремонте, перегруз или неравномерная загрузка вагона, неправильный подбор по высоте. Сдвиг листов или хомутов происходит из-за неправильной сборки рессор. Ослабление и срез заклепок возникают из-за некачественной клепки. Преждевременные износы листов образуются из-за несвоевременной и некачественной смазки.
Вагоны запрещается эксплуатировать, если в пружинах, листах рессор, хомутах и наконечниках рессор имеются трещины или изломы. Не допускается отсутствие хотя бы одной пружины и смыкание их витков. Не разрешается использование рессор со сдвигом листов. Пружины и рессоры должны быть установлены без перекосов, соответствовать типу вагона и схеме размещения в зависимости от распределения массы вагона по его длине.
Состояние элементов рессорного подвешивания контролируется при всех видах технического обслуживания вагонов. При обнаружении неисправностей, создающих угрозу безопасности движения поездов, неисправные детали должны быть заменены.
Ремонт листовых рессор
При деповском и капитальном ремонте вагонов все рессоры должны быть сняты, обмыты и осмотрены. В зависимости от их технического состояния ремонт рессор бывает трех видов: без разборки, с частичной разборкой и с полной разборкой.
Ремонт
рессор без разборки производят, если
при осмотре не выявлено неисправностей.
В этом случае листы рессор смазывают с
использованием специальных приспособлений
графитовой смазкой с добавлением 5%ингибитора коррозии АКОРП. Рессоры
пассажирских вагонов испытывают на
прессе на отсутствие остаточной
деформации и на прогиб.
Ремонт рессор с частичной разборкой выполняют при необходимости ремонта наконечников, упоров, постановки новых заклепок, а также если на хомуте обнаружены протертости и забоины более 2 мм глубиной. Неисправности ремонтируют сваркой или наплавкой с последующей механической обработкой. После ремонта рессоры смазывают, проверяют размеры и испытывают на прессе.
Ремонт рессор с полной разборкой осуществляют при наличии в листах трещин, изломов, выработки или коррозийного износа более 10% по толщине или ширине листа, сдвиге листов, изменении хорды или величины стрелы более установленных размеров, а также если зазоры между листами в свободном состоянии рессоры более допускаемых.
Рессоры, подлежащие полной разборке, разбирают на секции полукомплекта, а затем на прессе системы Уварова срезают шпильку и листы освобождают от хомута и шпильки. Затем листы очищают и осматривают. Замене на новые или старогодные подлежат листы с трещинами, изломами, выработками и коррозийном износе более 10% по толщине и ширине листа. Изготовление листов производят на прессах или ножницах. Размеры заготовок должны соответствовать чертежным размерам. По середине листов рассверливают отверстие Для шпильки.
Гибка и закалка листов производится за один прием в гибозака- лочных машинах. Нагревают листы для гибки и закалки в печи до температуры 880+920°С. В качестве охлаждающей среды применяют трансформаторное или веретенное АУ масла. После закалки рессорные листы подвергают отпуску с выдержкой в печи при температуре 440+480°С в течении 40+50 мин и последующим охлаждением на воздухе. Качество термообработки листов определяют проверкой на твердость, которая должна быть НВ 363+432.
Комплектуют рессоры из новых и старогодных листов, термически обработанных и прошедших контроль. Скомплектованные листы смазывают, собирают на шпильку и сжимают на прессе для расклепывания концов шпильки, после чего нагревают до температуры 900+1150°С хомут и ставят его на рессору. Для плотного прилегания листов хомуты обжимают на прессе в горячем состоянии. В полуком- плект секции подбирают с учетом допустимых отклонений по высоте. Секции рессор приклепывают к наконечникам механическим способом или на прессе.
В
хомутах эллиптических рессор разрешается
сваркой ремонтировать трещины по
сварному шву или вдоль него, а также не
более одной трещины по основному металлу
хомута, если она не уменьшит площадь
сечения стенки хомута более чем на 50%.Допускается наплавка изношенных
мест хомута, а также мест, поврежденных
в результате ударов, при условии, что
оставшаяся толщина стенки хомута в
месте расположения дефекта будет не
менее 75% чертежного размера.
При ремонте наконечника эллиптической рессоры разрешается заваривать не более двух трещин и наплавлять поверхности при глубине износа не более 5 мм.
Каждая рессора должна быть проверена на соответствие чертежным размерам (рис. 5.1). Отклонение размеров у рессор в свободном состоянии не должно превышать по длине хорды у рессор пассажирских и рефрижераторных вагонов ±5 мм, по стреле прогиба — +12 мм.
Хомут должен быть расположен на оси симметрии рессоры. Смещение оси хомута относительно оси рессоры и смещение концов листов относительно оси хомута должно быть не более 3 мм. Отклонение по ширине хомута допускается не более ±2 мм от чертежного размера.
Поперечное смещение одного листа рессоры относительно дру* гого должно быть не более половины разницы ширины листов. До
сборки рессоры в полукомп- лект проверяют разность высот отдельных секций, которая не должна превышать 2 мм.
Рис.
5.1. Основные измерения листовых рессор:
1
— длина хорды; А — высота; с — стрела
прогиба; Ь
— длина в выпрямленном состоянии; d
—
ширина хомута
У рессор в свободном состоянии проверяют величины зазоров. Проверки выполняют плоским щупом и калиброванным прутком диаметром 1,5 мм круглого сечения. Зазоры между листами рессоры у хомута допускаются не более 0,2 мм, у концов листов — не более 2,5 мм на длине до 70 мм, а на остальной длине листа — не более 1,5 мм. Зазоры между хомутом и коренным листом допускаются не более 0,1 мм на глубину до 15 мм, между хомутом и крайним наборным листом — не более 0,3 мм на глубину до 15 мм, между хомутом и боковыми гранями несмежных листов — не более 0,5 мм, а между хомутом и листами рессоры в углах хомута — не более 1,5 мм.
Качество приклепки секций рессоры к наконечникам определяют проверкой зазоров между наконечниками и коренными листами, которые не должны превышать 0,4 мм. При этом пластина щупа толщиной 0,2 мм не должна доходить до тела заклепок. Не разрешается производить подчеканку или дополнительное обжатие заклепок.
Все рессоры, признанные годными по размерам и наружному осмотру, испытывают на прессах на отсутствие остаточной деформации под пробной нагрузкой и определяют прогиб рессоры под рабочей статистической нагрузкой.
При испытании на отсутствие остаточной деформации рессору нагружают пробной нагрузкой не менее двух раз и после ее снятия замеряют высоту рессоры в свободном состоянии. Затем рессору
вторично нагружают пробной нагрузкой, а после снятия нагрузи, вновь замеряют высоту. Рессора выдержала испытание, если высота при первом и втором измерениях остается неизменной. Далее рессору испытывают на прогиб от рабочей статистической нагрузки. При этом рессору плавно нагружают рабочей статистической нагрузкой и замеряют ее действительный прогиб. Затем нагрузку повышают до пробной, снижают до рабочей статической и повторно замеряют ее прогиб. Рессора выдержала испытание, если разность между полусуммой замеренных прогибов и расчетным прогибом, отнесенная к расчетному прогибу, не превышает ±8%. Рессоры, не выдержавшие испытания, ремонтируют с полной разборкой, термообработкой листов и повторным испытанием.
У принятых рессор на боковой поверхности хомута одной из крайних секций верхнего и нижнего полукомплектов набивают клейма высотой 10-^15 мм, которые содержат следующие данные: номер, присвоенный предприятию, год и месяц испытания. Окрашивают рессоры эмалью черного цвета.
Ремонт пружин
Пружины, поступившие в ремонт, очищают, осматривают и подвергают обмеру для определения их исправного состояния.
При обнаружении у пружин трещин, изломов, коррозийных повреждений или протертостей более 10% площади поперечного сечения прутков их не ремонтируют. Исправные пружины грузовых вагонов при деповском ремонте вагонов окрашивают и направляют в тележечный участок, а при капитальном ремонте вагонов, в случае отсутствия клейм завода-изготовителя, дополнительно испытывают. Пружины пассажирских вагонов при капитальном ремонте вагонов испытывают на прессе независимо от наличия клейм завода-изготовителя.
Неровности опорных витков пружин устраняют заточкой на наждачных станках.
Разрешается ремонтировать пружины с просадкой по высоте более допустимой нормы, а также с перекосами витков.
Пружины с такими дефектами сортируют по размерам сечения прутков, что дает возможность обеспечить равномерный нагрев всей ремонтируемой партии пружин. Для правки и закалки пружины нагревают до 880-т-920°С. Витки просевших пружин разводят на станках
или вручную. Рекомендуется правку и разводку витков пружин выполнять в специальных приспособлениях, калибрующих шаг и опорные поверхности. Для компенсации осадки пружин при испытании необходимо шаг при разводке витков сделать больше на 2-3% от чертежного. В качестве охлаждающей среды для закалки используют трансформаторное или веретенное АУ масло или воду. Пружины с диаметром прутка более 25 мм следует закаливать только в воде. Время от момента извлечения пружины из печи до погружения в закалочную среду должно быть не более 25 с, чтобы металл не остыл ниже 780°С. После закалки пружину нагревают до 440-ь480°С для отпуска. Время выдержки при данной температуре — 40-ь50 мин. Охлаждение пружин производят на воздухе.
На некоторых вагоноремонтных предприятиях для увеличения срока службы пружины упрочняют наклепом дробью.
После термической обработки пружины осматривают и обмеряют. Поверхности витков должны быть гладкими, без зажимов и трещин. Отклонение пружин от вертикальной оси должно быть не более 2% высоты пружины в свободном состоянии. При обмере необходимо проверить высоту пружины в свободном состоянии (рис. 5.2), внутренний и наружный диаметры, отклонения между минимальным и максимальным размерами шага и общее число витков. Отклонения не должны быть более нормируемых техническими условиями по ремонту рессор и пружин.
Пружины, прошедшие ремонт с термообработкой, испытывают на остаточную деформацию под действием пробной нагрузки и на прогиб под рабочей нагрузкой.

Рис. 5.2. Пружина:
Н — высота; П, и D2 — наружный и внутренний диаметры; Е> — средний диаметр витка; d— диаметр прутка; а — расто- яние между витками; t — шаг пружины
гружают и вторично измеряют высоту. Пружина выдержала испытание, если ее высота осталась неизменной. Для проверки прогиба пружину нагружают до рабочей статической нагрузки и замеряют величину действительной стрелы прогиба. Разность между замеренной величиной и расчетной должна быть в пределах +12 и -8% по отношению к расчетной стреле прогиба. Пружины, не прошедшие испытание, вновь подвергают термообработке.
Все отремонтированные и испытанные пружины принимают в депо — мастер или бригадир, а на ВРЗ — представитель ОТК.
Клеймо о ремонте наносят на оттянутом конце для пружины с диаметром витка 16 мм и более, а на пружины, изготовленные из прутка меньшего диаметра, навешивают бирку. Маркировка содержит данные о номере предприятия и дате ремонта. Окрашивают пружины эмалью черного цвета.
Неисправности и ремонт фрикционных гасителей колебаний
Основными неисправностями фрикционных гасителей колебаний грузовых тележек 18-100 (рис. 5.3) являются износы трущихся поверхностей фрикционных клиньев и фрикционных планок, ослабление крепления фрикционных планок, трещины и изломы клиньев.
Главными неисправностями фрикционных гасителей пассажирских тележек КВЗ-ЦНИИ и ТВЗ-ЦНИИ-М (рис. 5.4) являются износы трущихся поверхностей сухарей, втулок, колец, ослабление крепления фрикционной втулки на шпинтоне и излом нажимной пружины. Выявление неисправностей фрикционных гасителей производят внешним осмотром и обмером шаблонами.
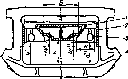
надрессорная
балка; фрикционный клин; фрикционная
планка; боковая рама; Ау",
Ау'—
завышение или занижение клина
2—
—
Рис.
5.4. Фрикционные гасители тележек
КВЗ-ЦНИИ-М(б):
1
— шпинтон; 2
— фрикционная втулка; 3
— пружина; 4
— нажимное кольцо; 5
— фрикционные клинья (сухари); б
— резиновое кольцо; 7 — тарельчатая
пружина; 8
— гайка; 9
— зажимной конус
Не разрешается эксплуатация тележек 18-100 и 18-101, если фрикционный клин имеет излом или трещину, в случае обрыва заклепки фрикционной планки, а также если в порожнем грузовом вагоне ненагружены клинья и подклиновые пружины. Завышение хотя бы одного клина относительно нижней поверхности надрессорной балки должно быть не более 10 мм.
Фрикционные гасители пассажирских тележек ТВЗ-ЦНИИ-М, КВЗ-ЦНИИ, КВЗ-5 не должны в эксплуатации иметь трещин, ослаблений крепления деталей на шпинтонах, зазоров между втулкой шпинтона и корончатой гайкой, отсутствия каких-либо деталей.
При плановых видах ремонта вагонов детали фрикционных гасителей снимают с тележек, осматривают и ремонтируют в соответствии с нормами и допусками.
Фрикционные планки тележек 18-100 при капитальном ремонте вагонов устанавливаются новые, а при деповском ремонте вагонов заменяются при наличии трещин и износов более 3 мм. Разрешается
ремонтировать наплавкой изношенные
поверхности 1(рис. 5.5) при износе не более 8 мм и
заваривать изношенные отверстия2.Сварочные работы необходимо выполнять
после предварительного подогрева планки
до температуры 250- 300°С. Твердость металла
планки должна быть 300+320 НВ. Планки
устанавливают на боковую раму с
уширением к низу на 4-10 мм, а их
непараллельность в горизонтальном
положении допускается не более 3 мм.
£
Рис.
5.5. Фрикционная планка
При
ремонте фрикционного клина (рис. 5.6)
допускается ремонтировать наплавкой
изношенные наклонные поверхности 1и вертикальные поверхности 2, если
износ при деповском ремонте составит
более 3 мм, а оставшаяся толщина стенок
не менее 5 мм. Изношенные вертикальные
поверхности клина можно ремонтировать
приваркой пластин с последующей
механической обработкой. Изношенные
поверхности3упорного ребра ремонтируют наплавкой
при глубине износа не более 3 мм.
Разрешается заваривать вертикальные
трещины4упорных ребер или приваривать отколотые
ребра.

Фрикционные втулки гасителей колебаний тележек КВЗ-ЦНИИ и ТВЗ- ЦНИИ-М при износе поверхностей трения более 2,5 мм ремонтируют наплавкой с предварительным подогревом до температуры 250-300°С при условии, что глубина их износа не более 5 мм. Износ определяют непроходным шаблоном (рис. 5.7) по рабочей поверхности втулки на расстоянии 100— 150 мм от нижней кромки. Износ цилиндрических поверхностей фрикционных клиньев допускается не более 4 мм, Рис. 5.6. Фрикционный клин а конических — до 3 мм. Допускаются
отколы клиньев до 10 мм. Клинья подбирают в комплект по 6 штук па специальном приспособлении (рис. 5.8). Зазор между верхним кольцом и конусной поверхностью клина допускается не более 0,5 мм. Нажимные кольца с трещинами или износом более 2 мм подлежат замене. Тарельчатые пружины с просадкой более 1 мм подлежат замене. Просадка пружин фрикционного гасителя допускается до 5 мм. Пружины с изломами, трещинами, коррозийными повреждениями или протертостями более 10% площади сечения витка заменяют.
При сборке фрикционного гасителя колебаний необходимо корончатую гайку шпинтона затянуть до полного сжатия тарельчатой пружины. Если шлиц гайки не совпадает с отверстиями под шплинт в шпинтоне, то гайку ослабляют на 1/6 оборота. Разрешается установка двух тарельчатых шайб или регулировочных шайб обшей толщиной до 6 мм. Резьбовую часть гайки перед установкой на шпин- тон смазывают солидолом Ж или смазкой ЦИАТИМ 201.
При втором капитальном ремонте (КР-2) все детали фрикционного гасителя пассажирских тележек заменяют новыми, а при первом капитальном ремонте вагона детали подлежат замене или восстановлению при износе поверхностей трения более 1 мм.
Разрешается ставить в один комплект фрикционные клинья с разностью по толщине не более 0,5 мм.
Рис.
5.7. Шаблон для контроля износов
фрикционной втулки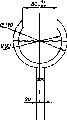
Рис.
5.8. Приспособление для комплектации
клиньев буксового гасителя: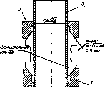
1 — кольцо нижнее; 2 — кольцо верхнее; 3 — втулка
Неисправности гидравлических гасителей
Основными причинами неисправностей гидравлических гасителей являются: применение загрязненного или несоответствующего типа масла, несвоевременная замена повреждённых резиновых деталей, нарушения требований ремонта, сборки и установки на тележку гасителей колебаний. Неисправности гидравлических гасителей, их методы выявления и устранения приведены в табл. 5.1.
Не разрешается следование в поездах вагонов, у которых тележки с гидравлическими гасителями имеют трещины, изломы и погнутости кронштейнов крепления гасителя; заклинивание гасителя; отсоединение защитного кожуха или штока от верхней головки; трещины, смятие или изломы защитного кожуха или корпуса гасителя.
В пунктах формирования и оборота пассажирских поездов не допускается постановка в состав вагона, у которого гидравлические гасители имеют просроченные или истекающие в пути следования сроки ревизии; утечки масла в виде капель или сильного замасливания; протертости корпуса более 2 мм или перекос головок относительно поперечной оси тележки более 5 мм, а также не имеет резиновых и металлических втулок в головках.
Исправное состояние гидравлических гасителей можно проверить контрольной прокачкой вручную под вагоном. При этом необходимо отсоединить крепление верхней головки и снять валик, вставить в головку ломик и 2-3 раза прокачать гаситель на всю длину хода штока. При прокачке шток должен перемещаться плавно, со значительным сопротивлением, без заеданий и рывков. Неисправные гасители снимают и отправляют в депо для прохождения ревизии.
Ревизия гидравлических гасителей
Гидравлические гасители колебаний подвергают ревизии через каждые 6 месяцев эксплуатации, при неясности клейм последней ревизии, при наличии течи масла, трещин и изломов в деталях крепления гасителя к тележке, в случае ослабления резьбового соединения верхней головки со штоком, а также при наличии в деталях гасителя трещин и вмятин более 2 мм глубиной.
Для производства ревизии гасители колебаний поступают на ремонтный участок после обмывки в моечной машине, в которой гаси-
|
Неисправности |
Признаки неисправностей |
Способ устранения |
|
Повреждения сальников и резиновых колец, отвернулась гайка сальника, задиры и коррозия штока |
Потеки масла, следы перемещения защитного кожуха по корпусу более 30 мм, незатухающие колебания кузова после прохода стыков рельса |
Г аситель заменить |
|
Трещины, погнутости или обрывы кронштейнов крепления |
|
Отремонтировать кронштейны |
|
Повреждение резьбы крепления защитного кожуха или штока с верхней головкой; отвернулась гайка корпуса и ослаблено крепление сальникового узла, излом направляющей втулки, утеря стопорных винта или болта |
Отсоединение защитного кожуха, его перекос относительно корпуса |
Г аситель заменить |
|
Заклинивание гасителя колебаний |
Погнутости или обрывы кронштейнов крепления. Перекос надрессорной балки в вертикальной плоскости |
Г аситель заменить |
|
Износы, утеря резиновых втулок в головках, износ валика крепления |
Зазоры в узлах крепления гасителя к кронштейнам тележки более 1 мм |
Заменить неисправную деталь |
|
Разрегулировка затяжки резинометаллических поводков |
Перекос гасителя в кронштейнах рамы и надрессорной балки |
Отрегулировать затяжку поводка Г аситель установить симметрично |
|
Ослаблено крепление резиновой втулки в головке |
Отход бурта резиновой втулки от боковой поверхности гасителя более 2 мм |
Заменить резиновую втулку |
тели подвешивают на штырях за верхнюю головку для обеспечения «растянутого» положения. Далее гасители подвергают очистке щетками, ветошью или на установке сухой очистки, где удаляют остатки грязи. Затем у гасителя проверяют состояние металлических и резиновых втулок, наличие стопорного винта, прочность соединения штока с головкой. Несколько раз (2-3 раза) прокачивают вручную. Неисправные втулки заменяют. При повреждениях резьбового соединения штока, его заклинивания, течи масла через сальник гасители ремонтируют с разборкой. Далее гасители испытывают на стенде с записью диаграммы. Гаситель считается годным, если его диаграмма соответствует образцу и параметр сопротивления находится в пределах 75... 125 кНм-с. Неисправные гасители разбирают и ремонтируют. Гасители, прошедшие испытание, маркируют. На верхней головке ставят клеймами номер ремонтного предприятия, букву Р и дату, например, 41.Р. 10.99. Разрешается производить клеймение на бирке, которая крепится стопорным болтом кожуха.
Испытание гасителей на стендах выполняют методом гармонических или затухающих колебаний.
Для задания гасителю гармонических колебаний наиболее часто применяют стенд конструкции ПКБ-ЦВ. В настоящее время для испытания гасителей методом гармонический колебаний разработаны стенды типа СГИК-05 (предприятие-разработчик ПГУПС) и ЭНГА (предприятие-изготовитель НПЦ «Лада»),

12конструкции ПКБ-ЦВ (рис. 5.9) располагается
редуктор3,соединяющий электродвигатель1и маховик2
через фрикционную
муфту13с эксцентриковым механизмом /7. На станине12шарнирно крепится плитабс поворотным устройством4.Гаситель 5 крепится в зажимы стенда 7 и10.
Верхний
зажим 7 соединен через листовую рессору
8с регистрирующим механизмом, а к
нижнему зажиму /Скрепится планшет9.
При
работе стенда электродвигатель 1приводит нижний зажим и планшет в
гармоническое дви-
жение
с частотой 1 Гц и амплитудой до 30 мм.
Пропорционально сопротивлению гасителя
деформируется рессора 8и поворачивается стрела регистрирующего
устройства с карандашом на конце
относительно планшета 9. На бланке
планшета записывается рабочая диаграмма.
По форме диаграммы определяют возможные
дефекты (табл. 5.2), а по длине и ширине —
параметр сопротивления. Гаситель
считается годным к эксплуатации, если
форма диаграммы соответствует
эллипсу, а параметр — расчетным
нормативам.
Пунктиром изображены рабочие диаграммы исправного гасителя, а курсивом — неисправного.
Оценку исправного состояния гасителей можно осуществить методом затухающих колебаний на специальном стенде, который значительно дешевле и проще и не требует для работы специального привода.
На
основании стенда 1(рис. 5.10) смонтированы пружины 2, стойка3,упор13и штатив12регистрирующего устройства6.К стойке3шарнирно крепится рычаг 5 с грузом10на свободном конце. Записывающее
устройство содержит карандаш 9,
установленный на рычаге 5 и подвижный
планшет 6, который может перемещаться
в направляющих 7. Планшетбсоединен с грузиком11.Исходное положение планшета определяет
фиксатор8,установленный на направляющей.
Ограничитель13задает исходное отклонение рычага. Для
испытания гаситель14закрепляют в кронштейнах15и опускают рычаг до ограничителя13,задающего начальную амплитудуQoзатухающих колебаний. При отключении
рычага 5 от ограничителя13толкатель откидывает фиксатор8и планшет6под действием грузика11
перемещается
по направляющим 7. Карандаш 9 записывает
на планшете вибродиаграмму затухающих
колебаний стенда. По полученной записи
и амплитудеQTконца периода колебаний подсчитывают
параметр сопротивленияВ(рис. 5.11):
5
6 7
в
9
Рис.
5.10. Стенд для испытания гасителей
методом затухающих колебаний

В
= К-0——-,
Qt
где К — коэффициент, постоянный для каждого стенда
Возможные неисправности гасителя колебаний определяют по форме вибродиаграммы (табл. 5.3).
Г аситель считается годным к эксплуатации, если форма диа-
|
Вид неисправности |
Форма диаграмм |
Способ устранения неисправности | ||
|
1 |
2 |
3 | ||
|
Увеличенный зазор между штоком и направляющей, неплотности в уплотнительных кольцах, износ поршневых колец. Механические деформации посадочных поверхностей дисков и седел. |
|
Заменить или отремонтировать направляющую, уплотнительные кольца, поршневое кольцо. Посадочные поверхности дисков и седел притереть. | ||
|
Повышенная вязкость рабочей жидкости. Засорение дроссельных отверстий клапанов. |
|
Масло слить, промыть гаситель, залить свежее масло. Прочистить дроссельные отверстия. | ||
|
Зазор в соединении цилиндра с корпусом нижнего клапана. Неплотное прилегание диска к седлу нижнего клапана (засорение или износ). |
|
|
Заменить уплотнительное кольцо цилиндра. Гаситель промыть, посадочные места диска и седла притереть. | |
|
Открутилась гайка корпуса, износ втулок в головках гасителя. |
|
|
Подтянуть и застопорить гайку корпуса. Заменить втулки в головках. | |
|
Мало масла в гасителе. Не работают клапаны. Повышенный зазор между штоками и направляющей. |
|
|
Проверить сальники и уплотнительные кольца, неисправные заменить. Залить масло до нормы. Проверить работу клапанов, зазор в направляющей. | |
|
Задиры на поршне и цилиндре, перекос поршня в цилиндре и штока в направляющей втулке, неправильная установка гасителя на стенде. |
|
Проверить состояние поверхностей поршня, цилиндра, направляющей, неисправные детали отремонтировать или заменить. Установить гаситель на стенде без перекосов. | ||
|
1 |
2 |
3 | |
|
Заклинивание поршня в цилиндре или штока в направляющей. Неправильная сборка гасителя. |
"^3 |
|
Проверить состояние поверхностей поршня, штока, цилиндра, направляющей. Проверить качество сборки. |
|
Не затянута пружина предохранительного клапана |
— |
|
Отрегулировать затяжку пружины предохранительного клапана. |
|
Мало масла в гасителе. Неисправен нижний клапан. |
|
|
Проверить исправность сальников и уплотнительных колец, нижний клапан. Добавить масло. |
|
Засорение или неисправности верхнего клапана. Износ или излом поршневого кольца. |
|
|
Клапан промыть, неровности посадочных мест притереть. Поршневое кольцо заменить. |
Таблица 5.3
|
Форма диаграмм |
Вид неисправности |
|
—^У\ |
Вибродиаграмма исправного гасителя |
|
-л |
Г аситель развивает чрезмерные силы сопротивления: засорены дроссельные отверстия, вязкость масла больше нормы |
|
лААД- |
Г аситель развивает недостаточные силы сопротивления: недостаток масла в гасителе, пониженная вязкость рабочей жидкости, износ штока и направляющей втулки |
|
-W\ |
Параметр сопротивления меньше нормы на ходе сжатия: засорение нижнего клапана, преждевременно открывается предохранительный клапан |
|
лЩ |
Г аситель развивает недостаточное сопротивление на ходе растяжения: засорен верхний клапан, преждевременно открывается предохранительный клапан |
|
—1 |
Заклинило гаситель |
Рис. 5.11.Вибродиаграмма затухающих вибраций

Ремонт гидравлических гасителей
При плановых видах ремонта вагонов гидравлические гасители подвергают обмывке, очистке и полной разборке. Разборку выполняют на специализированных верстаках с механизированными захватами, не допуская деформации и задиров на поверхностях деталей. Гаситель разрешается зажимать в тисках или захватах только головками, а шток, клапаны и другие детали — с использованием смягчающих прокладок. Отработанное масло подвергают регенерации. Детали проверяют калибрами, штангенциркулем, индикаторными приборами.
Металлические втулки головок с износом более 0,5 мм и резиновые втулки подлежат замене. Кроме того, при капитальном ремонте вагона заменяют новыми манжеты, резиновые и металлические уплотнительные кольца. Допускается использовать капроновые втулки вместо металлических и резиновых. Резиновые втулки перед установкой покрывают снаружи и внутри клеем 88-СА. Покрытие их масляными красками не допускается. При запрессовке втулок применяют мыльные растворы. Внутренние детали гасителя обмывают в отдельной камере моечной машины дизельным топливом или керосином, а затем обдувают сжатым воздухом.
Поврежденные резьбовые участки штока, корпуса, верхней головки и защитного кожуха восстанавливают наплавкой с последующим нарезанием резьбы. На цилиндрической поверхности штока и поршня не должно быть задиров и вмятин глубиной более 1 мм, а также коррозийных повреждений. Коррозию устраняют пастой-смывкой или полированием. Износы деталей выявляют калибрами, индикаторными приборами, штангенциркулем. Изношенные поверхности штока ре
монтируют напылением, осталиванием, хромированием или наплавкой. Зазор между штоком и направляющей должен быть не более 0,08 мм при деповском ремонте вагонов и не более 0,044 мм при капитальном. На рабочей поверхности направляющей штока не допустимы риски, задиры и вмятины. Изношенные поверхности направляющей ремонтируют наплавкой электродами марки 03Н-1, латунью или запрессовкой втулки с последующей расточкой до чертежных размеров. Поршневые кольца не должны иметь отколов, короблений. Зазоры в замке кольца должны быть в пределах нормы. Кольцо должно иметь свободную посадку в канавке поршня и плотно прилегать к внутренней поверхности цилиндра.
Сопрягаемые поверхности диска и седла перепускных клапанов должны быть притертыми, не иметь вмятин и рисок. Посадка пружин выпускных клапанов не допускается, а посадка пружины предохранительного клапана допускается до высоты 14±0,1 мм.
Предохранительные клапаны должны быть отрегулированы на открытие под давлением 4,5±0,5 МПа (45±5 кгс/см2). Регулировочный винт закрепляют кернением.
При ревизии и ремонте гасителей в депо могут быть использованы бывшие в употреблении резиновые кольца и манжеты, не имеющие надрывов, остаточной деформации или набухания. Манжеты перед сборкой необходимо выдержать в рабочей жидкости не менее 10 мин.
После ремонта деталей гаситель собирают, заправляют профильтрованным через сетку маслом ВМГЗ в количестве 0,9-1 л. Допускается смешивать свежее масло с восстановленным в соотношении 1:1, а также применять масло АМГ-10 или трансформаторное Т-750. Гасители в сборе испытывают на стендах методом вынужденных или затухающих колебаний с записью диаграммы. По форме диаграммы определяют отсутствие внутренних дефектов и качество сборки. Собранный гаситель маркируют: на нижней головке клеймами выбивают номер ремонтного предприятия, вид ремонта (буквы Д или К) и дату, например, 218Д.10.00.
Валики крепления головок гасителя на кронштейнах тележек, изношенные более 0,5 мм, при плановых видах ремонта заменяют новыми или отремонтированными.
При выполнении деповского и капитального ремонта вагонов гидравлические гасители колебаний модернизируют на основе применения сильфонных уплотнений, исключающих вытекание рабочей жидкости из гасителя и предохраняющих шток и другие детали от коррозии и механических повреждений. При модернизации убирают кожух и каркасные манжеты, обтачивают верхнюю головку и обойму и устанавливают сильфонное уплотнение с крепительным кольцом и хомутом.
Подбор и установка рессорного подвешивания на тележку
Высота пружин в свободном состоянии тележек 18-100 и 18-101 составляет 249±7 мм. Не допускается устанавливать в одном комплекте пружины с разницей по высоте более 5 мм. Под фрикционные клинья устанавливают пружины, имеющие наибольшую высоту. У тележек 18-100 после подкатки под вагон необходимо проверить положение клина относительно нижней опорной поверхности надрес- сорной балки. При деповском ремонте завышение хотя бы одного фрикционного клина допускается не более 3 мм, а занижение не более 8 мм (рис. 5.3). При капитальном ремонте фрикционные клинья одного комплекта должны быть занижены относительно нижней опорной поверхности надрессорной балки на 4-12 мм. Клинья должны прилегать к надрессорной балке по всей наклонной поверхности.
При установке гидравлических гасителей проверяют расположение их головок относительно поперечной оси тележки и симметричное положение гасителя относительно кронштейнов. При несоосности свыше 5 1 мм необходимо производить регулировку путем перестановки резиновых шайб между кронштейнами тележки и головками гасителя, а также подтягиванием пакетов продольных поводков.
Подбор и комплектовку пружин пассажирских тележек производят в зависимости от типа вагона в соответствии с требованиями РТМ32ЦВ 1-29-87.
По
высоте надбуксовые пружины тележек
КВЗ-ЦНИИ-1 и КВЗ-ЦНИИ-М у одной буксы под
тарой не должны отличаться более чем
на 4 мм. Разность высот пружин центрального
подвешивания тележек допускается также
не более 4 мм. Пружины центрального
подвешивания тележек КВЗ-ЦНИИ-1 и
КВЗ-ЦНИИ-М сортируют на три группы: 1
группа — высота 506-502 мм; 2 группа — высота
501-497 мм; 3 группа — 496-491 мм. Схема установки
пружин на тележке зависит от типа вагона.
Например, для межобластных вагонов
модели 61-837 и некупейных модели 61-821
постройки КВЗ пружины центрального
подвешивания устанавливают в соответствии
с рис. 5.12, а.
|
а) |
00 |
|
00 |
00 |
|
2
или 3 группа
1
или 2 группа
1
группа |
00 |
|
00 |
00 |
'1
группа ’ котельное отделение
б)
Рис. 5.12. Схемы установки пружин тележек КВЗ-ЦНИИ-1 и КВЗ-ЦНИИ-М: a — центрального подвешивания; б — буксового подвешивания
Наружные
пружины буксового подвешивания также
разбивают на три группы: 1 группа —
высота 270-268 мм; 2 группа — высота 267-265
мм; 3 группа — высота 264-261 мм. Их установка
для вагонов модели 61-837 и 61-821 производится
в соответствии с рис. 5.12, б.
Показателем правильности сборки рессорного подвешивания служит горизонтальное расположение рам тележек, которое проверяют на выверенном участке железнодорожного пути.
Порядок работ при замене неисправных элементов рессорного подвешивания
Замену неисправной пружины или клина амортизатора тележки 18-100 выполняют с использованием приспособлений, при помощи которых надрессорную балку подвешивают к шкворневой. Вагон поднимают при помощи домкратов до освобождения рессорного комплекта и заменяют неисправную деталь. После опускания вагона необходимо убедиться в правильной установке рессорного комплекта, проверив завышение фрикционных клиньев шаблоном.
Для замены надбуксовых пружин или деталей фрикционного гасителя тележек КВЗ-ЦНИИ-М и КВЗ-ЦНИИ-1 необходимо расшплинто- вать и свинтить гайки шпинтонов буксовых узлов колесной пары, где выявлена неисправная деталь. Затем следует поднять раму тележки до выхода шпинтонов из надбуксовых пружин. У современных тележек разрешается поднимать раму тележки вместе с кузовом вагона. Неисправную деталь заменяют новой, опускают раму и собирают тележку в порядке, обратном разборке. При навинчивании гайки шпинтона необходимо убедиться в правильном положении тарельчатой пружины 7 (рис. 5.4). Гайку необходимо затянуть до выпрямления тарель
чатых
пружин. Разрезной конус 9 должен при
этом войти в конусную часть втулки 2.
Для замены неисправных пружин центрального подвешивания пассажирских тележек КВЗ-ЦНИИ-М необходимо расшплинтовать и свинтить гайки предохранительных скоб, а у тележки КВЗ-ЦНИИ-1 — гайки предохранительных болтов и снять скобы или болты с рамы тележки. Не вынимая шкворня, вагон поднять на стационарных домкратах с одного конца вместе с тележкой на высоту 150-200 мм, подложить под поддон со стороны неисправной пружины подкладку (деревянный брусок или другие приспособления). Вагон опустить так, чтобы между серьгами и головками валиков были зазоры для свободного их демонтажа. Серьги снять с валиков подвесок и поддона. Затем вагон необходимо вновь поднять до освобождения пружинных комплектов и заменить неисправную пружину. Вагон опустить и собрать тележку в порядке, обратном разборке.
Замену пружин центрального подвешивания на выкаченных из- под вагона тележках производят с использованием струбцин или пневмоприжимов, с помощью которых поддон подтягивают к раме тележки для освобождения от нагрузки серег подвесок.
При установке предохранительных скоб необходимо между ш ми и крюками поддона обеспечить зазор 50±10мм, а между опорными шайбами предохранительных болтов и поддоном — 1+2 мм.
6