

Рис.
8.8. Ломик-калибр для проверки износов
в контурах зацепления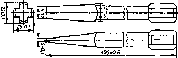
Автосцепок
Рис. 8.9. Зазоры в контурах сцепления автосцепок, подлежащие проверке ломиком-калибром
Виды осмотра автосцепного устройства
Кроме контроля автосцепного устройства при техническом обслуживании вагонов, его подвергают наружному и полному осмотрам.
Наружный осмотр без снятия с вагона узлов и деталей автосцепного устройства выполняют при текущем отцепочном ремонте и единой технической ревизии вагонов. Перед выполнением наружного осмотра автосцепное устройство очищают от загрязнения или снега, проверяют его комплектность, наличие трещин или изгибов, соответствие узлов и деталей нормам, установленным для данного осмотра.
Не допускаются к эксплуатации вагоны, если в деталях автосцепного устройства обнаружены трещины, некомплектность, а также нетиповое крепление самих деталей. Не допускается разница между высотами автосцепок по концам вагона более 25 мм, высота оси автосцепки пассажирских вагонов от головки рельсов более 1080 мм и менее 1010 мм у вагонов на тележках КВЗ-5, КВЗ-ЦНИИ и менее 1000 мм на тележках остальных типов, провисание автосцепки более 10 мм.
Поддерживающая планка должна иметь толщину не менее 14 мм, зазор между хвостовиком автосцепки и потолком ударной розетки не менее 25 мм, а между хвостовиком и верхней кромкой окна в концевой балке не менее 20 мм.
Цепь расцепного привода должна иметь достаточную длину. Поглощающий аппарат исправен, если он плотно прилегает к задним и через упорную плиту к передним упорам. Замок автосцепки должен отстоять от наружной вертикальной кромки малого зуба не менее чем на 1 мм и не более чем на 8 мм, а замкодержатель от кромки замка не менее чем на 16 мм.
При
наружном осмотре автосцепки проверяются
шаблоном 940Р. Проверки, показанные на
рис. 8.10, а,
б, в, г а
на рисунках 8.11, а,
б
аналогичны проверкам шаблоном 873.
Дополнительно шаблоном 940Р проверяют
отсутствие преждевременного включения
предохранителя при сцеплении
автосцепок. Для этого откидной скобой
нажимают на лапу замкодержателя.
Лист шаблона при этом должен касаться
большого зуба (рис. 8.10, в).
Автосцепка годна, если при нажатии на
замок он свободно уходит в карман. При
проверке предохранителя замка (рис.
8.11, я) свободный ход замка от кромки
малого зуба должен быть не менее 7 мм и
не более 18 мм (измерение проводят в
верхней части замка).
При единой технической ревизии пассажирских вагонов автосцепку проверяют шаблоном 893Р и специальной планкой (рис. 8.12),
которая
позволяет проконтролировать возвышение
противовеса зам- кодержателя над
полочкой. Для этого на лапу
замкодержателя, установленного в
корпусе, нажимают шаблоном 940Р, как
показано на рис. 8.12, после чего планку
1,
вырезом 11 мм, устанавливают на
противовес замкодержателя. Автосцепка
исправна, если между планкой 1
и полочкой 2 имеется зазор.

Замыкающей части замка (а), ширины зева автосцепки (6) и износов контура зацепления (в, г) шаблоном 940р
Толщина
перемычки хвостовика автосцепки,
устанавливаемой на вагон, выпускаемый
из текущего от- цепочного ремонта, должна
быть не менее 48 мм.
Неисправные детали, выявленные при наружном осмотре, необходимо заменить.
Рис.
8.11. Проверка действия механизма
автосцепки шаблоном 940Р
Подъемник,
смонтированный на базе электрокара
(рис. 8.13), оборудован поворотной
консолью 8
с
концевой гидравлической опорой
10,
которая фиксирует консоль в рабочем
положении агрегата. На консоли
размещен подъемник 9
с площадкой 2
для поглощающего аппарата. На раме
электрокара установлены аккумуляторные
батареи 4,
гидропривод 7 и пульт управления 5.
Подъемник оборудован переносным
гидравлическим прессом 1,
соединенным шлангом 3
с
пультом управления 5. Пресс используют
для сжатия поглощающего аппарата.
1
II а|
-Ш
350
Рис.
8.12. Проверка возвышения противовеса
замкодер- жателя над полочкой
1.
Удалив шплинты из болтов крепления планки, гайковертом отвинчивают гайки. Затем аппарат вместе с тяговым хомутом, упорной
Рис.
8.13. Подъемник для снятия, транспортировки
и постановки на вагон поглощающего
аппарата: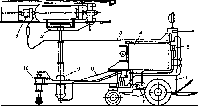
1— гидравлический пресс;2— площадка;3— соединительный шланг;4— аккумуляторные батареи;5— пульт управления;6— электрокара; 7 — гидропривод;8— поворотная консоль;9— подъемник;
10— гидравлическая опора
плитой и поддерживающей планкой отпускают и транспортируют к месту ремонта.
Полный осмотр автосцепного устройства выполняют в контрольном пункте автосцепки (КПА) депо и отделениях по ремонту автосцепки вагоноремонтных заводов. При этом съемные детали и узлы автосцепного устройства снимают с вагонов независимо от их состояния. Несъемные детали проверяют и ремонтируют на вагоне, за исключением случаев, требующих снятия. К несъемным деталям относятся: детали расцепного привода, ударная розетка, упоры.
Детали автосцепного устройства после транспортировки в КПА должны быть очищены от грязи. Наиболее ответственные детали подвергают неразрушающему контролю.
Магнитопорошковому контролю подлежат: корпус автосцепки, тяговый хомут, клин или валик тягового хомута, маятниковые подвески.
Стяжные болты поглощающих аппаратов подвергают испытаниям, если они ремонтировались сваркой. Перемычка хвостовика корпуса, углы окна для замка и замкодержателя, углы верхнего зуба зева дополнительно подлежат вихретоковому контролю.
Все детали автосцепного устройства проверяют шаблонами. Автосцепка и неисправные поглощающие аппараты должны быть разобраны.
Выявленные неисправности ремонтируют в соответствии с инструкцией по ремонту автосцепного устройства подвижного состава железных дорог. После ремонта на детали и узлы автосцепного устройства ставят клейма, окрашивают и транспортируют для постановки на вагоны.
Для качественного ремонта контрольные пункты имеют необходимое оборудование и технологическую оснастку. Транспортировку узлов автосцепного устройства, их снятие и постановку на вагон производят с использованием мостовых кранов, различных самоходных тележек и подъемных аппаратов. Разборку, сборку автосцепки и проверку корпуса выполняют на стендах с поворотными гнездами. Разборку и сборку поглощающих аппаратов выполняют на воздушных или гидравлических прессах.
Контрольные пункты автосцепки должны иметь необходимые средства неразрушающего контроля деталей, установки для ручной и полуавтоматической сварки, стенды-контователи для ремонта крупногабаритных деталей, печи для нагрева деталей и прессы для правки. На участке по ремонту автосцепного устройства должны быть фре
зерные, токарные, сверлильные станки и необходимая оснастка для обработки наплавленных поверхностей.
Перемещение деталей по позициям выполняют с помощью кран- балок, тележек и рольгангов.
Ремонт деталей
автосцепного устройства
Проверка деталей автосцепного устройства шаблонами
После разборки автосцепок их детали осматривают и обмеряют шаблонами с целью выявления недопустимых износов.
Шаблоны имеют установленные номера и действуют по принципу проходных и непроходных.
Например, шаблон 821Р-1 (рис. 8.14) предназначен для проверки ширины зева. Шаблон прикладывают одним концом к углу малого зуба, а другой подводят к носку большого зуба. Если шаблон входит в зев, то он расширен и подлежит правке. При ТО-3 и деповском ремонте вагонов длину малого зуба и расстояния от ударной стенки зева до тяговой кромки большого зуба проверяют шаблоном 893Р (рис. 8.15). Проверка выполняется в средней части корпуса на расстоянии 80 мм вверх и вниз от продольной оси автосцепки. Шаблон надевают на малый зуб в соответствии с рис. 8.15, а также вводят в пространство между ударной стенкой и тяговой поверхностью большого зуба. Корпус исправен, если между ним и шаблоном имеются зазоры.

Шаблон 852Р служит для контроля толщины и прямолинейнос- Рис. 8.14. Проверка ширины зева ти замка (рИс. 8.17, а). Замок корпуса шаблоном 82IP-1: должен пройти в проходной вы-
1— корпус годен;2 — корпус не Резшаблона и не проходить годензерные, токарные, сверлильныепосле ремонта в непроход- станки и необходимая оснастка для обра-ной. Толщину замыкающей час- ботки наплавленных поверхностей.ти замка проверяют непроходным
Рис.
8.16. Проверка корпуса автосцепки шаблоном
827Р
Рис.
8.17. Проверка замка:
Jp
а
шаблоном
899Р (рис. 8.17, 6).
Замок исправен, если его замыкающая
часть не проходит в контрольный вырез
шаблона.
Длину
тягового хомута проверяют шаблоном
920Р-1, который плотно прижимают к передним
кромкам отверстия для клина (рис. 8.18).
Зазор а,
определяемый перемещениями движка,
допускается не более 3 мм при
капитальном ремонте и не более 3 мм при
остальных видах периодичного
ремонта. У неисправного хомута
наплавляют заднюю опорную поверхность,
если толщина перемычки находится в
пределах 58-62 мм.
Нажимной
конус проверяют шаблоном 611 в соответствии
с
Рис.
8.15. Проверка корпуса автосцепки шаблоном
893Р:
а
— длины малого зуба; б
— расстояния от ударной стенки зева
до тяговой кромки большого зуба; / —
корпус годен; II
— корпус не годен (внутренняя грань
I
шаблона устанавливается параллельно
боковой поверхности II
большого
зева)
(ос?
VSb
-уйр'-1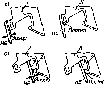



Рис. 8.18. Проверка длины тягового хомута шаблоном 920Р-1
а— проходным шаблоном 852Р;б— непроходным шаблоном 899Р
рис.
8.19. Конус исправен, если зазор между
движком в его крайнем положении и конусом
не более 3 мм (рис. 8.19, а)
и
отсутствует зазор между кольцом
шаблона и плитой (рис. 8.19, 6).
Рис.
8.19. Проверка нажимного конуса шаблоном
611
подъемника — 847Р и так далее.
После ремонта детали автосцепного устройства также подлежат проверке шаблонами.
Ремонт деталей автосцепки
Изгибы хвостовика корпуса автосцепки и уширение зева ремонтируют правкой.
Для определения величины изгиба корпус подлежит разметке (рис. 8.20)
Для этого находят и обозначают середину хвостовика на расстоянии 20 мм от упора, а также в средней части и на торце. Затем соединяют линией точки, обозначающие середину хвостовика. Изгибом является отклонение указанной линии от середины хвостовика в его средней части.
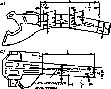
Рис.
8.20. Разметка корпуса автосцепки для
определения изгиба хвостовика в
горизонтальной (а)
и вертикальной (б)
плоскостях:
а— ширина хвостовика у основания;б— ширина хвостовика у торца;в— ширина хвостовика в середине;г— изгиб хвостовика;д— высота хвостовика;L — длина хвостовика
Правку выполняют с предварительным нагревом до температуры 800-850°С с выдержкой в печи не менее 1 часа для равномерного прогрева корпуса. Заканчивать правку необходимо при температуре выправляемых зон не менее 650°С для предотвращения образования термических трещин.
Правку производят на специализированных гидравлических прессах. При устранении уширения зева в корпус вставляют ограничитель, исключающий сужение зева больше нормы.
Охлаждение корпусов производят в помещениях при отсутствии сквозняков, не применяя воду или другую охлаждающую среду.
Трещины и износы, выявленные в корпусе автосцепки, ремонтируют сваркой и наплавкой. Разрешается при всех видах ремонта вагонов:
заваривать вертикальные трещины
1(рис. 8.21) сверху и снизу в углах зева, если они не выходят за положение верхнего или нижнего ребра больного зуба;заваривать трещины
2в углах окон для замка и замкодержате- ля, если после разделки трещины в верхней части не выходят на горизонтальную поверхность головы и за положение верхнего ребра со стороны большого зуба, а в нижней части имеют длину не более 20 мм;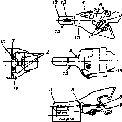
Рис. 8.21. Корпус автосцепки
вырубать трещины глубиной до 5 мм в хвостовике корпуса с плавным переходом на поверхность без заварки. Трещины перемычки3глубиной не более 8 мм можно заваривать при условии, что после их разделки толщина перемычки будет не менее 40 мм;заваривать трещину перемычки
4между отверстиями для направляющего зуба и сигнального отростка замка, если трещина не выходит на вертикальную стенку корпуса;заваривать трещину
5хвостовика автосцепки. Общая длина ремонтируемых трещин хвостовика в зоне отупора корпуса до передней кромки отверстия для клина не более 100 мм у корпусов, проработавших свыше 20 лет и более 150 мм для остальных корпусов;
наплавлять изношенные поверхности
6контура зацепления так, чтобы сварочные швы не доходили до мест закруглений ближе 15 мм.
Переход от отремонтированной наплавкой ударной поверхности стенок зева к неизношенной должен быть плавным, по длине не менее 15 мм. Твердость наплавленного металла ударно-тяговых поверхностей должна быть не менее 250 НВ для грузовых вагонов и не менее 450 НВ для пассажирских и рефрижераторных. Для обеспечения необходимой твердости наплавку следует выполнять электродами ОЗН-400, порошковой проволокой ПП-ТН350, ПП-ТН500 или пластинчатыми электродами с использованием легирующих присадок. Разрешается при всех видах ремонта:
наплавлять поверхности корпуса
13,соприкасающиеся при работе с центрирующей балочкой, тяговым хомутом, ударной розеткой и клином тягового хомута при износе более 3 мм, но не более 8 мм;наплавлять изношенную полочку 7 для предохранителя и шип
8для замкодержателя или приваривать новые в случае их излома;наплавлять оба изношенных отверстия
9для валика подъемника;наплавлять места
10опоры стенки замкодержателя на корпус, нижней перемычки 77 в окне для замка и задней наклонной части дна карманов 74;наплавлять изношенный торец хвостовика
12,если его длина менее 645 мм для автосцепки СА-3 и менее 654 мм для автосцепки СА-ЗМ;наплавлять изношенную перемычку хвостовика
3,если ее толщина в средней части не менее 40 мм для автосцепки СА-3 и не менее 44 мм — для СА-ЗМ.
Разделка кромок трещин производится с применением ручного или пневматического зубила, электродуговой или газокислородной резкой. При ремонте трещин в зеве необходим подогрев головы автосцепки до температуры 250-300°С, что улучшает качество наплавленного металла и снижает термические напряжения.
Ограничители вертикальных перемещений вагонов не должны иметь изгибов и износов более 5 мм. Автосцепки вагонов для пере
возки опасных грузов оборудованы как нижними, так и верхним ограничителями.
В деталях механизма автосцепки при всех видах ремонта вагонов разрешается:
у замка (рис. 8.22,
а)наплавка изношенной поверхности замыкающей части1,овального отверстия3при износе не более 8 мм, направляющего зуба 5, поверхности радиальной опоры, шипа2для предохранителя. В случае излома шипа или сигнального отростка4допускается их приварка. Твердость наплавленного металла замыкающей части замка должна быть не менее 250 НВ, а для пассажирских и рефрижераторных вагонов — не менее 400-450 НВ. Замыкающие части замков рекомендуется упрочнять контактно-дуговой сваркой, что значительно повышает их износостойкость. Упрочнение замка происходит в результате воздействия электрической дуги и переноса на замыкающую часть материала электрода, в качестве которого используют роликовые подшипники из стали ШХ-15СГ;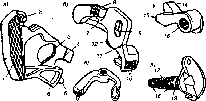
Рис. 8.22. Детали механизма автосцепки:
а — замок; б — замкодержатель; в — предохранитель замка от саморасцепа; г — подъемник замка; д — валик подъемника
у замкодержателя (рис. 8.22,б)заваривать не более одной трещины7,11;наплавлять изношенные поверхности противовеса8,отверстия9,лапы10,расцепного угла12;править погнутые детали в нагретом состоянии до температуры 820-900°С;в предохранителе замка (рис. 8.22,
в)наплавлять износы верхнего плеча13и отверстия под шип замка2,править изгибы плеч в нагретом состоянии;в подъемнике замка (рис. 8.22,
г)наплавлять изношенные поверхности широкого пальца14,узкого пальца15,квадратного отверстия16\у валика подъемника (рис. 8.22,
д)наплавлять изношенные поверхности17 квадрата, цилиндрические поверхности18и стенки19паза для болта.
Обработка наплавленных поверхностей деталей автосцепки производится с применением фрезерных, строгальных станков, шлифовальных машинок и специализированной оснастки.
Правку погнутых деталей механизма осуществляют с использованием специальных штампов.
После ремонта детали и автосцепки в сборе проверяют шаблонами и в случае соответствия ее требованиям приемки, валик подъемника закрепляют болтом М 10x90 с гайкой, под головку болта и гайку ставят фасонные шайбы, которые загибают на головку болта и гайку.
Ремонт поглощающих аппаратов и деталей, передающих нагрузку от автосцепки на раму
При деповском ремонте вагона разборке подлежат только неисправные поглощающие аппараты, при капитальном ремонте все аппараты должны быть разобраны.
Для разборки необходимо срубить или снять фрезой наклеп конца стяжного болта. Затем аппарат сжимают на прессе, отворачивают гайку стяжного болта, снимают нагрузку с аппарата и последовательно разбирают детали. На клиньях и корпусе делают пометки, чтобы (в случае исправного состояния деталей) приработанные клинья были поставлены на свои места.
Снятые детали осматривают и обмеряют шаблонами. Исправными являются детали без трещин, изломов и с взносами не более нормы. Например, для аппаратов Ш-1Т, Ш-1-ТМ, Ш-2-Т, Ш-2-В толщина стенки корпуса должна быть не менее 18 мм при капитальном ремонте вагонов и не менее 16 мм при деповском.
Разрешается заваривать трещины в корпусе у технологических отверстий, если после разделки суммарная длина их не более 120 мм, с последующим усилением вставки вваркой. Износ нажимных конусов допускается не более 3 мм, нажимных шайб — не более 5 мм.
Толщина стенок фрикционных клиньев должна быть не менее 17 мм для аппаратов III-1-Т и Ш-1-ТМ и не менее 32 мм для аппаратов Ш-2-Т и Ш-2-В. Наибольший износ стяжного болта не должен превышать 5 мм, а длина нарезки не более 35 мм. У стяжных болтов разрешается ремонтировать наплавкой изношенные поверхности стержня и резьбы после удаления старой резьбы на станке. Допускается приварить новую часть болта, если место стыка расположено не ближе 30 мм от резьбы и головки болта.
Изношенные клинья и нажимные конусы наплавкой не ремонтируют из-за большой трудоемкости.
У пружин контролируют высоту в свободном состоянии, которая должна быть не менее нормы.
Разрешается применять пружины с изломом оттянутого конца на длине не более 1/3 длины окружности. Сломанный конец при сборке аппарата должен быть установлен на дно корпуса.
В корпусе поглощающего аппарата ЦНИИ-Н6 разрешается наплавка опорных поверхностей для угловых пружин, стенок отверстий для стержней.
При контроле деталей поглощающих аппаратов ПМК-110А особое внимание уделяют контролю состояния неподвижных пластин, у которых отколы, выкрашивание и отслоение металлокерамических элементов допускается на площади не более 20% при капитальном и 30% при деповском ремонте от их общей площади с одной стороны пластины. Допустим местный износ металлокерамических элементов из-за трения о наружную пружину. Можно производить замену всех металлокерамических элементов, расположенных на одной стороне пластины.
Толщина нижней части подвижных пластин, измеренная на расстоянии 15 мм от нижней кромки, должна быть не менее 9 мм.
Эластомерные поглощающие аппараты 73ZW ремонтируют с полной разборкой на специализированных предприятиях. Демонтаж аппарата с частичной разборкой производят после пробега 200-250 тыс. км, но не позднее, чем через 4 года после постановки на вагон нового аппарата или предыдущего осмотра с частичной разборкой. При ремонте с частичной разборкой эластомерный амортизатор демонтируют из корпуса, очищают и контролируют его состояние. В деталях аппарата 73ZW не допустимо наличие трещин и изломов, а их размеры должны бьггь в пределах норм. После сборки аппарат испытывают под нагрузкой 400 кН (40 тс), при этом ход аппарата допускается не более 35 мм.
Поглощающие аппараты Р-5П и Р-2П можно не разбирать, если: в деталях отсутствуют трещины; износы корпуса хомута и промежуточной плиты аппарата Р-5П не более 5 мм, а износы корпуса, нажимной и промежуточной плиты аппарата Р-2П не более 5 мм; на резиновометаллических элементах нет надрывов и вырывов (допускается местное отслоение резины от краев арматуры на глубину не более 50 мм); габаритные размеры Р-2П соответствуют шаблону 83 Р; между резинометаллическими элементами отсутствуют зазоры.
Аппараты, не удовлетворяющие выше перечисленным требованиям следует разобрать. Гарантийный срок службы резинометаллических элементов допускается не более 4 лет, а твердость резины должна быть в пределах 65-80 единиц по Шору.
Края вмятин и заусенцы на металлических деталях должны быть зачищены.
Металлические части аппаратов Р-5П и Р-2П окрашивают черной краской. Хранить аппараты следует в местах, защищенных от прямого солнечного света и попадания веществ, разъедающих резину.
При
сборке аппаратов до постановки гайки
стяжного болта проверяют выход конуса
а
(рис. 8.23, а),
который у аппаратов Ш-1-Т и Ш-1-ТМ должен
быть не менее 80 мм, у аппаратов Ш-2-В —
не менее 105 мм, у аппаратов Ш-2-Т — не
менее 120 мм, при этом зазор между нажимным
конусом и нажимной шайбой для аппаратов
Ш-1-Т и Ш-1-ТМ допускается не менее 4 мм.
Для проверки этого зазора конус
устанавливают вначале без клиньев и
замеряют расстояние от торцевой
поверхности конуса до кромки корпуса.
Затем конус устанавливают на
фрикционные клинья и замеряют то же
расстояние; разность между результатами
измерений и является вели-
Рис.
8.23. Положение нажимного конуса в
собранном поглощающем аппарате до
постановки гайки стяжного болта (а) и
размещение подкладки под гайкой стяжного
болта поглощающего аппарата (б)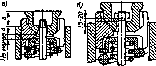
чиной
зазора. Измерение проводят не менее чем
в трех местах, равномерно расположенных
по периметру аппарата. Для облегчения
установки аппарата на вагон при его
сборке под гайку устанавливают подкладку
высотой 15-20 мм (рис. 8.23, б),
а также применяют гидравлические и
механические прессы. При первом же
сжатии аппарата прокладка свободно
выпадает и не препятствует его работе.
Габаритные размеры аппаратов проверяют
проходными шаблонами.
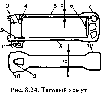
Тяговые
хомуты не допускаются к ремонту, если
на тяговых полосах имеются трещины
2,
5
(рис. 8.24), независимо от их размера и
расположения, с толщиной перемычки со
стороны отверстия для клина менее 45 мм,
если толщина тяговой полосы а
менее 20 мм для автосцепки СА-3 и менее
22
для СА-ЗМ, ширина б
менее 95 мм для автосцепки СА-3 и менее
115 мм для СА-ЗМ.
Подлежат
сдаче в металлолом хомуты со сроком
службы более 20 лет при наличии в них
любых трещин, а также изготовленные до
1950 г. Ремонтировать разрешается трещины
1
в
ушках для болтов, трещины в соединительных
планках 2
и 3,
трещины 7 задней опорной поверхности,
если они не выходят на тяговые полосы.
Разрешается
вырубать и не заваривать поверхностные
трещины глубиной не более 3 мм с
плавным переходом на литейную поверхность,
если они не на тяговых полосах. Наплавкой
разрешается ремонтировать износы 4
потолка проема головной части хомута
и износы 6
задней опорной поверхности. Износы
тяговых полос 8
следует наплавлять, если их величина
более 3 мм, а боковых поверхностей 10
головной
и задней части — более 5 мм. Износ 9
перемычки восстанавливают наплавкой,
если ее толщина менее 50 мм. После обработки
наплавленных поверхностей толщина
перемычки хомута должна быть не менее
58 мм и не более 61 мм.
—
при
капитальном ремонте. Для обеспечения
надежной работы клина тягового хомута
необходимо его закрепить типовым
способом (рис. 8.25). Под головки болтов
устанавливают запорные планки 6,
края
которых разгибают до упора в нижнюю
тяговую полосу хомута. К приливу хомута
со стороны головок болтов приваривают
стенки 4
и через отверстия в них пропускают
проволоку 5
диаметром 5 мм. Концы проволоки
загибают под углом не менее 90°. Под гайки
устанавливают запорную пластину 3,
гайки затягивают, закрепляют проволоку
1
длиной
120 мм, диаметром 4 мм и края пластины 3
загибают на грани гаек. Разрешается
вместо проволоки 1
устанавливать шплинты диаметром 5
мм.
Упорная плита восстанавливается наплавкой, если ее толщина в средней части менее 53 мм при деповском и менее 55 мм — при капитальном ремонте. Поддерживающую планку наплавляют при износе более 4 мм. Ремонтировать трещины в упорной плите и поддерживающей планке не разрешается. Крепят планки к хребтовой балке рамы восемью болтами с гайками, контргайками и шплинтами.
Износы упоров более 3 мм ремонтируют наплавкой, а износы более 5 мм разрешается восстанавливать приваркой планок. Трещины допускается ремонтировать, если они не выходят на привалочную поверхность упоров. Расстояние между передними и задними упорами должно быть в пределах 622-625 мм при измерении вдоль хреб-
Рис.
8.25. Типовое крепление клина тягового
хомута
товой балки, не менее 205 мм и не более 220 мм у передних упоров и не менее 165 мм и не более 220 мм у задних при замере поперек рамы.
Ремонт деталей центрирующего прибора, расцепного привода и амортизирующих устройств
Повреждения в деталях центрирующего прибора возникают от соударений вагонов при маневровых работах, торможении, при проходе кривых участков пути, а также от износа в результате трения.
В
ударной розетке производят наплавку
износов опорных мест 1
(рис.
8.26, а)
для маятниковых подвесок, изношенных
более 5 мм мест проема 2,
вмятин 3
ударной части. Разрешается ремонтировать
трещины 4
в верхних углах проема, не выходящие на
привалочную поверхность, трещины во
фланце 5,
в ребрах жесткости 6,
в ударной части 7 и нижних углах проема
8.
После
заварки трещин 4
и 7 ударную розетку усиливают путем
установки в двух средних углублениях
вставок 9
с обваркой их по периметру. В центрирующих
балочках (рис. 8.26, 6)
разрешается ремонтировать трещины
10,
если после их разделки сечение балочки
уменьшится не более чем на 25%. Изгибы
балочек более 3 мм выправляют. Износы
до 10 мм опорных поверхностей 11,
боковых упоров 12,
опор для маятниковых подвесок 13
и мест захвата 14
устраняют наплавкой с последующей
механической обработкой. Износы
1 2 34 1
б)
14
Рис. 8.26. Ударная розетка ( и балочка центрирующая (б)
поверхностей
11
в пределах 5-10 мм разрешается устранять
приваркой планок при условии
предварительного выравнивания их на
фрезерном станке.
Маятниковые подвески с трещинами ремонту не подлежат. Разрешается ремонтировать наплавкой износы верхней и нижней головок, если оставшаяся высота головок не менее 18 мм.
Детали расцепного привода снимаются для ремонта только при наличии неисправностей. В державке и фиксирующем кронштейне разрешается ремонтировать сваркой не более одной трещины в каждой детали, а также наплавлять изношенные отверстия для расцепного рычага.
Допускается приварка новых частей расцепного рычага, если после ремонта на нем будет не более двух стыков. Погнутые детали расцепного привода выправляют.
Расцепной рычаг должен иметь ограничитель от продольных перемещений и своей плоской частью свободно входить в вертикальный паз фиксирующего кронштейна. Цепь должна иметь достаточную длину, которая регулируется увеличением или уменьшением количества звеньев. Звенья цепи изготавливают из прутка диаметром
9 мм. Цепь соединяют с валиком подъемника соединительным звеном, которое должно иметь стандартные размеры.
Регулировочный болт цепи крепят к расцепному рычагу с постановкой гайки, контргайки и шплинта. Державка и фиксирующий кронштейн должны быть прочно закреплены двумя болтами диаметром 16 мм с постановкой гайки, контргайки и шплинта 4x25 мм.
Резиновые суфле очищают и осматривают, при необходимости снимают с вагона. Буфера снимают при любом виде планового ремонта вагонов.
Допускается при первом деповском ремонте после постройки или капитального ремонта исправные буфера не демонтировать.
Резиновые баллоны суфле должны быть надежно закреплены на вагоне. Не допускается ослабление болтов, срыв или износ резьбы и вырывы в отверстиях рамы для крепления баллонов.
При деповском ремонте вагона разрешается ремонтировать резиновые суфле методом вулканизации, если износ баллона по толщине не более 3 мм, растрескивание и расслоение глубиной до 2 мм, порезы длиной не более 500 мм, вырывы площадью до 30 см2.
Общая площадь дефектов не должна превышать более 30% поверхности листа и уплотнительного клапана баллона. Резиновые баллоны суфле заменяют новыми при старении резины на глубину более 50% толщины листа, а также если износы и повреждения составляют более 30% поверхности листа и уплотнительного клапана баллона.
Снятые
с вагона буфера разбирают, их детали
обмывают и осматривают. Сварочно-наплавочные
работы в деталях буферных комплектов
производят в соответствии с инструкцией
по сварке и наплавке при ремонте вагонов
и контейнеров. Разрешается ремонтировать
наплавкой выработки стенок горловины
стакана и изношенные поверхности
стержней при износе не более 50%
первоначальной толщины детали. Выработки
тарелей наплавляют, если толщина по
кругу радиусом 150 мм от середины
тарели не менее 20 мм, а в остальных местах
— не менее 10 мм.
При сборке буферов трущиеся поверхности смазывают графитовой смазкой, а после установки на вагон, тарели буферов смазывают солидолом Ж.
Проверку правильного расположения буферов на вагоне производят замером расстояния между концевой балкой и наружной плоскостью тарели. Это расстояние должно быть у вагонов постройки КВЗ 1978 г. и последующих лет, а также у вагонов с буферами облегченного типа (605±10) мм, а у вагонов постройки Германии с 1978 г. и у купейных вагонов международного сообщения — (607±10) мм.
Разность высот осей буферов от головок рельс на одной концевой балке не должна быть более 15 мм, а с противоположных концов вагона — не более 25 мм.
Клеймение, окраска и установка на вагон автосцепного устройства
После ремонта и проверки шаблонами на замок, замкодержа- тель, предохранитель, подъемник, валик подъемника, тяговый хомут, валик, клин тягового хомута, ударную розетку, центрирующую балочку, маятниковые подвески, упорную плиту, корпус поглощающего аппарата, собранную автосцепку, вкладыш и поддерживающую плиту центрирующего прибора ставят клейма. Клейма на д еталях ставят в определенных местах. Например, на собранной автосцепке клеймо должно быть расположено на расстоянии 180 мм от упора и на 80 мм от верха головы корпуса. Все старые клейма должны быть зачищены. Клеймо состоит из номера ремонтного пункта и даты ремонта цифрами высотой не менее 6 мм на глубину 0,25 мм (например, 385.08.00.).
Устанавливать на вагоны детали автосцепного устройства без клейм не допускается.
После приемки детали автосцепного устройства окрашивают черной краской, за исключением внутренних поверхностей зева корпуса и поглощающего аппарата, а также деталей механизма.
Сигнальный отросток замка должен быть окрашен в красный цвет. Не допускается смазывать детали механизма автосцепки и поверхности трения поглощающих аппаратов.
При установке автосцепного устройства на вагон необходимо проверить расстояние от упора головки корпуса до ударной розетки, которое должно быть у пассажирских вагонов с аппаратами Р-2П и ЦНИИ-Н6, а также у грузовых вагонов с ударной розеткой, выступающей от концевой балки на 185 мм, не менее 70 мм при полностью утопленном положении автосцепки и не более 90 мм — при выдвинутом положении. Для грузовых вагонов, имеющих розетку, выступающую от концевой балки на 130 мм, эти расстояния должны быть соответственно не менее 120 мм и не более 140 мм.
Для вагонов с аппаратами Ш-2Т эти расстояния должны быть не менее 110 мм и не более 130 мм.
Высота автосцепки над головками рельсов на прямом горизонтальном участке пути должна соответствовать данным, приведенным в табл. 8.1.
Эту высоту измеряют с помощью рейки, которую кладут на обе головки рельсов, а стойку с делениями прикладывают к литейному шву в месте выхода автосцепки из ударной розетки по передней плоскости центрирующей балочки.
Отклонение автосцепки относительно горизонтали (провисание) допускается не более чем на 3 мм. Эти отклонения определяют изме-
Таблица 8 .1
|
Тип вагонов |
Высота автосцепки над головками рельсов при выпуске из ремонта, мм | |
|
капитального |
деповского | |
|
Г рузовые вагоны |
1080-1020 |
1080-1000 |
|
Пассажирские вагоны на тележках КВЗ-5, КВЗ-ЦНИИ |
1080-1030 |
1080-1020 |
|
Остальных типов |
1080-1020 |
1080-1010 |
|
Рефрижераторные вагоны |
1080-1030 |
1080-1020 |
рением высоты автосцепки от головок рельсов до литейного шва в двух местах: у входа хвостовика в ударную розетку и по линии на расстоянии около 15 мм от наружной кромки тяговой поверхности малого зуба.
По разнице результатов измерений определяют положение автосцепки относительно горизонтали.
Разность между высотами осей автосцепок по концам вагона при выпуске из капитального ремонта должна быть не более 15 мм, а при выпуске из деповского ремонта не более 20 мм для пассажирских вагонов и не более 25 мм для грузовых вагонов.
У вагонов, имеющих центрирующий прибор маятникового типа с жесткой опорой хвостовика автосцепки, контролируют зазор между верхней плоскостью хвостовика и потолком ударной розетки на расстоянии 15-20 мм от наружной ее кромки. Этот зазор должен быть не менее 25 мм и не более 40 мм, а между той же плоскостью хвостовика и верхней кромкой окна в концевой балке — не менее 20 мм.
Положение поглощающего аппарата определяют после удаления подкладки из-под гайки стяжного болта. Он должен прилегать к задним упорам и через упорную плиту — к передним упорам.
Автосцепка должна свободно перемещаться из среднего положения в крайнее боковое от усилия человека и под действием собственного веса возвращаться обратно.
Длина цепи расцепного привода должна обеспечить нормальную работу автосцепки. Длина короткого плеча рычага от оси стержня до середины отверстия должна составлять 190±10 мм.
Все болтовые соединения должны быть плотно затянуты и зашплинтованы, ослабленные заклепки переклепаны.
Техника безопасности при осмотре и ремонте автосцепного устройства
При выполнении технического обслуживания и ремонта вагонов на станционных путях осмотрщики вагонов и слесари должны начинать работу после получения от оператора ПТО разрешения, которое он дает после включения системы централизованного ограждения состава или получения информации об ограждении переносными сигналами. При замене деталей автосцепного устройства в составе необходимо раздвинуть состав не менее чем на 10 м и со стороны расцепленных вагонов установить спаренные тормозные башмаки.
Детали автосцепного устройства, которые могут упасть на путь во время подачи вагона к месту ремонта, должны быть надежно закреплены или заменены.
Перед началом работы по ремонту автосцепного устройства осмотреть и привести в исправность запоры бортов платформ и крышек люков полувагонов. Крышки люков полувагонов должны быть закрыты, а борта платформы подняты и закреплены или сняты.
Демонтаж и монтаж автосцепок и упряжного устройства должны производиться с применением грузоподъемного крана или специального подъемника. Обстукивать корпус поглощающего аппарата с заклинившимися деталями допускается только до выемки аппарата и упорной плиты из хомута. Не разрешается отвинчивать гайку стяжного болта у заклинившегося поглощающего аппарата. Свинчивание гайки со стяжного болта разрешается производить только на разбо- рочном стенде. Перед удалением двух последних, расположенных по диагонали, гаек с болтов поддерживающей планки для снятия с вагона поглощающего аппарата и тягового хомута, под планку должен быть поставлен подъемник. Сборка и разборка поглощающего аппарата должна выполняться только на специальном прессе.
Установку замка с предохранителем при сборке автосцепки производить нажатием на нижнее плечо собачки бородкой или стержнем.
При сборке и разборке автосцепки не класть детали механизма на корпус автосцепки.
9