

|
ВВЕДЕНИЕ |
4 |
|
1. СВАРОЧНАЯ ДУГА |
5 |
|
2. ИСТОЧНИКИ ПИТАНИЯ СВАРОЧНОЙ ДУГИ |
5 |
|
2.1. Источники переменного тока |
6 |
|
2.2. Источники постоянного тока |
7 |
|
2.3. Многопостовые источники тока |
8 |
|
3. СВАРОЧНЫЙ ПОСТ |
8 |
|
4. ЭЛЕКТРОДЫ |
9 |
|
5. СВАРНЫЕ СОЕДИНЕНИЯ |
9 |
|
6. ТЕХНИКА И РЕЖИМ РУЧНОЙ ДУГОВОЙ СВАРКИ |
11 |
|
6.1. Общие положения |
11 |
|
6.2. Выбор режима сварки |
11 |
|
6.3. Движения электрода |
12 |
|
7. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ |
12 |
|
8. ОХРАНА ТРУДА И ПОЖАРНАЯ БЕЗОПАСНОСТЬ |
14 |
|
ЗАДАНИЕ 1. ЗАЖИГАНИЕ И ПОДДЕРЖАНИЕ ДУГИ |
14 |
|
ЗАДАНИЕ 2. НАПЛАВКА УЗКИХ ВАЛИКОВ |
16 |
|
ЗАДАНИЕ 3. ПОДБОР СВАРОЧНОГО ТОКА. НАПЛАВКА ШИРОКИХ ВАЛИКОВ |
16 |
|
ЗАДАНИЕ 4. СВАРКА СТЫКОВЫХ И УГЛОВЫХ ШВОВ |
17 |
|
ЗАДАНИЕ 5. СВАРКА МНОГОСЛОЙНЫХ ШВОВ. НАПЛАВКА ПОВЕРХНОСТЕЙ. |
|
|
РЕЗКА МЕТАЛЛА ДУГОЙ |
18 |
|
ЗАДАНИЕ 6. МЕХАНИЗИРОВАННЫЕ СПОСОБЫ СВАРКИ. |
|
|
ПЛАЗМЕННЫЕ ПРОЦЕССЫ. |
20 |
|
ЗАДАНИЕ 7. СВАРКА ВЕРТИКАЛНЫХ И ГОРИЗОНТАЛЬШХ ШВОВ |
20 |
|
ЗАДАНИЕ 8. КВАЛИФИКАЦИОННЫЕ ИСПЫТАНИЯ |
22 |
Введение
По числу занятых рабочих, действующих постов, объему производимой продукции ручная дуговая сварка занимает одно из ведущих мест среди множества других видов сварки. Это наиболее универсальный и мобильный способ сварки. С его помощью можно выполнять швы в различных пространственных положениях: нижнем, потолочном, вертикальном и горизонтальном; соединять различные металлы и сплавы; изготавливать новые и восстанавливать изношенные детали.
Инженер-сварщик наряду с хорошей теоретической подготовкой должен практически уметь выполнять сварочные работы, поэтому студенты сварочной специальности УГТУ-УПИ в соответствии с учебным планом должны овладеть техникой ручной дуговой сварки на уровне не ниже электросварщика 1-2 разряда. Для чего все студенты должны выполнить предусмотренные настоящими методическими указаниями фактические задания, предварительно перед каждым уяснив содержащиеся в нем контрольные вопросы.
Материал в заданиях расположен в порядке нарастающей сложности. Поэтому успешное осмысленное выполнение каждого последующего задания невозможно без выполнения предыдущего. Теоретический материал, предусмотренный контрольными вопросами заданий, уясняется студентами в порядке ознакомления: с настоящими методическими указаниями, на вводных беседах и при работе с литературными источниками [1], [2] .
По окончании лабораторного практикума проводятся квалификационные испытания на право получения каждым студентом квалификации электросварщика 1-го или 2-го разряда.
1. Студент должен уметь:
1.1. Правильно подобрать режим сварки.
1.2. Наплавлять узкие и широкие валики.
1.3. Сваривать одно- и многослойные швы.
1.4. Наплавлять поверхности.
1.5. Сваривать простые детали в нижнем и вертикальном положениях.
1.6. Выполнять резку металла дугой.
2. Студент должен знать:
2.1. Общее устройство, принцип действия и правила обслуживания источников сварочного тока.
2.2. Основные характеристики электродов.
2.3. Типы сварных соединений, швов, формы разделок.
2.4. Дефекты швов причины их возникновения, способы предупреждения.
2.5. Меры по охране труда и пожарной безопасности.
-
СВАРОЧНАЯ ДУГА
Сварочная дуга представляет длительный электрический разряд в ионизированном газовом промежутке между электродом и свариваемым изделием или между двумя электродами (рис. 1,а). Явление дугового разряда открыл В.В.Петров (Петербург, 1802 г.). На основе этого открытия дуговую сварку изобрели отечественные ученые Н.Н.Бенардос (1882 г. сварка угольным электродом) и Н.Г.Славянов (1888 г., сварка металлическим электродом).

Рис 1. а) электрическая дуга: I - электрод, 2 - столб дуги, 3 - сварочная ванна, 4 - шов, 5 - изделие (основой металл), h - глубина проплавления, l длина дуги; б) статическая вольт-амперная характеристика дуги: 1 - короткая дуга, 2 - длинная дуга.
Дуга является интенсивным источником теплового и светового излучения. Температура столба дуги достигает 6000-8000 К. За счет выделяемого дугой тепла конец электрода и изделие под ним расплавляются, на изделии образуется ванночка расплавленного металла. Электродный (присадочный) металл каплями переходит в ванночку и перемешивается с основным (изделие) металлом. После охлаждения и кристаллизации они образуют сварной шов. Расстояние между концом электрода и поверхностью ванночки, называемое длиной дуги, должно поддерживаться постоянным и не превышать диаметр электрода.
Дугу питают постоянным или переменным током от специальных: источников сварочного тока. При питании постоянным током на аноде (положительном полюсе) тепла выделяется больше, чем на катоде (отрицательном полюсе), поскольку кинетическая энергия электронов, передаваемая аноду, значительно больше энергии положительных ионов, передаваемой катоду. Это свойство дуги постоянного тока используют при сварке, применяя прямую или обратную полярность. При прямой полярности, когда изделие является анодом, а электрод - катодом, на изделии выделяется больше тепла, чем на электроде. При обратной полярности больше тепла выделяется на электроде. Понятие полярности дуги при использовании переменного тока отсутствует.
Между длиной дуги и ее напряжением существует определенная зависимость. Чем длинней дуга, тем выше напряжение при одном и том же сварочном токе. Если же не менять длину дуги, то при увеличении тока от 0 до 80 А напряжение дуги резко падает; при дальнейшем увеличении тока до 800 А оно практически остается постоянным. С увеличением тока от 800 А и более напряжение дуги возрастает. Зависимость между напряжением дуги и сварочным током называют статической вольт-амперной характеристикой дуги (рис.1,б). При малых токах (до 80 А) дуга неустойчива, легко обрывается, при токах более 80 А она становится устойчивой.
2. ИСТОЧНИКИ ПИТАНИЯ СВАРОЧНОЙ ДУГИ
Для ручной дуговой сварки используют специальные источники тока, которые .должны удовлетворять следующим требованиям:
а) иметь безопасное для сварщика, но достаточное для легкого возбуждения дуги напряжение (обычно это напряжение находится: в пределах 60-80 В);
б) сварочный ток не должен существенно колебаться при неизбежных в процессе сварки колебаниях длины дуги в пределах от 2 до 5 мм;
в) токи при коротких замыканиях электрода с изделием не должны возрастать более чем в 1,2-1,6 раза по отношению к установленному сварочному току.
Эти требования выполняются, если источник питания дуги имеет крутопадающую внешнюю характеристику, которая является выражением графической зависимости между напряжением на клеммах источника и током в сварочной цепи (рис.2).

Рис.2. Крутопадающая внешняя характеристика
источника питания сварочной дуги: 1 -
внешняя характеристика источника
питания, 2 и 3 - вольт-амперные характеристики
соответственно длинной и короткой дуг.
Iдл.д. и Iк.д.
- сварочные токи длинной и короткой
дуг; Iк.з. -ток
короткого замыкания;
![]() Iсв.
- диапазон изменений сварочного тока
между длинной 2 и короткой 3 дугами.
Iсв.
- диапазон изменений сварочного тока
между длинной 2 и короткой 3 дугами.
Источники для ручной дуговой сварки снабжены устройствами для ступенчатого и плавного регулирования сварочного тока в пределах от 60 до 500 А в зависимости от марки источника.
2.1. Источники переменного тока
Наиболее распространенными источниками питания дуги переменным током являются сварочные трансформаторы. Они преобразуют сетевое напряжение U1 (220 или 380) В в пониженное вторичное U2 = (60-80) В, необходимое для сварки. На рис.3 представлен однопостовой сварочный трансформатор типа ТДМ.
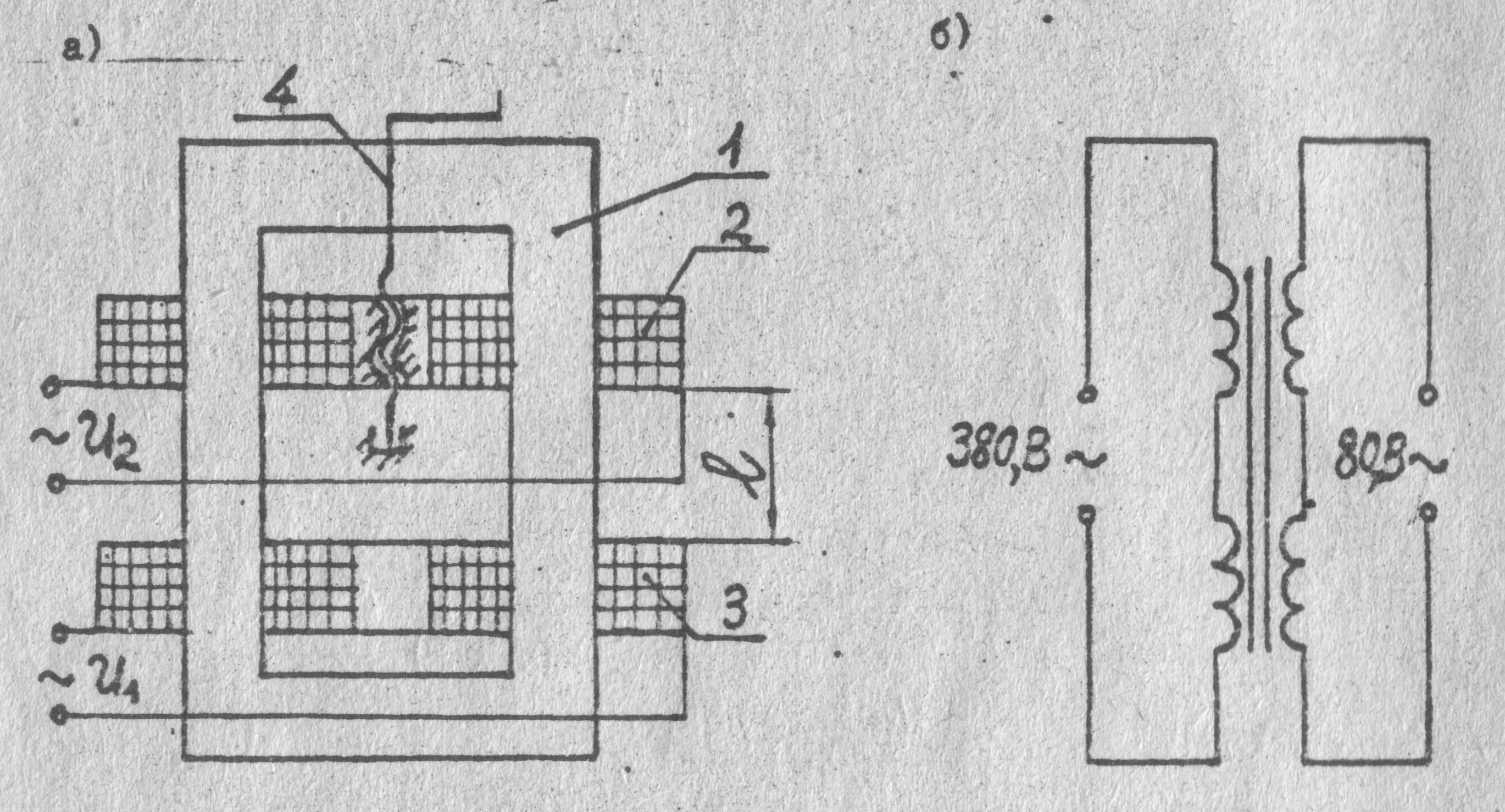
Рис.3. Трансформатор с подвижной обмоткой:
а) конструкция трансформатора: 1 - магнитопровод, 2 - вторичная обмотка (подвижная), 3 - первичная обмотка (неподвижная), 4 - привод перемещения обмотки;
б) схема обмоток
Вследствие значительного расстояния между первичной 3 и вторичной 2 обмотками велики потоки рассеяния и индуктивное сопротивление трансформатора, поэтому он имеет падающую внешнюю характеристику.
Изменяя с помощью привода 4 расстояние
«![]() »
между обмотками, плавно меняют
сопротивление трансформатора, а,
следовательно, и величину сварочного
тока. Ступенчатое регулирование тока
выполняют изменением соединения
катушек каждой обмотки между собой. Для
получения больших токов катушки
первичной, а также вторичной обмоток
соединяют параллельно. Для перехода на
малые токи катушки обмоток соединяют
последовательно.
»
между обмотками, плавно меняют
сопротивление трансформатора, а,
следовательно, и величину сварочного
тока. Ступенчатое регулирование тока
выполняют изменением соединения
катушек каждой обмотки между собой. Для
получения больших токов катушки
первичной, а также вторичной обмоток
соединяют параллельно. Для перехода на
малые токи катушки обмоток соединяют
последовательно.
Трансформаторы значительно проще и дешевле источников постоянного тока. Кроме того, при сварке переменным током меньше затраты электроэнергии на плавление металла.