

2.2. Источники постоянного тока
На постоянном токе дуга горит более устойчиво, поэтому выше качество сварных швов.
В качестве источников питания дуги постоянным током применяют:
а) сварочные преобразователи (рис.4,а), в которых якорь 1 генератора сварочного тока вращается трехфазным асинхронным электродвигателем 4. Генератор и электродвигатель находятся в одном корпусе. Сварочный ток регулируют, изменяя сопротивлением 3 ток возбуждения в обмотке 2, а также изменяя число витков размагничивающей обмотки 5;
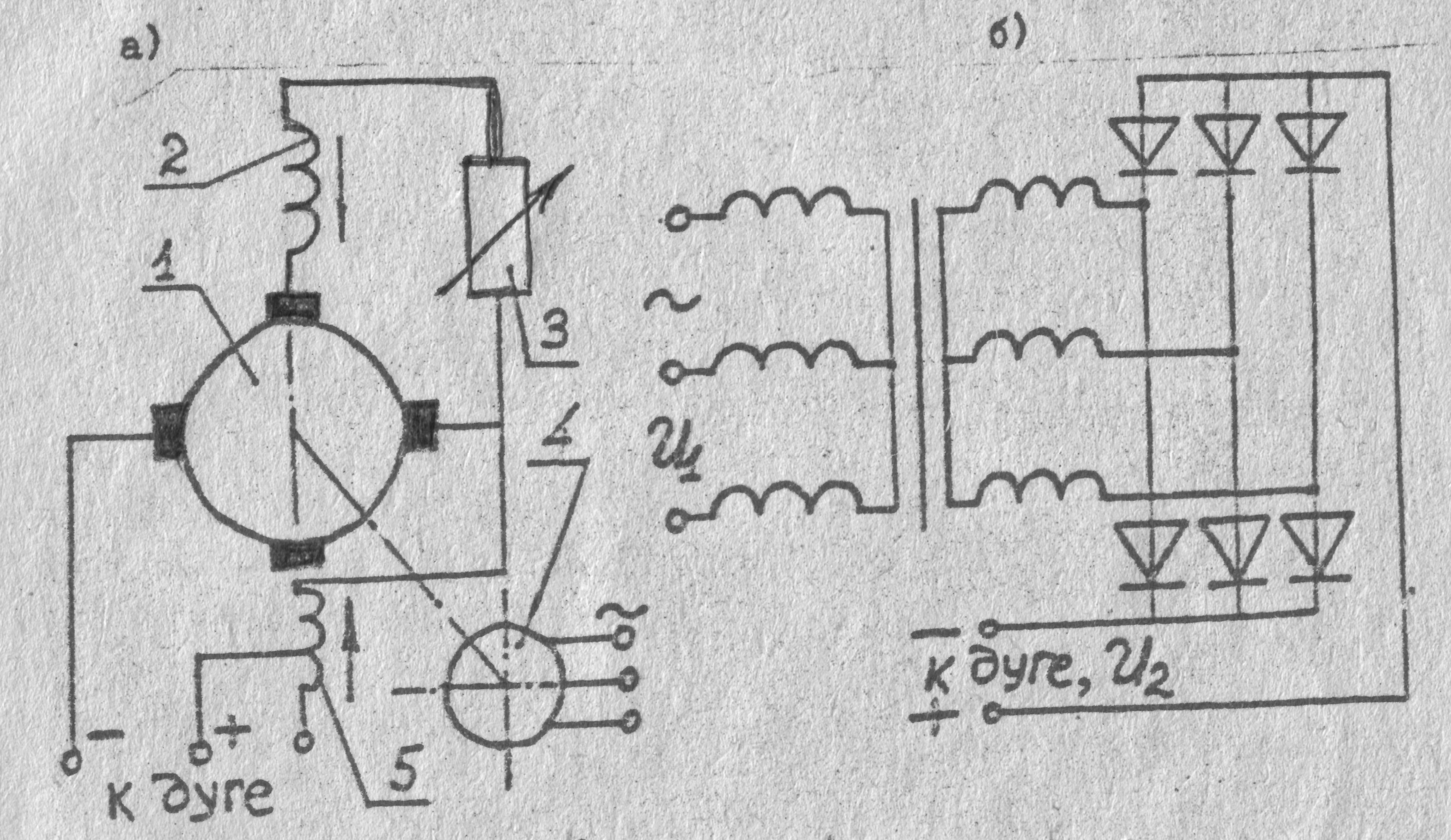
Рис.4. Принципиальные электрические схемы:
а) преобразователя: I якорь сварочного генератора, 2 - обмотка возбуждения, 3 - регулировочное сопротивление, 4 - трехфазный электродвигатель, 5 - размагничивающая обмотка б) выпрямителя: I - трехфазный понижающий трансформатор , 2 - выпрямительный блок.
б) сварочные агрегаты, в которых якорь генератора сварочного тока вращается двигателем внутреннего сгорания. Такие агрегаты устанавливают на автоприцепах или в кузовах автомашин я используют в местах, где отсутствует силовая электрическая сеть.
в) сварочные выпрямители (рис.4,б), в которых переменный ток напряжением U1 =220 или 380 В понижается однофазным или трехфазным трансформатором I до (60-90)В и затем с помощью выпрямительного блока 2 преобразуется в постоянный сварочный ток.
Преимуществами сварочных выпрямителей по сравнению с преобразователями агрегатами являются: меньшие вес и габариты, выше КПД, проще уход и обслуживание, бесшумность. Поэтому они наиболее распространены.
Величину сварочного тока выпрямителя регулируют: ступенчато-переключением между собой катушек первичной или вторичной обмоток трансформатора 1, плавно - изменением расстояния между первичной и вторичной обмотками. Для контроля за током и напряжением выпрямитель снабжен приборами. Его выпрямительный блок охлаждается вентилятором.
2.3. Многопостовые источники тока
Такие источники выгодно использовать там, где на небольших расстояниях друг от друга сосредоточены группы сварочных постов. Каждый пост (см. рис.5) подключают к общим шинопроводам 2 источника тока 1 через отдельный балластный реостат РБ, представляющий собой набор сопротивлений. Дуга 4 включается последовательно с балластным реостатом, что позволяет подбором сопротивлений в реостате регулировать сварочный ток независимо от других постов.
В качестве многопостовых источников широко используют сварочные выпрямители, например ВДМ-1600.с общим номинальным током 1600 А.
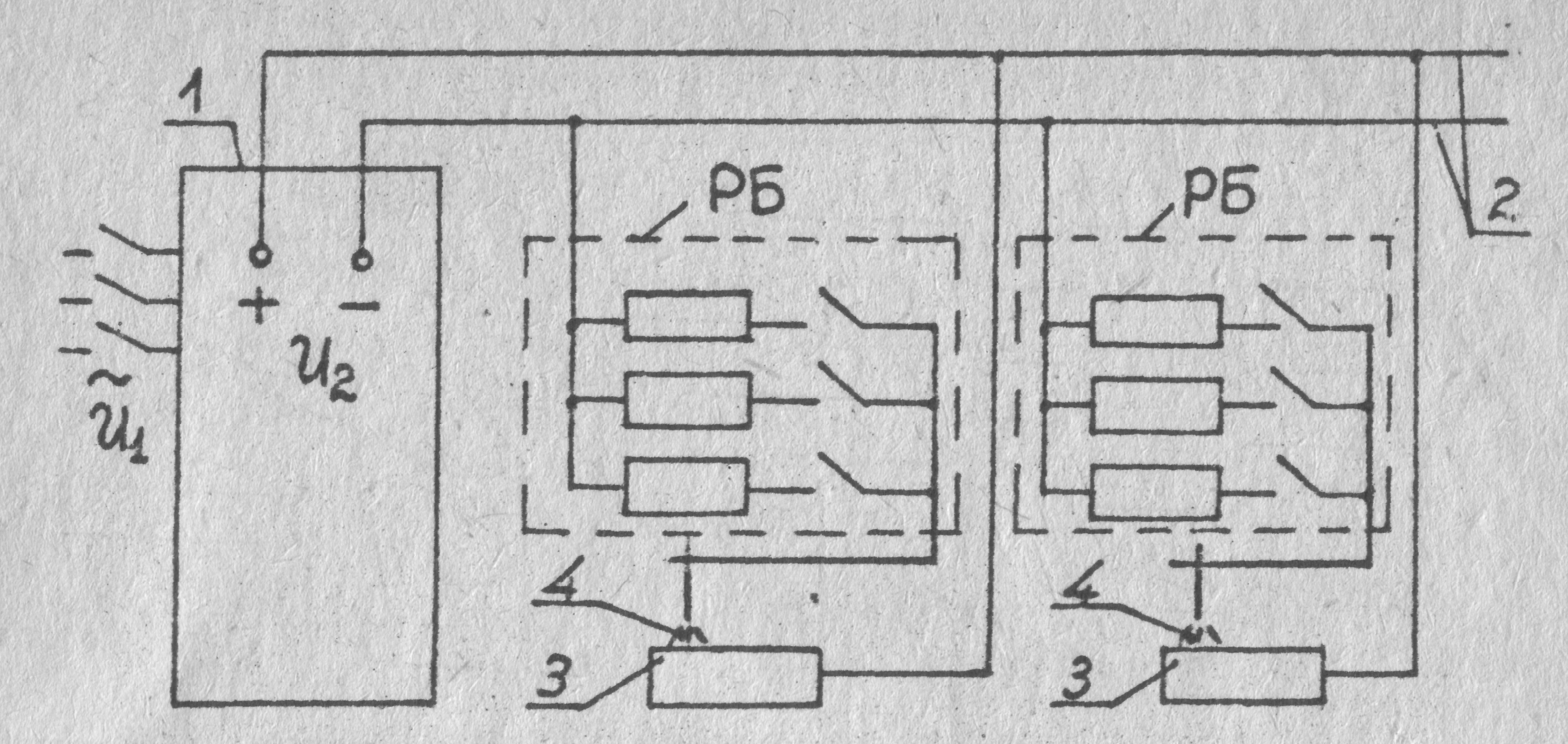
Рис.5. Схема многопостовой сварочной установки: 1 -источник тока; 2 шинопроводы; РБ - реостаты балластные; 3 - свариваемые изделия; 4 - сварочные дуги.
3. Сварочный пост
Рабочее место сварщика с необходимым оборудованием и инструментом, называют сварочным постом. Пост составляют (см.рис.6):
- источник сварочного тока 1;
- пусковая аппаратура 2, посредством которой источник тока подключают к электрической сети;
- сварочные провода 3 и 4;
- электрододержатель 5, подключенный проводом 3 к одному из полюсов источника тока;
— рабочий стол, проводом 4 подключенный ко второму полюсу источника тока; при отсутствии рабочего стола провод 4 (его называют также «землей») подключают непосредственно к изделию;
— щиток 6 для защиты сварщика от лучей дуги и брызг расплавленного металла;
- инструмент сварщика: металлическая щетка, молоток, зубило для зачистки кромок заготовок перед сваркой и зачистки сварного шва.
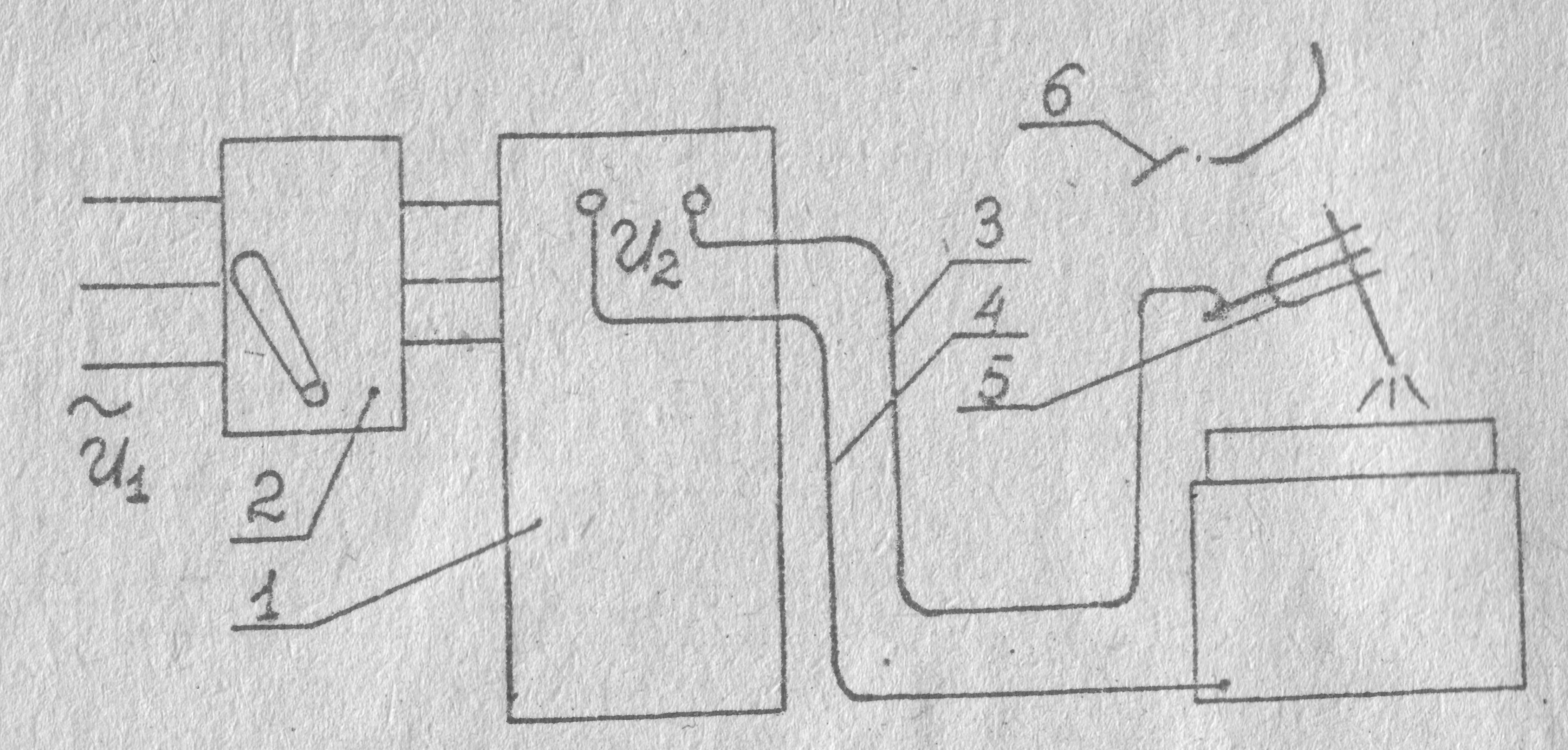
Рис.6. Сварочный пост
Работать сварщику разрешается в спецодежде - брезентовых: куртке, брюках, рукавицах, в закрытой обуви и головном уборе. Для защиты соседей рабочее место сварщика должно располагаться в кабине или быть огражденным металлическими щитами.